All Automotive Solutions
-

Temperature Sensor Detects Defrost Wires
Temperature Sensor Detects Defrost Wires
An automotive manufacturer was rejecting a supplier’s shipment of rear window assemblies due to faulty defroster grids. The supplier’s existing test procedure measured current draw across the entire heating system to detect an overall failure, but it could not detect the subtle impact of a single heating wire being broken. The window supplier partnered with a Michigan-based machine automation company to create a better test fixture—one that can verify each defrost wire heats to specification prior to shipping.
-

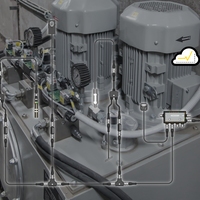
Wireless Motor Temperature Control and Monitoring
Wireless Motor Temperature Control and Monitoring
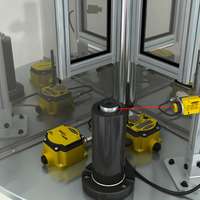
Instead of installing I/O transmission cabling, use a 10 to 30V dc powered Sure Cross Node and a Banner T-GAGE temperature sensor. When using host control systems, the Sure Cross Gateway transmits the temperature to the plant control room using a digital output related to temperature setpoints within the sensor. The motor is powered down or up based on these temperatures. When using a Gateway Pro as the wireless master device, the data ca be logged and alerts sent out to notify maintenance personnel when a motor is performing outside expected parameters.
-

Equipment Monitoring from a Supervisor's Station
Equipment Monitoring from a Supervisor's Station
Provide at-a-glance machine status indication and send machine status information to a wide range of devices.
-

Restocking Assembly Stations for a Continuous Workflow
Restocking Assembly Stations for a Continuous Workflow
Restock assembly stations before components run out without overstocking.
-

Call for Pickup from an Assembly Station to an AGV
Call for Pickup from an Assembly Station to an AGV
• Remove completed pallets from assembly stations quickly • Enable direct communication from assembly stations to AGVs • Improve process efficiency using turnaround time data to
-

Warning Indication where Obstructions Limit Visibility
Warning Indication where Obstructions Limit Visibility
Provide high-visibility warning indication and minimize risk to staff in high-traffic forklift area.
-

Optimizing Equipment Effectiveness with Remote Monitoring
Optimizing Equipment Effectiveness with Remote Monitoring
Provide instant visual communication across a busy plant floor.
-

Environmental Monitoring inside a Machine Control Panel
Environmental Monitoring inside a Machine Control Panel
Identify small problems before they become major issues that impact machine performance and uptime.
-

Status Indication on Driverless Vehicles
Status Indication on Driverless Vehicles
The K50L domed 50 mm indicator light works well for status indication on autonomous shuttle buses. The buses operate on short distances in outdoor environments that exposed the bus technology to a variety of weather conditions. The rugged K50L indicators are rated IP67 and IP69K to withstand water ingress in the harsh environment.
-

Easy Panels with Multicolor Indicators and Touch Buttons
Easy Panels with Multicolor Indicators and Touch Buttons
S22 Pro Series touch buttons and indicators simplify control panel design and improve operator experience and performance. Pro Editor software expands the built-in display capabilities available with the S22 Pro Series, enabling custom displays.
-

Assembly Timer at Busy Work Station
Assembly Timer at Busy Work Station
K50 Pro touch buttons with IO-Link communication display takt time within workers' sightlines so that the assembly pace stays on track and meets production goals.
-
Monitor Hydraulic Power Units
Monitor Hydraulic Power Units
Easily monitor the pressure, current, oil temperature, and motor vibration/temperature of hydraulic power units and other hydraulic machinery. Snap Signal products connect sensors of various types and convert their signals to Modbus data for real-time condition monitoring.
-

Monitor Leaks in Your Critical Applications
Monitor Leaks in Your Critical Applications
Monitor leaks in your critical applications and receive real time alerts when they occur.
-

Bring In IO-link Sensor Data for Tank Level Applications Wirelessly
Bring In IO-link Sensor Data for Tank Level Applications Wirelessly
Wirelessly integrate IO-link sensor data for tank level monitoring with Banner's DXM controllers and T30R sensors for accurate, remote data analysis.
-
.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Detect Installed Glass on Automobile
Detect Installed Glass on Automobile
Sensor solutions to detect the presence of a moonroof on an automobile assembly line where extended range capabilities are required.
-
Manual Load Weld Cell
Manual Load Weld Cell
A variety of semi-automated operations which involve the manual feeding and/or removal of parts exist within the automotive manufacturing process.
-

