All Food Solutions
-

Thermal Remediation Temperature Measurement
Thermal Remediation Temperature Measurement
The EPA has placed restrictions on the use of many fumigants citing a correlation between their use and ozone depletion. As an alternative, a large-scale flour mill performs three to four thermal remediations per year to eradicate flour beetles. The temperature inside the mill is brought up to 122° F (50° C). This is done gradually to minimize equipment and building strain caused by heat expansion.
-

Industrial Refrigeration System Pressure Level Monitoring
Industrial Refrigeration System Pressure Level Monitoring
Performance Series all-in-one wireless pressure sensors make it easy to monitor pressure levels in large and complex systems from any network-enabled location.
-

Counting Multicolored Reflective Packages on a Conveyor
Counting Multicolored Reflective Packages on a Conveyor
Sensor solutions to verify packaging and count on conveyor. Foil and film packaging such as tea bags, multiple colors on packaging material.
-

Detecting Reflective Packages on a Conveyor
Detecting Reflective Packages on a Conveyor
Sensor solutions to detect reflective food wrappers such as Mylar with conveyor belt presence verification, utilizing foreground suppression.
-

Controlling Line Pressure of Clear Food Trays at Denester
Controlling Line Pressure of Clear Food Trays at Denester
Using a sensor in clear object sensing mode to ensure proper staging of plastic trays during denesting process.
-

Clear Tray Detection at Hopper Food Storage Units
Clear Tray Detection at Hopper Food Storage Units
Learn how the Q4X detects clear plastic trays at hopper and filling station in the food industry.
-

Safety of a Plastic Film Heat Sealer
Safety of a Plastic Film Heat Sealer
Learn how magnet switches protect operators from the harmful interior of a heat sealer.
-

Monitoring Safety Doors on a Case Packer
Monitoring Safety Doors on a Case Packer
Learn how SI-RF Series safety switches can be used to monitor multiple guard doors, ensuring the highest levels of safety, and making it easy to identify and resolve issues.
-

Illuminating Inside A Cartoner
Illuminating Inside A Cartoner
Banner’s WLS28 LED Light Strips allow operators to identify frozen dinners that have not properly entered a carton and fix the problem with minimal downtime. Their long-lasting and durable cool white light means they’re an energy-efficient solution for illuminating the inside of a cartoner. IP69K rated, they can handle frequent machine wash down procedures.
-

Carton Stack Height
Carton Stack Height
The two-point teach option on the Q4X analog laser measurement sensor is used to teach the full and empty magazine. Manual adjustment can be used to fine tune the output. The analog output provides a real time gauge of the stack height. This allows the cartoner machine to have several “call for parts” set points without having to manually move the sensor. The Q4X is a robust, rugged stainless steel sensor ideal for use in many industrial, factory environments.
-

Accurately Measuring Bakery Ingredients
Accurately Measuring Bakery Ingredients
Baking is a mixture of creativity, precision and attention to detail. The Wilkinson Baking Company has added technical innovation to the mix. The Wilkinson Bread Bakery is a compact, completely self-contained and fully automated bread bakery. This unique machine combines technology with tradition to transform simple raw ingredients into bakery fresh bread at 40 loaves an hour.
-

Monitoring Content Levels inside a High-Volume Hopper
Monitoring Content Levels inside a High-Volume Hopper
Banner’s LTF Series Laser Measurement Sensor features high excess gain, superior signal control and automatic adaptive laser power control. These features enable reliable detection of the chewing gum from up to 12 meters away, regardless of color or reflective surfaces inside the hopper.
-

Monitoring Plastic Tray Levels on a Denester Machine
Monitoring Plastic Tray Levels on a Denester Machine
Tracking tray levels on a denester machine ensures that product is replenished in a timely manner and does not affect production.
-

Tank Level Monitoring
Tank Level Monitoring
Using K50U ultrasonic sensors and Q45U wireless nodes paired to a DXM100 wireless controller, we can develop a wireless monitoring system for multiple tank level measurements that is easy to set up, interpret the results, and monitor locally through a cloud-based system.
-

Tension Loop Control for Clear Plastic
Tension Loop Control for Clear Plastic
The S18U Series Ultrasonic Sensor monitors loop control on a food packaging line to detect any breaks or tears in the clear plastic film. The S18U detects targets regardless of color or transparency.
-
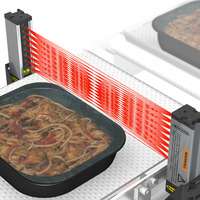
Leading Edge Detection of Packages with a Thin, Flexible Edge
Leading Edge Detection of Packages with a Thin, Flexible Edge
Banner’s LX Series is an economical solution for detecting the leading edge of flat objects, such as the frozen dinner containers. With a web of modulated light, the LX Series part-sensing light screen can detect any item—in any position—passing through the light screen.
-

