Pallet Detection for Conveyance Equipment
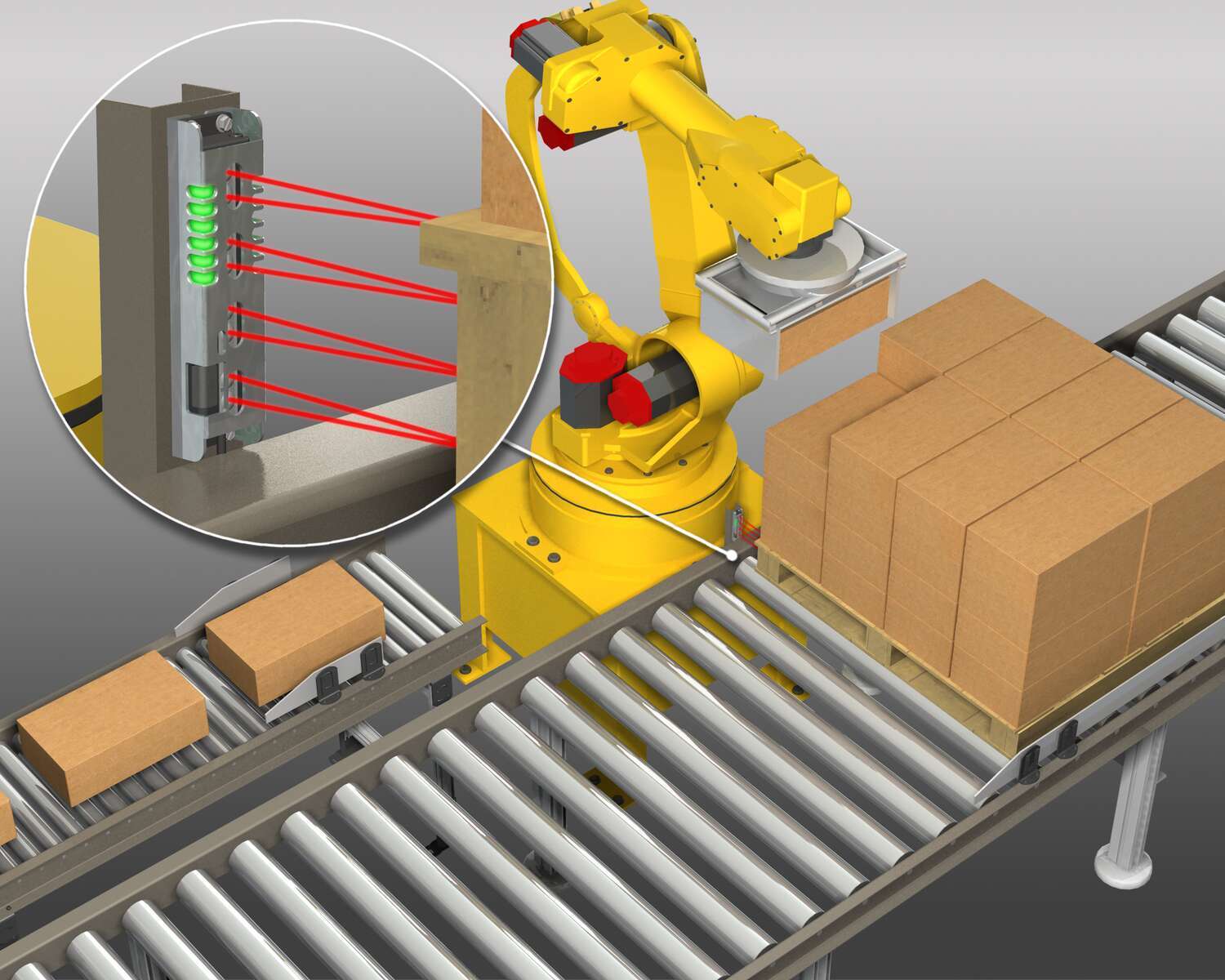
Modified PVD100 multiple beam array sensor integrated into case palletizer machinery.
Customer Requirements: Reliably detect the leading edge of pallets in palletizing and depalletizing equipment
Solution: PVD100 Pick-to-Light Sensor modified for pallet presence detection
Why Banner? Reliability – Four beam sensor creates a high-reaching light screen
Cost-effective – Complete emitter/ receiver array in a single component
Customer Benefits
LED Light Display – High-visibility red and green lights indicate operational mode
Durability – Metal enclosure with heavy-duty bracket protects against hazards
Background
A leading manufacturer of conveying equipment designs and builds high-quality, low-cost conveyance solutions. The pallet equipment they develop is expected to reliably convey, palletize and depalletize thousands of pallets and unit loads annually. This equipment must be able to sense a wide range of different pallet types and sizes to ensure the proper packing and unpacking of pallets and avoid line slow-downs, pallet crashes and collapses.
Challenges
Single beam retroreflective sensors are commonly used in similar applications. However, the company found that these required frequent adjustments to detect many pallet variants. A multiple beam sensor performed well, but the detection zone was too small to ensure consistent pallet detection. The manufacturer asked Banner Engineering to provide a cost-effective and reliable solution.
Solution
Banner recommended a modified PVD100, a versatile, easy-to-use and robust light screen capable of reliable operation in challenging conditions. It has a detection height of 100mm with a scanning range of 2m, ideal for pallet detection, even where features are inconsistent from one pallet to the next. Only one PVD100 sensor, a strip of reflective tape and a single power supply per machine was required for the application, limiting expenses and reducing complexity.
The modified PVD100 came ready to operate right out of the box, requiring no setup or adjustments. It features a wide beam pattern, making alignment easy. The sensor has an unobtrusive low-profile form factor, ideal for integration into existing designs. It is housed in a rugged metal enclosure and offers an optional heavy-duty mounting bracket.
Featured Products

PVD Series One Piece Part Verification Pick-to-Light Arrays
PVD Pick-to-Light sensors are compact, one-piece solutions useful in many part assembly, pick-to-light and error-proofing applications.