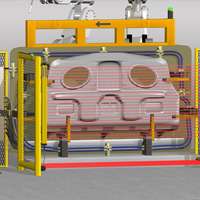
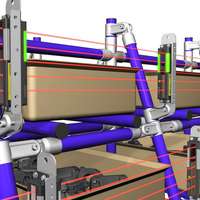
Perimeter Guarding on a Tube Bending Machine
Perimeter Guarding on a Tube Bending Machine
Widely spaced SGS safety grid platform light screen economically protects the perimeter of a work area. The grid is far enough from the hazard that motion has time to stop if a person or object passes through the grid.
-
.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Area and Gate Guarding on Automotive Assembly Line
Area and Gate Guarding on Automotive Assembly Line
Integral hinge will stop conveyor once the gate is opened and the grid is muted when gate is opened.
-

Product Recall
Product Recall
Recalls happen, and when they do, it is critical that manufacturers respond quickly by identifying affected products and issuing a timely recall to mitigate damages.
-

DPM Code Reading
DPM Code Reading
Direct Part Marks (DPM) are codes that are etched or printed directly onto a part's surface. Due to poor contrast, they can be extremely challenging to read.
-
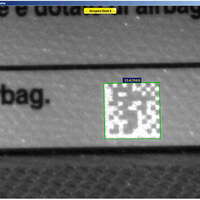
UV Barcodes for Traceability
UV Barcodes for Traceability
Before shipping to the brand assembler, a supplier of auto visors needs to verify that Data Matrix UV barcodes have been printed on each visor’s safety label. The customer turned to Banner to read invisible 2D Data Matrix barcode and send data via Ethernet IP to a PLC for traceability/error proofing.
-

Vision Sensor to Read QR Codes
Vision Sensor to Read QR Codes
iVu Plus BCR Gen 2 with 25 mm Micro Lens replaces hand held barcode readers to collect data from dense, difficult-to-read QR codes on vehicle transmissions. A WL50S high-intensity LED spot light illuminates the target area.
-
Reading DPM Codes on Automotive Components
Reading DPM Codes on Automotive Components
Direct part mark (DPM) codes can be small, complex, and difficult to distinguish from the material they are etched into.
-
Operator Guidance Solution
Operator Guidance Solution
A Henshaw customer manufactures drivetrain and powertrain systems for the automotive industry. The company had experienced productivity losses due to errors in the assembly of transmission valve bodies. Henshaw was tasked with developing a system that would reduce errors and improve the assembly process.
-
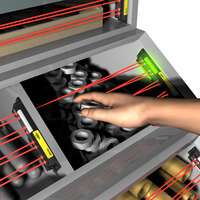
Part Pick Indication for Small Bins
Part Pick Indication for Small Bins
To reduce the risk of error in an assembly operation, a one-piece EZ-LIGHT PVD pick-to-light sensor with a 400 mm range is interfaced with a process controller programmed with the correct assembly sequence. The controller makes the PVDs light up in the correct order, to show the assembler which part to pick. After the PVD detects that the assembler's hand has entered and left the bin, the controller signals the PVD of the next bin in the pick sequence to light up.
-
Long Bin Pick-to-Light
Long Bin Pick-to-Light
The EZ-LIGHT PVA pick-to-light sensors provide a reliable error-proofing solution for various operation systems. The light indicate to assemblers which items to pick and in which order to pick them.
-

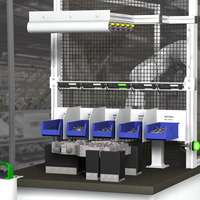
Multiproduct Light-Guided Assembly Station
Multiproduct Light-Guided Assembly Station
PTL110 pick-to-light devices on a multiproduct assembly station are a highly effective way to prevent errors and speed up build time. The optical sensors on PTL devices detect hands as they pass by, confirming that a pick was made.
-

Light-Guided Kit Building at Large Station
Light-Guided Kit Building at Large Station
Manual kit building at large stations can be time-consuming and subject to human error, especially if storage racks are difficult to navigate. The PTL110 series pick-to-lights are scalable for large systems and highly versatile to complete numerous tasks.
-

