Material Handling: Conveying and Sortation

Conveying and Sortation
A single distribution center may process millions of products and parcels in a single day. The heart of any facility is the equipment used to move these items from location to location. The speed with which a parcel travels through the center and the accuracy with which it is delivered is critical to the effectiveness of the system.
Conveyors and sortation systems are the most common way to move and distribute parcels through a facility and to their intended destinations. Banner sensors, vision sensors, sensing arrays, barcode readers, LED lights and indicators play critical roles in supporting this equipment. Our products regulate the cycling of motors on a conveyor, help maintain the required space between products, identify and track parcels as they travel through the system, and verify that a parcel has arrived at its intended destination. Products from Banner help the systems at the heart of the facility operate more efficiently and effectively.
Applications

Barcode Reading
ABR Series barcode readers can be used to solve track and trace applications, offering increased resolution to read smaller codes, over a larger target area, and at greater distances. Polarization is now available in both 1.3 MP and 2 MP ABR 7000 models for improved performance on targets with reflective surfaces or where glare is present. Our highest resolution camera, the VE is also available in only-barcode reading models, as well as the original vision camera-only model. This makes our VE series is the highest-resolution barcode reader in our portfolio, designed to better solve complex applications.
Carton Dimensioning
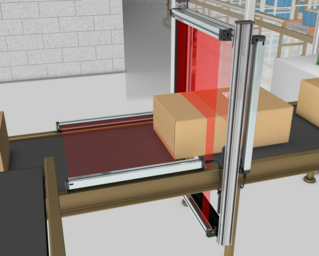
Banner’s EZ-ARRAY measuring light curtains detect items as small as 5 mm wide with an edge resolution of 2.5 mm, and have high excess gain for detecting opaque objects. These features allow for reliable detection and measurement of packages that pass through the light curtains. The total number of beams blocked for each pair indicates the size, which is sent to a sorter as an analog signal. A PLC then diverts each carton to the appropriate storage location.

Detailed Inspection on a Sortation Conveyor
In large distribution facilities, sortation trays deliver products to the proper bin for correct shipment. Before sorting can begin, each tray needs to be empty so that items can be placed on the conveyor and sent to the next location. The 5mp VE Smart Camera recognizes very fine levels of detail and can detect items of almost any size, confirming the presence or absence of items on the trays.
Emergency Indication on Conveyors
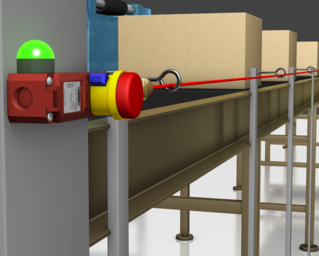
Banner’s RP-LS42 safety rope pulls line conveyors as a way to indicate emergencies and immediately shut down conveyors. If a rope pull is used during an emergency, it can be difficult to locate exactly where it was pulled. A K30 indicator light can be paired with the rope pulls in order to provide indication as to where the rope was pulled. This allows for quick and easy indication of where an emergency occurred, helping to return to normal operations as fast as possible.

Emergency Stop Buttons on a Conveyor
Banner’s 30 mm mount E-Stop buttons work well in this type of application because they have an illuminated base that turns from yellow to flashing red when actuated. The red flashing illumination of the E-stop button visibly alerts operators which button was pressed so they can quickly and easily fix the problem to reduce down time and only reset the button that was activated.

Exit Chute Jam Indication
Banner’s Q30FF600 background suppression sensor confirms when a product enters the exit chute to ensure it came off the sortation system and that there isn’t a jam in the product chute. The Q30FF600 has long range sensing up to 600 mm, which is the standard width of many chutes.
Presence and Absence Item Detection
A VE Series Smart Camera is an ideal solution to be able to detect the presence or absence of an object. The camera comes in a 5MP resolution giving a precise detection of objects. The VE reduces costly downtime facilitating fast product changeover. With its robust metal housing and optional lens covers the VE can be used in harsh environments where heat, vibration, and moisture exist.
Featured Products

QS18 Series All Purpose Photoelectric Sensor
All purpose photoelectric sensor with universal housing design and 18 mm threaded barrel is an ideal replacement for hundreds of other sensor styles.
DS18 Series Wide Beam Barrel-Mount Sensor
Universal housing design with 18 mm threaded lens or base. Feature wide beam for easy alignment; ideal replacement for hundreds of other sensor styles.
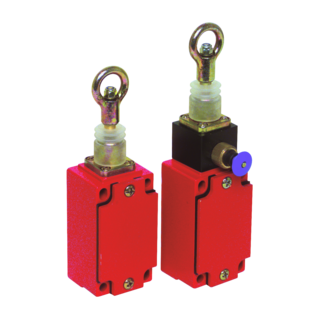
Rope Pull Stop Control Device
Rope pull emergency stop switches, when used with steel wire rope, provide emergency stop actuation for conveyors and large machinery.

30 mm Mount Emergency Stop Buttons
Patented 30 mm mounting base enables easy installation and hookup with no assembly, individual wiring or additional enclosure required.
VE Smart Camera
The VE Smart Camera is a high-resolution vision camera and barcode reader for reliable performance in the trickiest applications.

EZ-Array Series Measuring Light Curtain
EZ-ARRAY light screens excel at high-speed, precise process monitoring and inspection, profiling, and web-guiding applications with simple installation.
EZ-Array Series Measuring Light Curtain
EZ-ARRAY light screens excel at high-speed, precise process monitoring and inspection, profiling, and web-guiding applications with simple installation.

LX Series Small and Flat Object Detection
The LX Part-Sensing Array provides wide-area detection used for sensing small parts on conveyors, leading-edge detection, and part ejection verification.

ABR Barcode Series
ABR Series barcode readers reliably read the most difficult 1D and 2D barcodes and feature a compact housing with advanced illumination options.