All Packaging Solutions
-

Leading Edge Detection
Leading Edge Detection
Sensors detect the leading edge of pallets, polybags, blister packs, envelopes, tubes, and a wide range of difficult to detect targets.
-

Hot Glue Detection
Hot Glue Detection
T-GAGE M18T Series Temperature Sensors are passive, non-contacting, temperature-based devices designed to detect objects that are hotter or colder than the ambient condition, and then activate an output. In this application, the T-GAGE temperature sensor will detect the presence or absence of hot glue on the flaps of the package. If the hot glue is present, the process will continue and the package will be sealed. If it’s absent, the output will trigger a process to apply the hot glue.
-

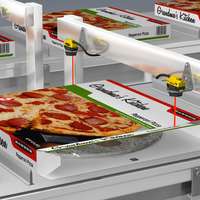
Hot Glue Detection on a Package
Hot Glue Detection on a Package
Banner’s T-GAGE M18T temperature sensor is ideal for hot glue verification because it detects the infrared energy an object emits to determine its temperature, sensing from 0⁰C to 300⁰C. In this application, the T-GAGE M18T temperature sensor detects the presence or absence of hot glue on the flaps. If hot glue is present, the package will continue down the manufacturing line;if it is missing, the output will trigger a pusher arm to kick the carton off the conveyor into a bin.
-

Machine Monitoring/Overall Equipment Effectiveness
Machine Monitoring/Overall Equipment Effectiveness
• Expand available data beyond local indication • Gather information necessary to react quickly • Drive efficiency improvements based on data previously unavailable
-

Monitor Production I/O for Better Equipment Effectiveness
Monitor Production I/O for Better Equipment Effectiveness
Monitoring production inputs and outputs provides machine operators and managers with critical data about their processes and equipment and can help them identify and resolve problems on the production line more quickly.
-

Monitor Roll Diameter and Increase Machine Uptime
Monitor Roll Diameter and Increase Machine Uptime
Your machines need a constant supply of materials to keep production going. Knowing when they’re running low is critical. Snap Signal provides this data and makes it available for viewing anywhere it’s needed.
-

Measure Throughput and OEE on a Case Sealer
Measure Throughput and OEE on a Case Sealer
Maximize throughput and reduce downtime by harnessing existing data from your equipment.
-

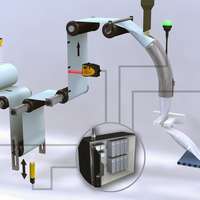
Bring In IO-link Sensor Data for Tank Level Applications Wirelessly
Bring In IO-link Sensor Data for Tank Level Applications Wirelessly
Wirelessly integrate IO-link sensor data for tank level monitoring with Banner's DXM controllers and T30R sensors for accurate, remote data analysis.
-

Multicolor Packaging
Multicolor Packaging
In packaging, targets often contain vibrant, multicolored graphics of varying reflectivity. Such varied targets can be difficult to detect reliably, especially when there are many color transitions.
-

High Speed Applications
High Speed Applications
Many applications, such as registration mark detection and high-speed part counting, require sensors with response speeds fast enough to reliably detect fast moving targets.
-
Counting Multicolored Reflective Packages on a Conveyor
Counting Multicolored Reflective Packages on a Conveyor
Sensor solutions to verify packaging and count on conveyor. Foil and film packaging such as tea bags, multiple colors on packaging material.
-
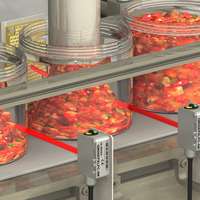
Clear Glass Jar Detection for Food and Beverage Splash Zone
Clear Glass Jar Detection for Food and Beverage Splash Zone
Sensor solutions to detect clear glass jars to be filled with food in a strict sanitary environment where frequent, high-pressure washdowns and IP69K ratings.
-