Quality Assurance at Multiproduct Assembly Workstations
Quality Assurance at Multiproduct Assembly Workstations
Read more to learn how the Pick-to-Light Solutions Kit improved pick sequences and ensured a high level of quality assurance at mutiproduct assembly workstations.
-

Visual Inspection
Visual Inspection
Visual inspection of parts and components helps manufacturers identify issues early to minimize wasted time and costs. In these applications, the right lighting is a must.
-
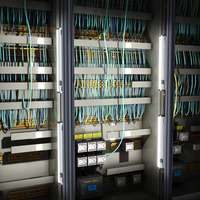
LED Lights Illuminate Control Cabinet
LED Lights Illuminate Control Cabinet
Operators access machine systems through the control cabinet and need Intense illumination of the cabinet facilitates for maintenance and management.
-

Superior Light Distribution with LEDs
Superior Light Distribution with LEDs
American Hoffmann Corporation chose WLB32 LED light bars to illuminate work areas, enclosures and control cabinets, replacing fluorescent light fixtures. The superior light distribution offered by the WLB32 LED lights lights, as well as the ease of installation were key factors in the company's decision.
-
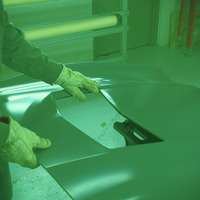
Detection of Surface Imperfections with Green LED Lighting
Detection of Surface Imperfections with Green LED Lighting
Learn how green LED task lights enhance visibility of surface imperfections on manufacturing materials.
-

High-Quality LED Lights Improve Quality Inspection
High-Quality LED Lights Improve Quality Inspection
Automotive inspection requires consistent, bright light with minimal glare to inspect automotive parts. Increased lighting can improve worker productivity and reduce eye strain.
-

Efficient LED Light Bars Reduce Build Times and Expenses
Efficient LED Light Bars Reduce Build Times and Expenses
The company wanted a cost effective lighting solution that would offer brilliant illumination on multiple work stations on large product testing machinery.
-

High-Quality LED Lighting for Conveyor Illumination
High-Quality LED Lighting for Conveyor Illumination
Finding a high-intensity, ultra-bright lighting solution for manufacturing can be challenging. Since multiple lights are required to properly illuminate areas on a conveyor, a simple mounting option to connect lights together is needed.
-

Paint Tunnel Inspection in Motor Vehicle Manufacturing
Paint Tunnel Inspection in Motor Vehicle Manufacturing
Inspection with high quality illumination, identifies vehicles needing additional work to ensure the highest quality paint finish.
-

Assembly Timer Indication at Automotive Assembly Station
Assembly Timer Indication at Automotive Assembly Station
The TL50 Pro tower light helps assemblers meet expected cycle times and support overall takt time requirements.
-

Dual Output Status Indication
Dual Output Status Indication
The S15L Series In-Line Sensor Status Indicator is a two color indicator light that indicates power and output status. Its inline connection, over-molded design and bright indication create a cost-effective solution that can be applied to most 4- or 5-pin devices with an output.
-

Inspecting Small Connectors
Inspecting Small Connectors
An automotive supply company makes a range of vehicle systems. Their seating systems combine structure and design with features that enhance comfort and safety. Weight sensors installed on the underside of the seats work in coordination with vehicle safety systems to determine the size and position of a seat occupant. These factors affect how or if airbags will be deployed in the event of an accident.
-

Sheet Metal Thickness Measurement
Sheet Metal Thickness Measurement
Precise and consistent sensing while material moves down a conveyor measuring thickness at micron levels.
-

Sensors to Measure Movement Range
Sensors to Measure Movement Range
During assembly, inspections are conducted to measure seat height adjustment, forward and rearward movement, and upright and recline motion.
-
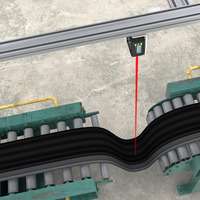
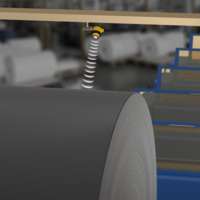
Tire Production: Loop Control for Shiny Black Tread Rubber
Tire Production: Loop Control for Shiny Black Tread Rubber
Loops must be closely monitored and machine speed adjusted to maintain proper tension on the material.
-