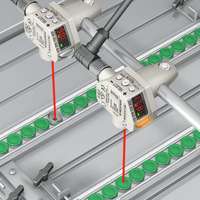
Refrigerated Breakfast Roll Detection on Multi-Lane Conveyor
Refrigerated Breakfast Roll Detection on Multi-Lane Conveyor
Dark packaging with multiple colors transitions can be difficult to detect with traditional red LED sensors. Banner Engineering’s miniature VS8 photoelectric sensor with blue LED works well with low reflectivity labels to detect refrigerated food packaged in pressurized cans. The small sensors fit into tight spaces and work well for short range applications. The blue LED works with the small spot size to minimize the effects of color transitions on the labels.
-
Cap Orientation Verification
Cap Orientation Verification
Banner’s Q4X laser sensor, made of 316L grade stainless steel, is very suitable for pharmaceutical environments and other aseptic filling areas. The Q4X has a sensing range of 25 to 300 mm, precise beam spot size and can effectively detect the orientation of caps as they exit a feeder bowl. If any caps are upside down, the Q4X will detect a height difference and reject the cap.
-

Checkweigh Station Indication of Pass/Fail Status
Checkweigh Station Indication of Pass/Fail Status
Alert operators of the fail status on a checkweigh station on a food processing line in a harsh washdown environment.
-

Black Plastic Tray Detection at a Hopper and Filling Station
Black Plastic Tray Detection at a Hopper and Filling Station
Learn how the Q4X detects dark colored trays at hopper and filling station in the food industry.
-
Flap Detection on Packaged Frozen Dinners
Flap Detection on Packaged Frozen Dinners
The QS18LD laser diffuse sensor scans across the top of the package to see if any flaps are open. The laser diffuse sensor provides accurate detection to verify whether the frozen packages are sealed properly.
-

Date/Lot Code Inspection
Date/Lot Code Inspection
To verify each package has a date/lot code printed on it, an iVu Series sensor is configured for a Match inspection. An image of the date/lot code is captured. When the inspection is running, if the sensor detects a package without the date/lot code the sensor sends a fail output to the line, and the product is rejected.
-

Food Packaging Label Inspection
Food Packaging Label Inspection
To verify each box is correct, an iVu Series sensor is configured for a Match inspection with 360 degree rotation enabled. An image of the correct box is captured and when the inspection is running, if the sensor detects an incorrect box, the sensor sends a fail output to the line, and the product is rejected.
-

Detecting Tamper-Evident Band Position and Presence
Detecting Tamper-Evident Band Position and Presence
Banner iVu TG vision sensor with multi-point inspections is ideal for detecting and evaluating the position of tamper-evident bands. In this application, the band should be positioned around both the cap and the neck of a bottle. A seal positioned too high, too low, or completely missing would be considered unacceptable. With multi-point inspection, the iVu TG vision sensor can simultaneously detect missing and poorly positioned bands.
-

Correct Label Verification
Correct Label Verification
An iVu TG Image Sensor works well for label verification because it comes with four sensor types, including a match sensor. The match sensor determines whether a pattern on a label matches a reference pattern and if it is correctly oriented. With just the touch of a button—or remotely through a PLC—users can easily teach the iVu image sensor to recognize and match the correct label pattern, requiring no image processing expertise.
-

Labeling Detection
Labeling Detection
In an application with limited space, the WORLD-BEAM Q20 sensor is easily positioned to verify the presence of a label before it is applied to the product.
-

Label Alignment Inspection
Label Alignment Inspection
As each salad dressing bottle leaves the label station, an iVu Series vision sensor, configured to use the Match tool, inspects the label, comparing it to a preconfigured reference image to ensure that the label is present and has been correctly applied.
-

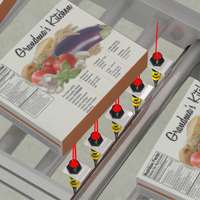
Inspecting for Missing Chocolates on a Packaging Line
Inspecting for Missing Chocolates on a Packaging Line
Banner sensors are positioned above a conveyor inspecting each passing box for missing chocolates. When a passing box breaks the trigger beam created by a pair of Q12 opposed-mode sensors, an array of QS18AF sensors mounted above the box inspect each location for missing chocolates. When a box containing the wrong amount of chocolates is detected, an output signal is relayed to a main controller at the packaging line warning of the failed condition.
-