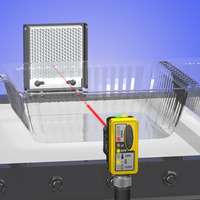
Controlling Line Pressure of Clear Food Trays at Denester
Controlling Line Pressure of Clear Food Trays at Denester
Using a sensor in clear object sensing mode to ensure proper staging of plastic trays during denesting process.
-
Counting Transparent Plastic Containers on a Conveyor
Counting Transparent Plastic Containers on a Conveyor
Sensor solutions to count containers that are made of clear plastic when containers are various shapes and have ridges.
-
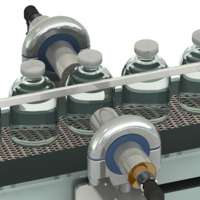
Detecting Clear Pharmaceutical Vials Filled With Liquid
Detecting Clear Pharmaceutical Vials Filled With Liquid
Sensor solutions to detect glass vials filled with transparent liquid in an aseptic, stainless steel environment with rounded bottles.
-
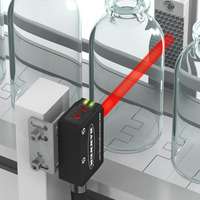
Transparent Glass Bottle, Vial, or Plate Detection
Transparent Glass Bottle, Vial, or Plate Detection
Sensor solutions to recognize clear glass vials and bottles in high-speed application with precise leading edge detection.
-
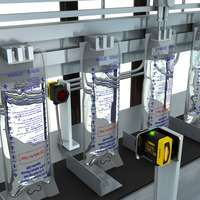
Detection of Clear Liquids in Transparent Packaging
Detection of Clear Liquids in Transparent Packaging
Sensor solutions to detect I.V. bags, glass vials, syringes and pharmaceutical packaging. Fill level inspections ensure product content amounts are accurate.
-

Detecting Various Registration Marks
Detecting Various Registration Marks
Hamer, LLC is a Minnesota-based manufacturer of automated packaging equipment for a wide variety of applications and world-wide customers. From pet food to pellet fuels, Hamer machinery packages products in a variety of weights and sizes at speeds up to 60 bags per minute. A vital component of Hamer’s equipment is registration mark sensing—the ability to detect marks on packaging as it passes at high speeds. When a mark is detected, the equipment cuts the packaging at the designated location, eliminating waste and ensuring each bag is consistent.
-
High-Speed Registration Mark Detection
High-Speed Registration Mark Detection
Banner’s Q3X versatile, rugged laser contrast sensor is ideal for detecting registration marks. With a range up to 300 mm, the Q3X has a tight laser spot able to detect a small white registration mark reliably. When the Q3X detects the white registration mark, the intensity readout increases and a discrete output is triggered, indicating the white registration mark is present and it is the correct package going down the line.
-

Detecting Registration Marks on Labels
Detecting Registration Marks on Labels
Banner’s R58 high-speed, low-contrast expert registration sensor detects subtle registration marks on the labels as they pass at high speed—ensuring the label is cut at precisely the right moment for correct label placement. To accommodate frequent changeovers, the sensor is designed with LED color options—which automatically change depending which color best optimizes contrast.
-

Splice Detection in a Paper Roll
Splice Detection in a Paper Roll
Banner’s R58 Expert registration mark high color resolution sensor is a high-performing sensor with an ultra fast 10 kHz switching frequency that quickly detects splices and other defects that are otherwise hard to detect. The high sensitivity of the R58 Expert detects the inconspicuous splice in a roll of paper to ensure the printer skips over the splice during the press process.
-

Toothpaste Registration Mark Verification
Toothpaste Registration Mark Verification
As empty tubes go down the manufacturing line, a visible light sensor can verify a toothpaste tube’s registration mark before being filled and sealed. Banner’s high-speed R58 visible light color contrast sensor is an extremely powerful sensor for registration mark applications and can easily read marks on high-gloss and low-contrast surfaces, detecting contrasts as low as two percent over a wide range of colors.
-

Tube Positioning Using a Registration Mark
Tube Positioning Using a Registration Mark
Banner’s R58 Expert registration mark color contrast sensor is a high-performing sensor with an ultra fast 10 kHz switching frequency that quickly detects registration marks, which is ideal for tube positioning applications. Even with a high-gloss surface or a low-contrast situation, the R58 Expert can easily detect the registration mark on a filled tube to determine how it should be oriented.
-

High Speed Package Profiling with Laser Sensors
High Speed Package Profiling with Laser Sensors
3 Apr 2019A laser measurement solution enables high-speed package sorting in order fulfillment applications and helps drives failure rates down—ultimately saving costs and maximizing profits.
-
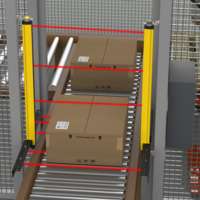
Guarding Conveyor Entry on Palletizer Machines
Guarding Conveyor Entry on Palletizer Machines
Safeguarding palletizer machines present many challenges to keep personnel safe and maintain efficient production. The new SGS Safety Grid with muting arm bar kit protects the dangerous robotic machinery while allowing boxes to pass through the Grids without stopping production. The muting arms can recognize if anything other than a box passes through the Grids and will trigger a machine stop on the palletizer.
-