Ensuring Part Presence and Position on Car Doors from Afar
Ensuring Part Presence and Position on Car Doors from Afar
High excess gain enables the sensor to detect items from an angle and it has very high accuracy, so even slight variations in target position will be detected.
-

Precise Crankshaft Runout Measurement
Precise Crankshaft Runout Measurement
Crankshaft runout measurements must be monitored continuously to ensure that they meet tolerance requirements. Learn how LM Series laser measurement sensors solve this difficult application.
-

Quality Control for EV Lithium Battery Electrode Thickness
Quality Control for EV Lithium Battery Electrode Thickness
Challenge: During the lithium battery manufacturing process, quality control is critical to reduce downtime and scrap: It’s also necessary to maintain high quality standards so the finished product functions as intended for its useful life.
-
Accurate Roll Diameter Measurement of Electrode Film
Accurate Roll Diameter Measurement of Electrode Film
Challenge: In EV battery manufacturing, electrode material comes in the form of a thin plastic film, which is supplied in large rolls. This material presents challenging dark and reflective targets for traditional sensors,
-

Error Proofing
Error Proofing
Identifying the cause of errors and mistakes and correcting those conditions is fundamental to error proofing (poka yoke) and promotes a Lean manufacturing environment.
-

Run Bar Provides Operator Guidance
Run Bar Provides Operator Guidance
A leading machine manufacturer builds workstations designed for accurate, timely and cost-effective battery cell assembly.
-

Part Removal Verification in Automotive Assembly
Part Removal Verification in Automotive Assembly
In an automotive assembly plant, temporary pins—called grenade pins—are used to attach some parts temporarily. To make sure the grenade pins are removed, the inspection station includes a container for the pins that is equipped with an EZ-LIGHT PVA pick-to-light sensor.
-

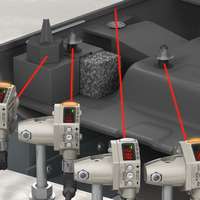
Rubber Washer Detection on Engine Block
Rubber Washer Detection on Engine Block
Banner’s Q4X versatile laser sensor is ideal for presence/absence detection even in challenging applications with small height changes such as confirming a small black target is present on a shiny metal part. The washers should be present in the cast aluminum engine block, and if the Q4X detects a slight height difference, even as small as 1 mm, it will send a signal to alert operators a rubber washer is missing or there are multiple washers present. The Q4X can detect duplicate rubber washers with its unique windowing capability while in foreground suppression mode.
-

Detecting a Line of Adhesive on a Vehicle Door Panel
Detecting a Line of Adhesive on a Vehicle Door Panel
A VE Series Smart Camera, configured to use the bead tool, inspects each door panel for the presence and consistency of adhesive.
-
Detecting Black Parts on Black Door Panel
Detecting Black Parts on Black Door Panel
Since door panels are often dark colors such as black or gray, and the foam used to eliminate rattles and provide stiffness is generally black, it can be difficult for standard sensors to differentiate between foam presence and absence due to poor contrast.
-

Multiple Point Inspection on Stamped Metal Parts
Multiple Point Inspection on Stamped Metal Parts
To verify the expected number of holes exists on a small metal part, the iVu Plus TG Image Sensor with Multipoint Inspections can be configured for multiple regions of interest (ROIs) to ensure holes exist and were punched in the correct place. When set up for area inspection, the iVu will scan multiple points on the stamped part to verify the presence or absence of a feature or features of interest.
-
Thread Hole Detection
Thread Hole Detection
The WORLD-BEAM QS30's narrow laser beam can prevent these mistakes from happening it is necessary to verify, from a distance, that bolt threads have been cut into holes in a manifold.
-

Drilled Holes Inspection
Drilled Holes Inspection
This application uses an iVu Series sensor configured for an Area inspection. When holes are punched, the sensor evaluates all the holes to make sure that they are present and correctly sized. If any are not, the sensor sends a fail output to the line where the part is rejected.
-
Bearing Inspection
Bearing Inspection
The solution involves using an iVu Series sensor configured for a Match inspection to ensure that all the bearings are present for each component that includes the bearing assembly. If the sensor detects one or more missing bearings, it sends a fail output to the line, and the component is rejected.
-
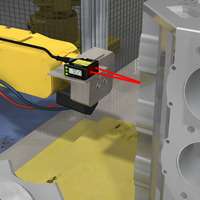
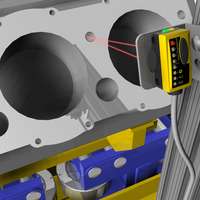
Engine Block Part-In-Place Detection
Engine Block Part-In-Place Detection
Banner’s LE550 laser sensor is ideal for part-in-place verification processes. It is reliable, and extremely accurate for small part-in-place verification from long distances. The LE550 measures for 3 mm thickness using the digital output, ensuring that the retaining clip is present and the engine block is in the correct place.
-