Inspecting Bottles for Cap Presence and Correct Color
Inspecting Bottles for Cap Presence and Correct Color
To ensure that product quality standards are met and that product appearance is consistent with the brand, the company must inspect each bottle to ensure that the right bottle cap is present and properly seated.
-
Detecting Different Size Packages on a Conveyor
Detecting Different Size Packages on a Conveyor
Banner’s S18-2 barrel sensor is a cost-effective, reliable sensing method for this type of application. Its small size makes it easy to integrate along the manufacturing line, and its competitive price means it is well-suited for applications requiring multiple sensors. With a powerful and bright visible red emitter beam, the S18 sensors are easy to align during set up.
-

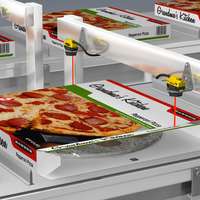
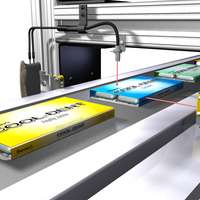
Carton Trigger For Date/Lot Code Printing
Carton Trigger For Date/Lot Code Printing
With a narrow beam that projects a small bright spot, the QS18LLP laser, polarized, retro-reflective sensors provide precise position control when triggering various devices. In this application, the QS18LLP is able to correctly detect the glossy carton as it travels down the conveyor—without proxing—and trigger the ink jet printer to print the date/lot code on the carton. The second sensor triggers the P4 OMNI to inspect the date/lot code and verify it is legible and correct.
-
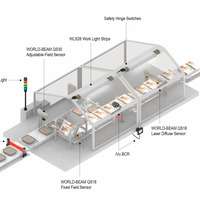
Packaging Frozen Dinners on a Cartoner
Packaging Frozen Dinners on a Cartoner
WLS28 Work Light Strips: Bright, long-lasting LED light strips provide optimal visibility inside the cartoner for operator access and easily fit on the machine without obscuring access Safety Hinge Switches: Stainless steel, load-bearing safety hinge switches support the cartoner’s machine door and will shut down the machine if the doors are opened, and minimize the risk of intentional defeat
-

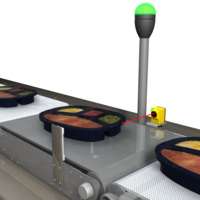
Sensing in Food Packaging and Conveying
Sensing in Food Packaging and Conveying
The sensing characteristics of this application are simple, yet unique: the sensors are positioned directly above a white, highly reflective background and must detect darker, lower contrast objects of varying texture. The EZ-BEAM T18 fixed field sensor is an ideal solution. It has a sharp detection cutoff and is not sensitive to color variations – it will signal the presence of an object within a certain range and ignore the background.
-
Dark Tray Detection on Checkweigh System
Dark Tray Detection on Checkweigh System
The EZ-BEAM Q25 retroreflective sensor is ideal for this application. It emits a high-powered beam that will reliably detect any dark object that passes over the scale. If clear objects are to be detected, a Q25 polarized retroreflective model is used. With its IP69K-rated housing, the Q25 is designed to withstand the harsh washdowns required in food applications. Setup is easy; the Q25 has no adjustments.
-

Counting Food Cartons for Correct Packaging
Counting Food Cartons for Correct Packaging
Banner’s WORLD-BEAM QS18LP laser sensor accurately inspects every carton that passes on the conveyor, ensuring the robot is triggered to load cartons into the package. With a visible laser sensing beam, the QS18LP provides precise position control, which is ideal to ensure accurate counting of cartons at a close range. The rugged QS18LP is also ideal for confined spaces and is easily set up along a conveyor for accurate sensing. With highly bright LEDs, operating status is visible from 360⁰.
-
Color Sorting
Color Sorting
The D10 sorts gum packets by color—yellow, blue, or green—using dual-discrete outputs. The two outputs of the D10 Expert are programmed as follows: yellow is both outputs ON, blue is both outputs OFF, and green is one output ON and one OFF. The output wire of a Q12 sensor is connected to the inhibit wire of the D10 to ensure that the outputs are off when a packet is not present, so the sensor does not erroneously signal that a blue packet is present.
-

Conveyor-Triggered Checkweigh Station for Food Trays
Conveyor-Triggered Checkweigh Station for Food Trays
Banner Engineering's QM26 washdown sensor detects dark plastic food trays as they approach a checkweigh machine that confirms the correct weight of the filled trays.
-

Monitoring Clear Film in a Tray Sealer
Monitoring Clear Film in a Tray Sealer
After food trays have been filled they need to be properly sealed and packaged with a layer of clear film. Installing a VSM series sensor in a heat sealer accurately monitors the level of film material remaining on a roll.