Simplifying Safety Feature Management
Simplifying Safety Feature Management
Algus Packaging Inc. is a leader in the heat seal and thermoform packaging industry. They design, develop and manufacture high-performance sealing machines, thermoformed packaging and offer full service contract packaging. The machinery and services offered by Algus provide their customers with the ability to change and grow as business needs dictate, now and in the future.
-
Depalletizer Guarding with Muting
Depalletizer Guarding with Muting
LS light curtains are intuitive, easy-to-use safety devices used for machine safeguarding. They are built to withstand challenges commonly found in manufacturing and packaging environments. LS-S models require no PC software, DIP switches, or other devices for quick, easy configuration. Highly visible alignment indicators and intuitive diagnostics simplify setup, facilitate troubleshooting, and minimize system downtime.
-
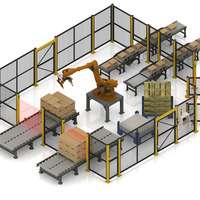
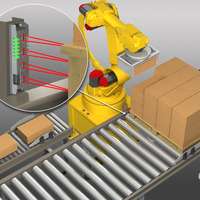
Robotic Palletizer Safeguarding
Robotic Palletizer Safeguarding
Banner’s XS26-2 is a flexible, easy-to-use safety controller with an intuitive programming environment, with the capacity to handle current machine processes and the flexibility to add up to eight I/O expansion modules as machine automation grows or changes. A broad spectrum of safety devices are supported, allowing for complex applications to be configured and downloaded to the controller in a minimal amount of time for efficient machine commissioning.
-

Safety Light Screens Guard Operators from Sweep Bar
Safety Light Screens Guard Operators from Sweep Bar
The EZ-Screen LPs Type 4 Safety Light screens guard the operators of a depalletizer from the motion of the sweep bar. To guard individuals from the sweep bar, a 14mm resolution between beams prevents access and injury. If an individual or item breaks the beams of the EZ-Screen, the sweeping motion will stop to prevent harm. The low-profile design of the light curtains allows for easy installation along a machine and does not require a PC or additional equipment for setup.
-

Safeguarding the Palletizer and Stretch Wrapper
Safeguarding the Palletizer and Stretch Wrapper
Safeguarding areas around the palletizers and stretch wrappers can prove to be difficult because it involves multiple hazards. A scalable safety controller can help manage hazards related to the palletizer and stretch wrapper while ensuring efficient safeguarding processes.
-

Safeguarding Access Points to a Depalletizer
Safeguarding Access Points to a Depalletizer
An LS Series safety light curtain with a mute arm kit in T-configuration combined with an XS26 Series safety controller is an easy-to-implement solution that protects staff from potential hazards without disrupting the flow of pallets to the depalletizer.
-

Product Recall
Product Recall
Recalls happen, and when they do, it is critical that manufacturers respond quickly by identifying affected products and issuing a timely recall to mitigate damages.
-

Food Traceability and Safety
Food Traceability and Safety
Food packaging facilities verify product barcodes at multiple points so they can quickly identify and isolate product with quality issues and ensure a safe food chain.
-

Pharmaceutical Traceability
Pharmaceutical Traceability
Pharmaceutical traceability is required to eliminate counterfeits, ensure patient safety, and comply with regulations.
-

Barcode Presence and Rotation
Barcode Presence and Rotation
An iVu BCR Series barcode reader with rotation range detection reads the barcode on medical product packaging and verifies that it is correctly aligned for heat sealing.
-

Barcode Reading on Pallet
Barcode Reading on Pallet
Banner’s TCNM linear barcode scanner is recommended for scanning and validating the barcodes. It is able to decode over a dozen commonly used linear barcode symbols helping maintain an efficient flow of bottles along the production line. Utilizing the TCNM linear sensor allows for an automated way to confirm the correct product in real time.
-

Barcode Reading
Barcode Reading
ABR Series barcode readers can be used to solve track and trace applications, offering increased resolution to read smaller codes, over a larger target area, and at greater distances. Polarization is now available in both 1.3 MP and 2 MP ABR 7000 models for improved performance on targets with reflective surfaces or where glare is present. Our highest resolution camera, the VE is also available in only-barcode reading models, as well as the original vision camera-only model. This makes our VE series is the highest-resolution barcode reader in our portfolio, designed to better solve complex applications.
-

Barcode Confirmation on Pallet
Barcode Confirmation on Pallet
Shipping containers are often labeled with barcodes in order to more easily identify which product is present and ready to be shipped. A sensing solution needs to be present to confirm that the final, shrink-wrapped product is labeled correctly and matches the content inside.
-