Automotive Welding Tip Inspection
Automotive Welding Tip Inspection
The R55F high color resolution sensor checks whether the tips on a welder are within specifications, so the part being manufactured also is within specifications. In this harsh environment, the color contrast sensor uses glass fibers, for enhanced durability and heat resistance.
-

Part-in-Place Verification
Part-in-Place Verification
The WORLD-BEAM QS18 adjustable field background suppression sensor is an excellent choice for this part-in-place application, requiring a three-inch scanning distance. With the combination of high-gain characteristics, sharp adjustable cutoff and a forgiving visible red light beam this sensor ensures longevity in this harsh environment.
-

Long-Range Inspection in Automotive Assembly
Long-Range Inspection in Automotive Assembly
As vehicles move forward on an automotive assembly line, an L-GAGE LT7 time-of-flight laser sensor is directed inside the sun roof to verify that the car seat has been installed and is in the correct position.
-

Part Color Inspection on a Vehicle Door Panel
Part Color Inspection on a Vehicle Door Panel
An iVu Color Sensor identifies RGB values of individual pieces of trim on vehicle door panels and communicates this information over an industrial Ethernet connection to a PLC.
-

Automotive Seat Inspection
Automotive Seat Inspection
The Q5X verifies the presence of dark components on a dark background--as well as vehicle seats and components of varying colors.
-

Verifying Metal Sheets on a Stamping Press
Verifying Metal Sheets on a Stamping Press
The Q5X sensor verifies the presence and position of reflective targets in a harsh environment.
-

Reliably Detect Adhesive Tape on Pouch Batteries
Reliably Detect Adhesive Tape on Pouch Batteries
When manufacturing pouch batteries for electric vehicles, adhesive tape material is used to complete the outer film packaging. The tape’s presence must be confirmed with optical-based sensors for quality assurance purposes. Keep reading to learn how the QCM50 color sensor solves this application.
-

Drive Thru Monitoring
Drive Thru Monitoring
A drive thru vehicle detection solution can alert employees to a customer’s presence at a window, count the number of cars passing through, monitor time spent in the drive thru, and more.
-

Loading Docks
Loading Docks
Vehicle detection at a loading dock can be used to identify available bays, facilitate fast load and unload times, verify vehicles are in the correct position before opening doors, and more.
-

Shopping Center Directs Vehicles to Available Parking
Shopping Center Directs Vehicles to Available Parking
A large retail shopping center reduced vehicle congestion, customer aggravation and drive-offs using wireless sensors.
-

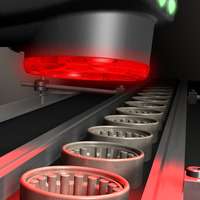
Detecting Shiny, Reflective Wheel Parts
Detecting Shiny, Reflective Wheel Parts
The T30R radar sensor from Banner Engineering can easily identify objects with reflective, curved surfaces, such as new automobile wheels in an assembly line.
-

Electric Vehicle Detection at Charging Stations
Electric Vehicle Detection at Charging Stations
Banner Engineering’s K50R radar sensor offers an ideal solution for electric vehicle detection at recharge stations. When cars park at a charging station, the radar sensor immediately detects the vehicle’s presence. If separate monitoring indicates that the car is not plugged into the charge station, a signal is sent to a central location, alerting authorities to ticket or remove the vehicle if necessary.
-

Bank Drive-Thru Automobile Detection
Bank Drive-Thru Automobile Detection
Banner Engineering's K50R short-range radar sensor can be used to detect vehicles at bank teller drive-thru windows. It is designed to operate in any outdoor weather conditions.
-

Detecting Parking Spot Availability
Detecting Parking Spot Availability
Banner Engineering's weather-resistant K50R short-range radar sensors can be placed above parking spaces in a large, multi-level parking structure to monitor parking availability and help drivers to find open parking spaces more easily.
-

