









QM30VT3 3-Axis Vibration Sensor Overview
An overview of the QM30VT3 3-Axis Vibration Sensor's functionality



With VIBE-IQ built into line-powered QM30VT3 sensors, machine learning detects vibration baselines and automatically generates warning and alarm thresholds so anyone can monitor assets—no gateway or expertise required.
Detect early-stage fault symptoms in motors, gearboxes, and other equipment before failures escalate. From imbalances and misalignment to bearing wear and gear meshing, the 6 Hz to 5.3 kHz frequency range covers both low-speed and high-speed assets.
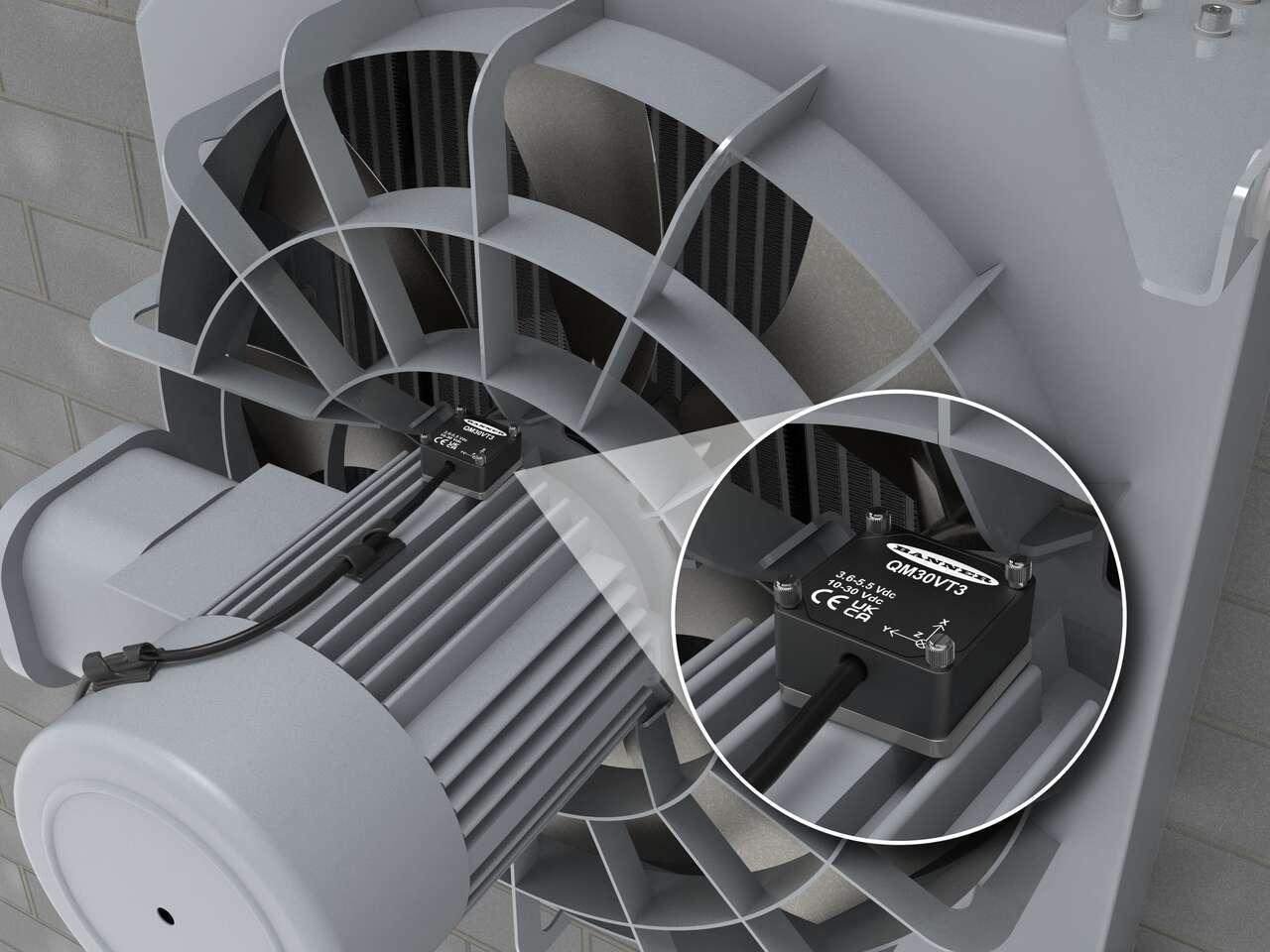
Capture detailed low-frequency vibration data and short-duration impact events—like early-stage bearing faults—from slow rotating assets using a high-speed 26.8 kHz sample rate for clear resolution of high-frequency transients.
Adjustable Frequency Max (FMax) lets users tailor the frequency range and sample length to machine speed and fault characteristics. Higher FMax captures a broad frequency range, using shorter sample times and default resolution suitable for detecting faults in high-speed assets. Lower FMax values provide progressively finer sample resolution and longer sampling times for detecting faults in very slow-moving assets.
High-Frequency Enveloping mode (HFE) isolates high-frequency signals by filtering out low frequencies, making it easier to detect early-stage faults like bearing wear and lubrication issues. Combining HFE with a lower FMax setting extends sampling time and improves resolution while isolating high frequencies, which is critical for detecting weak high-frequency fault signatures in slow-speed assets otherwise masked by dominant low-frequency vibrations.
 123
123Line-powered sensors are ideal when continuous data from an application is needed, or when sensors are colocated on a skid, asset, or work cell. In this example, a DXMR90-X1E controller collects data from multiple QM30VT3 vibration sensors. Three are connected directly to the controller for power and data. The others are connected to R70 radio nodes and power supplies, with the R70s sending data wirelessly to an R70 connected to the controller.
 1234
1234Battery-powered sensors are well-suited for facility monitoring integration performed by a third part or when a sensor is in a remote location where running power is difficult. A shown here, multiple QM30VT3 vibration sensors are battery-powered: three wireless all-in-one devices (QM45VA3C) combine the sensor with a multihop radio and battery power in a single housing, while two sensors are connected to separate multihop radios (Q45VT3). Data is sent wirelessly via radio to a DXM1200-X2R2 controller, to which line-powered vibration sensors are also directly connected.
Our application engineers are here to help with expert guidance and support. Send us your inquiry, and we’ll get back to you as soon as possible. We’re here to make sure you get the answers you need.