Shrink Sleeve Labeler Solutions for Beverage Packaging
Shrink sleeves are commonly used in beverage packaging as they easily conform to unique object shapes and provide 360 degree coverage for maximum branding opportunities. A high-speed shrink sleeve machine applies labels onto a wide variety of bottles and jars as they pass by quickly on a conveyor belt.
Shrink label machines have become very popular in recent years due to the low cost of the shrink material as well as the powerful visuals that these types of labels provide. The circular form of shrink sleeves creates opportunities for eye catching 360° graphics around the entire container. This is important because it increases visibility on the shelf and are more durable than other labeling options.
Shrink sleeve machines are a very crucial step on a beverage filling line because it is an area that sees very frequent changeovers, has a high risk of jamming or slowing down production speeds, and must perform well in a fast paced environment.

Introducing a shrink sleeve machine into the beverage industry creates some unique challenges. Most beverage lines work at very high speeds in order to maximize throughput and are subjected to frequent high-pressure washdowns. This type of environment requires automation solutions that have quick response time and that are made of rugged material that can withstand water. Solutions also need to be incredibly versatile because of the wide variety of sleeve labels that get used on beverage containers.
Banner Engineering’s automation and quality control solutions can be integrated into the applicator, conveyor, and heat tunnel of a shrink sleeve label applicator. These include label roll diameter monitoring, container detection, registration mark detection, and label presence and accuracy verification. We offer many sensors, lighting options, and safety solutions that are rated IP67 or higher, are easily adaptable, and respond quickly and accurately.
Featured Applications

Detecting Clear Bottles to Trigger Shrink Sleeve Labeler
High-speed labeler processing 800 bottles per minute
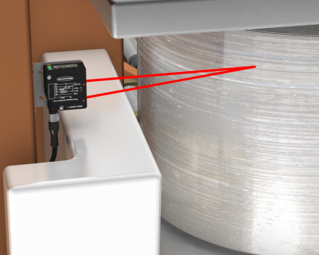
Plastic Roll Diameter Measurement
Banner’s LE550 is factory configured with a range of 100 to 1000 mm and can start measuring immediately. If the range needs to be adjusted, the laser sensor has an intuitive user interface with a two-line, eight-character display, making it easy to automatically or manually adjust settings. The LE550 provides repeatability and accuracy across challenging targets, from metal to black rubber, allows for reliable measurement of the shrink wrap.

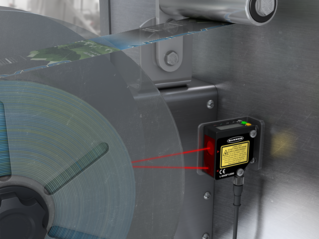
High-Speed Registration Mark Detection
Banner’s Q3X versatile, rugged laser contrast sensor is ideal for detecting registration marks. With a range up to 300 mm, the Q3X has a tight laser spot able to detect a small white registration mark reliably. When the Q3X detects the white registration mark, the intensity readout increases and a discrete output is triggered, indicating the white registration mark is present and it is the correct package going down the line.
Roll Diameter on Labels
In the beverage industry, labels need to be applied to the bottles quickly and without error to keep production levels high. Accurately monitoring the thickness on a spool of labels and controlling the unwinding speed is very important for the process to run smoothly. A solution is needed that can accurately supervise and report the material levels on a spool in order to prevent it from running out during the manufacturing process and delaying production.
Related Articles

Shrink Sleeve Labeling at High Speeds
A leading manufacturer of labeling equipment offers high-speed shrink sleeve label applicators designed to process 800 bottles per minute. To maximize the machine’s performance potential, the company wanted to install sensors capable of consistent detection and output for high-speed bottling.