Detecting Parts Ejected from Die
Detecting Parts Ejected from Die
In the manufacturer's facility, operators manually insert and remove metal parts from the die press. When complete, the parts are sent into a bin via a metal chute. In order to prevent die crash (having double parts in the press at once) the customer needed a sensor that could detect various parts on the chute and send a signal to the control system, indicating that the press is free and allowing the operator to perform another stroke. The solution needed to be installed without cutting slots in the chute sides or mounting sensors at the end of the chute, which could create catch points for traveling parts.
-
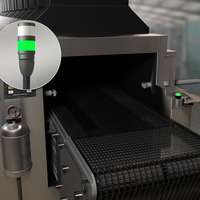
Communication in a Busy Manufacturing Site
Communication in a Busy Manufacturing Site
As more components pass through the oven, keeping pace with the flow of items to be unloaded becomes increasingly difficult. Congestion in the sortation area builds. Items can easily be misdirected or even damaged. A pause in the flow of parts allows the unloading operator to correct mistakes and clear a pickup station. However, the distance between the unloading and loading areas as well as ambient interference from surrounding machinery complicates communication between operators.
-
Window Tint Verification
Window Tint Verification
Banner’s DF-G1 light receiver sensor differentiates between windows with or without tint based on how much external light passes through the glass. The DF-G1 self-contained device has a simple push button set-up for easy adjustment along the conveyor. An intuitive user display allows for immediate sensor feedback.
-
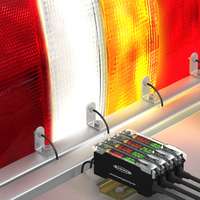
Light Receiver Detects Broad Spectrum of Lights
Light Receiver Detects Broad Spectrum of Lights
Banner’s DF-G1 fiber optic light receiver is a unique, cost-effective product that is designed to be placed directly in test equipment to ensure lights are functioning correctly. With the same intuitive dual display and programming interface as other DF-G1 models, the light receiver can be integrated and interfaced with assembly and test equipment control systems for pass/fail inspection.
-

Motor Detection
Motor Detection
The robust housing of Banner’s powerful TM18 sensor is ideal for machine assembly and transport, preventing damage to the sensor while providing extremely accurate, reliable detection with opposed mode sensor pairs. Banner’s TM18 is rated to IP69K with a nickel-plated, die-cast zinc design, providing heavy-duty protection to the sensor in an industrial, automotive environment.
-

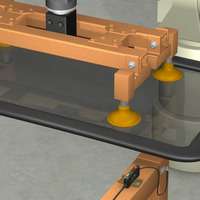
Bright Indication in Ambient Light
Bright Indication in Ambient Light
When a window is located directly behind a cabinet, extremely bright, long lasting LED indicator lights can provide highly visible indication throughout the day. Banner’s EZ-LIGHT K50 Beacon is perfect for many indication status applications, especially in this cabinet because the beacon is highly visible even during daylight and is extremely durable with long-lasting, energy-efficient LEDs.
-
Rotating Equipment Monitoring
Rotating Equipment Monitoring
In a number of automotive manufacturing processes, rotary tables are used to index parts into various automatic and manual work stations. In many cases, it is necessary to use sensors to verify that parts are present, properly placed, or correctly processed before indexing. Historically, the solution of using slip rings to allow sensor power and signals to be hardwired to the control system has often proven to be costly and unreliable. An alternative solution that allows more sensor signals to be processed while increasing the reliability is needed.
-
Wireless Reduces Downtime
Wireless Reduces Downtime
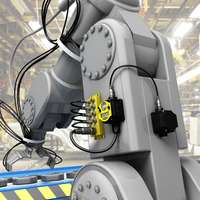
A producer of stainless steel and special alloys supplies billets, blooms and ingots to the metal casting industry. During production, articulating robots are used to handle magnesium billets. Proximity switches located on the end effectors of the robots communicate status information from the grippers to a control panel. Robotic cables had been used to connect the proximity switches to the control panel. Environmental challenges and the motion of the robot compromised the integrity of the cables. Breaks were quite frequent and production had to be halted for repair and replacement, pushing up costs and driving down productivity.
-

Bypass Capability on a Robotic Work Cell
Bypass Capability on a Robotic Work Cell
Using a 2 or 3-position OS80 key operated selector switch, the operator can bring the robot to a controlled stop, enter the cell, and then quickly resume operations once work in the cell is complete.