Toutes les solutions pour le secteur automobile
-
![Détection de fils de dégivrage à l'aide d'un capteur de température [Exemple de réussite]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2012/T-GAGE-Defrost-Wire-Inspection.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
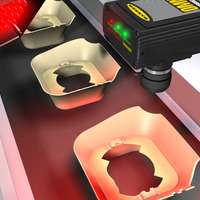
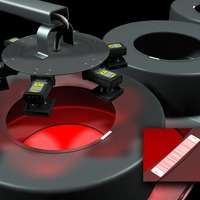
Détection de fils de dégivrage à l'aide d'un capteur de température [Exemple de réussite]
Détection de fils de dégivrage à l'aide d'un capteur de température [Exemple de réussite]
Un constructeur automobile a refusé une livraison de lunettes arrière parce que celles-ci présentaient des fils de dégivrage défectueux. La procédure de test en place chez le fournisseur mesurait l'appel de courant dans l'ensemble du dégivreur pour détecter un défaut général, mais ne permettait pas de détecter l'impact plus subtil d'un seul fil de dégivrage brisé. En collaboration avec une entreprise d'automatisation située dans le Michigan (États-Unis), le fournisseur de lunettes arrière a mis en œuvre un système de tests plus performant, capable de vérifier que chaque fil de dégivrage produit la chaleur attendue avant l'expédition des pièces.
-

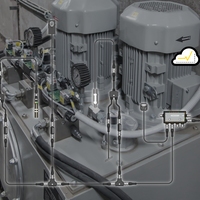
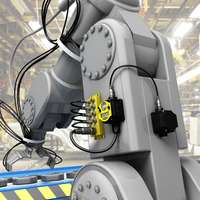
Surveillance et contrôle de la température d'un moteur à l'aide d'un réseau sans fil
Surveillance et contrôle de la température d'un moteur à l'aide d'un réseau sans fil
Au lieu d'installer des câbles de transmission d'E/S, il est possible d'utiliser un nœud SureCross alimenté en courant continu (10 à 30 Vcc) et un capteur de température T-GAGE de Banner. Lorsque des systèmes de contrôle hôtes sont présents, la passerelle SureCross transmet les relevés de température à la salle de contrôle du site à l'aide d'une sortie numérique liée aux températures de consigne définies au niveau du capteur. Le moteur est mis sous ou hors tension en fonction de ces températures. Si une passerelle Gateway Pro est utilisée comme dispositif maître sans fil, il est possible de consigner les données et d'envoyer des alertes pour avertir le personnel de maintenance lorsque les performances d'un moteur ne correspondent pas aux paramètres attendus.
-

Equipment Monitoring from a Supervisor's Station
Equipment Monitoring from a Supervisor's Station
• Indication rapide de l’état de la machine • Envoi d’informations sur l’état de la machine à un large éventail de dispositifs • Signalement au personnel et aux superviseurs des conditions critiques par SMS ou e-mail
-

Réapprovisionnement des postes de montage pour un workflow continu
Réapprovisionnement des postes de montage pour un workflow continu
• Réapprovisionnement des postes de montage en temps utile, sans sur-stockage. • Communication en temps réel entre les monteurs et les caristes qui les approvisionnent • Surveillance de l'efficacité des livraisons
-

Appel de prélèvement d'un poste d'assemblage à un chariot autoguidé
Appel de prélèvement d'un poste d'assemblage à un chariot autoguidé
• Retrait rapide des palettes terminées des postes d'assemblage • Communication directe des postes d'assemblage aux chariots autoguidés • Efficacité accrue des processus grâce aux données de taux de rotation des véhicules
-

Système d'avertissement dans les endroits à visibilité limitée
Système d'avertissement dans les endroits à visibilité limitée
Système d'avertissement très visible et limitation du risque pour le personnel dans une zone de passage de chariots élévateurs très fréquentée
-

Surveillance des machines pour optimiser l'efficacité globale de l'équipement
Surveillance des machines pour optimiser l'efficacité globale de l'équipement
Bénéficiez d'une communication visuelle instantanée en usine.
-

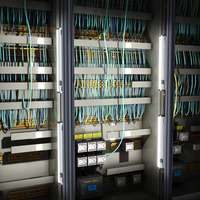
Environmental Monitoring inside a Machine Control Panel
Environmental Monitoring inside a Machine Control Panel
• Identifiez les petits problèmes avant qu’ils ne deviennent des problèmes majeurs affectant les performances et le temps de fonctionnement des machines • Accédez aux données environnementales à distance • Avertissez les opérateurs des conditions critiques par SMS ou e-mail
-
![Indication d'état sur les véhicules sans conducteur [Exemple de réussite]](/content/dam/banner-engineering/photography/general---stock-photography/stock_photo_new/AdobeStock_189577689.jpeg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Indication d'état sur les véhicules sans conducteur [Exemple de réussite]
Indication d'état sur les véhicules sans conducteur [Exemple de réussite]
Le dôme d'indication K50L de 50 mm est idéal pour signaler l'état de fonctionnement des navettes autonomes. Celles-ci se déplacent sur de courtes distances dans des environnements extérieurs qui exposent la technologie du bus à diverses conditions climatiques. Les robustes voyants K50L ont un indice de protection IP67 ou IP69K qui garantit leur étanchéité à l'eau dans un environnement difficile.
-