Reading Multiple 1D and 2D Barcodes
Reading Multiple 1D and 2D Barcodes
Barcode position can change with the location of each box on a conveyor and the height of the boxes can vary. An ABR 7000 barcode reader decodes multiple 1D and 2D barcodes over a large area in a single inspection, regardless of position or orientation.
-
Tracking Products through Packaging
Tracking Products through Packaging
Barcodes used to track packaged produce through the supply chain contain important product information that must be verified at multiple points during packaging. An ABR 3000 barcode reader ensures that the barcode on each package is present and correct.
-

Illuminating Inside A Cartoner
Illuminating Inside A Cartoner
Banner’s WLS28 LED Light Strips allow operators to identify frozen dinners that have not properly entered a carton and fix the problem with minimal downtime. Their long-lasting and durable cool white light means they’re an energy-efficient solution for illuminating the inside of a cartoner. IP69K rated, they can handle frequent machine wash down procedures.
-

Work Light for Pharmaceutical Packaging Inspection
Work Light for Pharmaceutical Packaging Inspection
Liquid-dosage pharmaceutical product packaging inspections involve minute human visual inspections, making it important to have bright and highly uniform illumination.
-
Level Measurement
Level Measurement
Level measurement solutions assess fill levels and provide accurate, real-time data from a wide variety of containers or tanks.
-

Level Monitoring On Rotary Filler System
Level Monitoring On Rotary Filler System
Banner’s Sure Cross wireless system can easily transmit temperature, pressure and fill levels to a local PLCs. The wireless system will seamlessly alert operators if bottling is occurring below the desired fill level. This helps prevent errors and leads to greater consistency in bottled beverages. Consistent fill levels mean no recalls—and no wasted products. Using a wireless system also eliminates the need for slip rings on the rotary filler, which in turn reduces maintenance costs.
-

Case Stacker Inventory and Presence Detection
Case Stacker Inventory and Presence Detection
The two point teach option on the analog setting can be used teach the front of the flat cases as the 20 mA point and can easily be adjusted for a manual set of the 4 mA to the end of the cases. This helps gauge how many flat cases are left, so more cases can be added when the case count is getting low. The digital output can also be used for presence detection. This helps ensure there is a case available to be picked up, and also ensures only one box is picked up at a time.
-

Non-Contact Fill Level Verification
Non-Contact Fill Level Verification
Banner’s QS30H2O sensor is a specialized sensor developed to address challenges with sensing the presence of water and water-based liquids. The QS30H2O operates in a through beam sensing mode and the emitter uses a wavelength that is tuned to not pass through water. The high excess gain of the sensor makes it powerful enough to see through an assortment of plastic and glass containers. Two pairs of sensors can be utilized to determine that the fill level has met minimum but is not overfilled and wasting product. Apertures can be placed on the receiver end to minimize the beam pattern and increase accuracy of the application. This ensures products that do not meet fill level criteria are not processed or shipped.
-

Monitoring Plastic Tray Levels on a Denester Machine
Monitoring Plastic Tray Levels on a Denester Machine
Tracking tray levels on a denester machine ensures that product is replenished in a timely manner and does not affect production.
-

Plastic Roll Diameter Measurement
Plastic Roll Diameter Measurement
Banner’s LE550 is factory configured with a range of 100 to 1000 mm and can start measuring immediately. If the range needs to be adjusted, the laser sensor has an intuitive user interface with a two-line, eight-character display, making it easy to automatically or manually adjust settings. The LE550 provides repeatability and accuracy across challenging targets, from metal to black rubber, allows for reliable measurement of the shrink wrap.
-

Efficient Paper Roll Measurement with Laser Sensors
Efficient Paper Roll Measurement with Laser Sensors
After a convincing demonstration, the company chose Banner’s L-GAGE® LE550 laser gauging sensors to replace the ultrasonic sensors on their winders. Like the optical sensors, the LE550 is unaffected by drafts in the facility. Unlike the optical sensors, the LE550 is color insensitive. Linear array technology enables the LE550 to measure each roll, regardless of paper color, even colors that had most challenged the optical sensors.
-
Vertical Form Fill Seal Machine Solutions
Vertical Form Fill Seal Machine Solutions
Ultrasonic Sensor: Banner’s T30UX ultrasonic sensor delivers accurate distance sensing to provide a non-contact method to measure the roll of film’s diameter.
-

Loop Control of Clear Plastic
Loop Control of Clear Plastic
The detection of clear plastic is always a challenge. The optical beam of traditional photoelectric sensors will burn through clear material, making sensing results unreliable.
-
Clear Material Loop Control
Clear Material Loop Control
Banner’s T30UX ultrasonic sensor is the perfect sensor for detecting clear material for loop control because it uses sound rather than light, which makes it more accurate and cost-effective for this specific application. Although the material is clear, it presents a solid surface for an ultrasonic sensor to bounce a sound wave. The T30UX has a more accurate transducer, a smaller dead zone and minimum distance compared to other sensors that can be used for clear material detection.
-
Leading Edge Detection of Packages with a Thin, Flexible Edge
Leading Edge Detection of Packages with a Thin, Flexible Edge
Banner’s LX Series is an economical solution for detecting the leading edge of flat objects, such as the frozen dinner containers. With a web of modulated light, the LX Series part-sensing light screen can detect any item—in any position—passing through the light screen.
-

Refrigerated Breakfast Roll Detection on Multi-Lane Conveyor
Refrigerated Breakfast Roll Detection on Multi-Lane Conveyor
Dark packaging with multiple colors transitions can be difficult to detect with traditional red LED sensors. Banner Engineering’s miniature VS8 photoelectric sensor with blue LED works well with low reflectivity labels to detect refrigerated food packaged in pressurized cans. The small sensors fit into tight spaces and work well for short range applications. The blue LED works with the small spot size to minimize the effects of color transitions on the labels.
-

Accurate Label Inspection
Accurate Label Inspection
The company was experiencing several quality control issues—bottles were coming off the line with missing, skewed and double labels. As a result, the customer was scrapping over 2,000 bottles a month, a process which requires them to cut out the mislabeled portion of the bottles and re-grind the plastic for reuse. Further, the labeling errors began prompting serious customer complaints. To avoid scrapping additional bottles and losing loyal customers, the company came to Banner for a label inspection solution.
-

Combined Inspections Used to Meet Quality Standards
Combined Inspections Used to Meet Quality Standards
Bottles incorrectly packed into bliss trays for sale in club stores did not properly display product labels and had to be returned to the company.
-
Cap Orientation Verification
Cap Orientation Verification
Banner’s Q4X laser sensor, made of 316L grade stainless steel, is very suitable for pharmaceutical environments and other aseptic filling areas. The Q4X has a sensing range of 25 to 300 mm, precise beam spot size and can effectively detect the orientation of caps as they exit a feeder bowl. If any caps are upside down, the Q4X will detect a height difference and reject the cap.
-

Small Parts Counting
Small Parts Counting
Banner's DF-G1 Series amplifier provides a simple setup and calibration for small part counting applications. Once the amplifier is setup, the easy-to-read digital dual display allows for simple operation because it shows the signal level and threshold simultaneously.
-

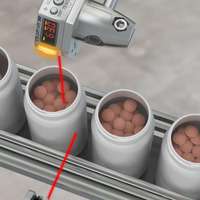
High-Speed Soybean Counting
High-Speed Soybean Counting
Banner Engineering has paired the technology of the D10D Expert with fiber optic arrays optimized for small object counting to create the D10 Expert Small Object Counter.
-

Package Inspection Using Diffuse-Mode Laser Sensors
Package Inspection Using Diffuse-Mode Laser Sensors
A WORLD-BEAM QS18LD diffuse-mode laser sensor can be used to accurately inspect each package as it passes on a conveyor. The sensor emits a visible Class 1 laser sensing beam, focused on the piece of tape used to seal the package. When the top of the box is closed and sealed correctly, the tape will return the sensing beam back to the receiver.
-

Black Plastic Tray Detection at a Hopper and Filling Station
Black Plastic Tray Detection at a Hopper and Filling Station
Learn how the Q4X detects dark colored trays at hopper and filling station in the food industry.
-
Flap Detection on Packaged Frozen Dinners
Flap Detection on Packaged Frozen Dinners
The QS18LD laser diffuse sensor scans across the top of the package to see if any flaps are open. The laser diffuse sensor provides accurate detection to verify whether the frozen packages are sealed properly.
-

Identifying Presence and Height of a Bottle Cap
Identifying Presence and Height of a Bottle Cap
The iVu Plus Gen 2 vision system, paired with a Q4X and LEDRB backlight, offer a solution that will provide dependable results.
-

Blister Pack Inspection
Blister Pack Inspection
To verify each blister in the pack, use an iVu Series sensor configured for an Area inspection. The sensor inspects each blister pack to make sure that each blister contains an unbroken tablet.
-

Detection of Cap Orientation
Detection of Cap Orientation
The Banner Q3X laser diffuse sensor is ideal for applications that require orientation detection with small contrast differences.
-

Verifying Product Logo on Paperboard Packaging
Verifying Product Logo on Paperboard Packaging
A VE Series Smart Camera inspects the product logo on each box before the tube of toothpaste is inserted. As a box enters the inspection area, it is detected by a sensor on the line and an output is sent to the trigger input on the camera, which captures an image of the region of interest (ROI). A red LED ring light powered by the camera enhances the contrast between the product logo and the surrounding packaging.
-

Food Packaging Label Inspection
Food Packaging Label Inspection
To verify each box is correct, an iVu Series sensor is configured for a Match inspection with 360 degree rotation enabled. An image of the correct box is captured and when the inspection is running, if the sensor detects an incorrect box, the sensor sends a fail output to the line, and the product is rejected.
-

Box Insert Detection
Box Insert Detection
To confirm that each unit includes a product information insert, an iVu Series sensor is mounted above the packaging line. The sensor is configured for a Match inspection, and checks that the product information leaflet is inserted into each package of medication. The leaflet can be placed in any orientation, but must beface up.The sensor can detect 360 degrees of rotation to find the insert.
-

Label Inspection
Label Inspection
To verify each product, an iVu Series sensor is configured for a Match inspection. An image of a good product package is captured. When the inspection is running, if the sensor detects a package with a different or missing label, the sensor sends a fail output to the line, and the product is rejected.
-

Correct Label Verification
Correct Label Verification
An iVu TG Image Sensor works well for label verification because it comes with four sensor types, including a match sensor. The match sensor determines whether a pattern on a label matches a reference pattern and if it is correctly oriented. With just the touch of a button—or remotely through a PLC—users can easily teach the iVu image sensor to recognize and match the correct label pattern, requiring no image processing expertise.
-

Detecting Plastic Wrap on a Can
Detecting Plastic Wrap on a Can
In the application shown, the plastic wrap surrounding the cap and the top of the can serves several purposes: it acts as a tamper-proof seal on the can, it prevents the cap from disconnecting during transit, and it holds the applicator tool to the can. Additionally, the plastic serves as error-proofing to protect customers from spilling the contents before they are ready to use it. For these reasons it is important that cans without the plastic wrap are rejected.
-

Orientation Verification
Orientation Verification
This application uses an iVu Series sensor configured for a Match inspection. It ensures that the music label is face up and within a small rotational tolerance. If the sensor detects a CD that is incorrectly oriented, it sends a failure to the line, and the CD is rejected.
-

Detecting Bottle Caps of Various Colors
Detecting Bottle Caps of Various Colors
As plastic bottles pass below the WORLD-BEAM Q12 Sensor, the fixed-field beam identifies bottles with caps—no matter what their color—and rejects bottles that are missing caps from the line. The Q12’s laser-like LED beam sharply cutoffs at 15 mm, 30 mm and 50 mm range, ensuring it won’t mistake objects inside the bottle for caps.
-

Labeling Detection
Labeling Detection
In an application with limited space, the WORLD-BEAM Q20 sensor is easily positioned to verify the presence of a label before it is applied to the product.
-

Injection Molding Inspection
Injection Molding Inspection
The solution involves using an iVu Series sensor configured for a Match inspection. The sensor evaluates each plastic bottle and, if the bottle is not well formed, the sensor sends a fail output to the line where the plastic bottle is rejected.
-

Date/Lot Code Presence or Absence Detection
Date/Lot Code Presence or Absence Detection
An SLM series slot sensor and an iVu Series vision sensor are used to detect bottles passing on the line and to verify that date/lot codes have been correctly printed onto the bottles.
-

Label Alignment Inspection
Label Alignment Inspection
As each salad dressing bottle leaves the label station, an iVu Series vision sensor, configured to use the Match tool, inspects the label, comparing it to a preconfigured reference image to ensure that the label is present and has been correctly applied.
-

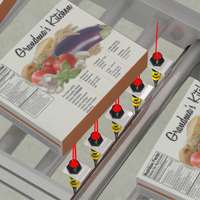
Inspecting for Missing Chocolates on a Packaging Line
Inspecting for Missing Chocolates on a Packaging Line
Banner sensors are positioned above a conveyor inspecting each passing box for missing chocolates. When a passing box breaks the trigger beam created by a pair of Q12 opposed-mode sensors, an array of QS18AF sensors mounted above the box inspect each location for missing chocolates. When a box containing the wrong amount of chocolates is detected, an output signal is relayed to a main controller at the packaging line warning of the failed condition.
-

Inspecting Bottles for Cap Presence and Correct Color
Inspecting Bottles for Cap Presence and Correct Color
To ensure that product quality standards are met and that product appearance is consistent with the brand, the company must inspect each bottle to ensure that the right bottle cap is present and properly seated.
-

Reliable Blister Pack Tablet Verification with Color Sensors
Reliable Blister Pack Tablet Verification with Color Sensors
How anti-glare color sensors reliably verify tablet presence and color through reflective blister packs.
-

Shrink Sleeve Labeling at High Speeds
Shrink Sleeve Labeling at High Speeds
A leading manufacturer of labeling equipment offers high-speed shrink sleeve label applicators designed to process 800 bottles per minute. To maximize the machine’s performance potential, the company wanted to install sensors capable of consistent detection and output for high-speed bottling.
-
Pallet Detection for Conveyance Equipment
Pallet Detection for Conveyance Equipment
A leading manufacturer of conveying equipment designs and builds high-quality, low-cost conveyance solutions. The pallet equipment they develop is expected to reliably convey, palletize and depalletize thousands of pallets and unit loads annually. This equipment must be able to sense a wide range of different pallet types and sizes to ensure the proper packing and unpacking of pallets and avoid line slow-downs, pallet crashes and collapses.
-

Blue LED Sensor Detects Amber Bottles
Blue LED Sensor Detects Amber Bottles
A recent industry switch from polypropene (PP) to polyethylene terephthalate (PETE) bottles prompted a leading US mail-order facility to re-evaluate their fulfillment process. With over 2,000 red LED sensors to be replaced, the facility turned to Banner for a solution.
-

Wireless Forklift Signaling
Wireless Forklift Signaling
Banner’s Q45 wireless call sensor communicates to a wireless DX80, signaling that forklift drivers can remove the completed pallet for shipping. This helps keep the conveyor clear, keep it moving faster and leads to more productivity. Since forklift drivers are being called to action more quickly, it allows for more productivity.
-

Exit Chute Jam Indication
Exit Chute Jam Indication
Banner’s Q30FF600 background suppression sensor confirms when a product enters the exit chute to ensure it came off the sortation system and that there isn’t a jam in the product chute. The Q30FF600 has long range sensing up to 600 mm, which is the standard width of many chutes.
-

Sortation Auto Induction Station
Sortation Auto Induction Station
S18-2 retroreflective sensors provide long-range, effective sensing along an auto-induct conveyor station. Polarized sensors can help with shiny surfaces by reducing false triggers. The S18-2 retroreflective sensors are cost-effective sensors with a barrel mount style, making them easy to install along a conveyor for verification purposes and are available in retroreflective, thur-beam, diffuse or fixed-field models.
-
Parcel Collision Avoidance
Parcel Collision Avoidance
Banner’s DS18 sensor coupled with a zone control modules offers a cost-effective solution that gives an output and shows a change in state for optimal flow of products. This helps prevent box collisions and stops the zone so contents of packages are preserved.
-

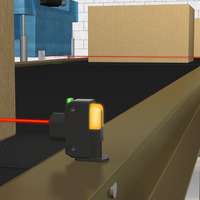
Carton Profiling
Carton Profiling
Cartons moving on a conveyor pass between two LE550 laser sensors, measuring the width in order to sort cartons properly. The LE550 sensors are an economic solution for carton profiling. The analog output sends a signal to the PLC to deliver the carton to the correct storage location. Banner’s LE550 provides repeatability and accuracy while measuring the height, length and width of cartons. The laser sensors have an intuitive user interface, making it easy to adjust settings.
-
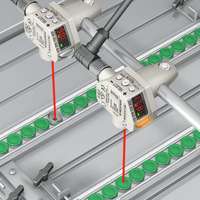
Detecting Different Size Packages on a Conveyor
Detecting Different Size Packages on a Conveyor
Banner’s S18-2 barrel sensor is a cost-effective, reliable sensing method for this type of application. Its small size makes it easy to integrate along the manufacturing line, and its competitive price means it is well-suited for applications requiring multiple sensors. With a powerful and bright visible red emitter beam, the S18 sensors are easy to align during set up.
-

Carton Trigger For Date/Lot Code Printing
Carton Trigger For Date/Lot Code Printing
With a narrow beam that projects a small bright spot, the QS18LLP laser, polarized, retro-reflective sensors provide precise position control when triggering various devices. In this application, the QS18LLP is able to correctly detect the glossy carton as it travels down the conveyor—without proxing—and trigger the ink jet printer to print the date/lot code on the carton. The second sensor triggers the P4 OMNI to inspect the date/lot code and verify it is legible and correct.
-
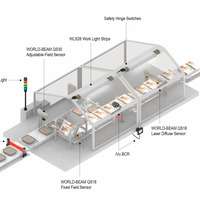
Packaging Frozen Dinners on a Cartoner
Packaging Frozen Dinners on a Cartoner
WLS28 Work Light Strips: Bright, long-lasting LED light strips provide optimal visibility inside the cartoner for operator access and easily fit on the machine without obscuring access Safety Hinge Switches: Stainless steel, load-bearing safety hinge switches support the cartoner’s machine door and will shut down the machine if the doors are opened, and minimize the risk of intentional defeat
-

Sensing in Food Packaging and Conveying
Sensing in Food Packaging and Conveying
The sensing characteristics of this application are simple, yet unique: the sensors are positioned directly above a white, highly reflective background and must detect darker, lower contrast objects of varying texture. The EZ-BEAM T18 fixed field sensor is an ideal solution. It has a sharp detection cutoff and is not sensitive to color variations – it will signal the presence of an object within a certain range and ignore the background.
-
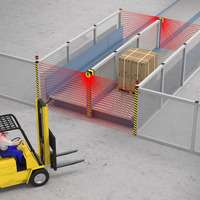
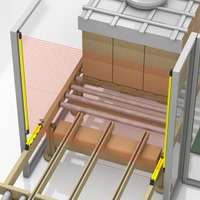
Pallet Transfer Safeguarding
Pallet Transfer Safeguarding
Due to the dangers associated with a full pallet transfer, horizontal area guarding is needed in order to maximize productivity of packaging while protecting operators from the hazardous motion of a machine.
-

Detecting Pallets with Irregular Loads
Detecting Pallets with Irregular Loads
An ultrasonic sensor will provide reliable pallet detection. Ultrasonic sensors emit sound waves and “listen” for the return echo of the sound wave bouncing off the target. The sensor can be taught a reliable background, in this case the conveyor, and will listen for sound waves returning from the conveyor. Any object getting between the sensor and the conveyor will be detected, causing the output to switch.
-

Counting Syringes with a Slot Sensor
Counting Syringes with a Slot Sensor
In this application, the semi-transparent syringes have been oriented in a feeder bowl (not shown) and are moving down a rail in preparation for the next stage of assembly and packaging. A Banner SLM Slot Sensor is ideal for this application because the sensor housing is equipped with an emitter and receiver on the end of each fork, creating a perfectly aligned opposed-mode sensing beam for the syringes to pass through.
-

Counting Food Cartons for Correct Packaging
Counting Food Cartons for Correct Packaging
Banner’s WORLD-BEAM QS18LP laser sensor accurately inspects every carton that passes on the conveyor, ensuring the robot is triggered to load cartons into the package. With a visible laser sensing beam, the QS18LP provides precise position control, which is ideal to ensure accurate counting of cartons at a close range. The rugged QS18LP is also ideal for confined spaces and is easily set up along a conveyor for accurate sensing. With highly bright LEDs, operating status is visible from 360⁰.
-
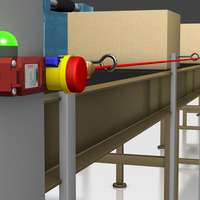
Emergency Indication on Conveyors
Emergency Indication on Conveyors
Banner’s RP-LS42 safety rope pulls line conveyors as a way to indicate emergencies and immediately shut down conveyors. If a rope pull is used during an emergency, it can be difficult to locate exactly where it was pulled. A K30 indicator light can be paired with the rope pulls in order to provide indication as to where the rope was pulled. This allows for quick and easy indication of where an emergency occurred, helping to return to normal operations as fast as possible.
-

Monitoring a Pellet Conveyor
Monitoring a Pellet Conveyor
A plastic blown-film extrusion company manufactures wrapping products. With over a ½ mile of various conveyor systems used to carry and mix the pellet medium, the multiple conveyor systems must remain free of blockages and mechanical failures must be detected quickly to reduce costs from wasted material, ruined batches, and costly down time.
-

Enunciation of Safety Conditions with Visual Indication
Enunciation of Safety Conditions with Visual Indication
In order to maintain an efficient manufacturing line in the beverage industry, immediate notification of any safety issues is fundamental. Using visual and audible indication to identify safety concerns helps workers quickly find and fix the errors – returning the system to its normal operating state in a timely fashion.
-

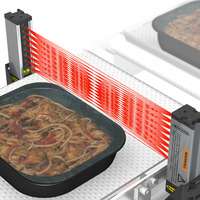
Conveyor-Triggered Checkweigh Station for Food Trays
Conveyor-Triggered Checkweigh Station for Food Trays
Banner Engineering's QM26 washdown sensor detects dark plastic food trays as they approach a checkweigh machine that confirms the correct weight of the filled trays.
-

Monitoring Clear Film in a Tray Sealer
Monitoring Clear Film in a Tray Sealer
After food trays have been filled they need to be properly sealed and packaged with a layer of clear film. Installing a VSM series sensor in a heat sealer accurately monitors the level of film material remaining on a roll.