Voyants multicolores et boutons tactiles éclairés pour des tableaux ou armoires de commande plus simples
Voyants multicolores et boutons tactiles éclairés pour des tableaux ou armoires de commande plus simples
Les voyants et boutons tactiles de la série S22 Pro simplifient la conception des armoires de commande et améliorent l'expérience et les performances des opérateurs. Le logiciel Pro Editor étend les fonctions d'affichage intégrées du S22 Pro et permet de personnaliser les affichages.
-

Minuteur d'assemblage pour un poste de travail à cadence élevée
Minuteur d'assemblage pour un poste de travail à cadence élevée
Les boutons tactiles K50 Pro avec communication IO-Link affichent le « takt time » dans le champ de vision des travailleurs afin de maintenir la cadence d'assemblage et de respecter les objectifs de production.
-
Surveillance des groupes hydrauliques
Surveillance des groupes hydrauliques
Surveillez facilement la pression, le courant, la température de l'huile et les vibrations / la température du moteur des groupes hydrauliques et d’autres machines hydrauliques. Les produits Snap Signal connectent des capteurs de différents types et convertissent leurs signaux en données Modbus pour une surveillance des conditions en temps réel.
-

Monitor Leaks in Your Critical Applications
Monitor Leaks in Your Critical Applications
Monitor leaks in your critical applications and receive real time alerts when they occur.
-

-
.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Détection d'un toit ouvrant vitré sur une voiture
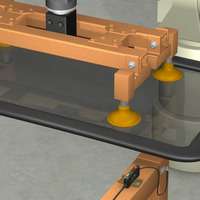
Détection d'un toit ouvrant vitré sur une voiture
Solution de détection de toit ouvrant sur une chaîne d'assemblage automobile, avec portée de détection étendue.
-
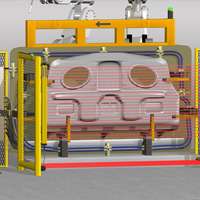
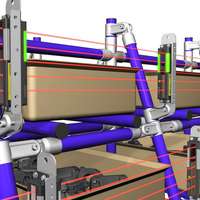
Cellule de soudage à chargement manuel
Cellule de soudage à chargement manuel
Le système de barrières immatérielles de sécurité série EZ-SCREEN® de Banner est une solution éprouvée à même de répondre aux exigences strictes des équipements de soudage. Plusieurs segments peuvent être installés en cascade (connexion en série), ce qui permet de mettre en place facilement des configurations telles que cette combinaison horizontale/verticale en utilisant un matériel standard (c.-à-d. sans faire appel à des modèles maître/esclave).
-

Protection de l'accès sur une cintreuse
Protection de l'accès sur une cintreuse
Widely spaced SGS safety grid platform light screen economically protects the perimeter of a work area. The grid is far enough from the hazard that motion has time to stop if a person or object passes through the grid.
-
.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Surveillance de porte équipée d'un système de verrouillage à charnière
Surveillance de porte équipée d'un système de verrouillage à charnière
Une voiture est transportée sur un convoyeur dans une zone dangereuse protégée par une barrière immatérielle de sécurité EZ-SCREEN. Lorsque la voiture s'approche, l'EZ-SCREEN est temporairement inhibé pour permettre au véhicule de passer sans arrêter le convoyeur. Lorsque la barrière immatérielle de sécurité est inhibée, il existe un risque qu'un opérateur s'introduise dans la zone dangereuse par la porte d'accès verrouillée et qu'il soit heurté par le véhicule en mouvement.
-
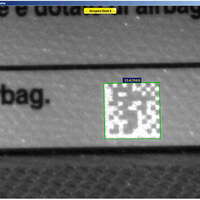
Codes-barres UV pour la traçabilité
Codes-barres UV pour la traçabilité
Before shipping to the brand assembler, a supplier of auto visors needs to verify that Data Matrix UV barcodes have been printed on each visor’s safety label. The customer turned to Banner to read invisible 2D Data Matrix barcode and send data via Ethernet IP to a PLC for traceability/error proofing.
-

Capteur de vision pour la lecture de QR codes
Capteur de vision pour la lecture de QR codes
iVu Plus BCR Gen 2 with 25 mm Micro Lens replaces hand held barcode readers to collect data from dense, difficult-to-read QR codes on vehicle transmissions. A WL50S high-intensity LED spot light illuminates the target area.
-

Lecture des codes DPM sur les composants automobiles
Lecture des codes DPM sur les composants automobiles
Direct part mark (DPM) codes can be small, complex, and difficult to distinguish from the material they are etched into.
-
Solution de guidage de l'opérateur
Solution de guidage de l'opérateur
A Henshaw customer manufactures drivetrain and powertrain systems for the automotive industry. The company had experienced productivity losses due to errors in the assembly of transmission valve bodies. Henshaw was tasked with developing a system that would reduce errors and improve the assembly process.
-

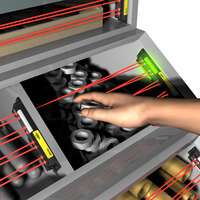
Opération de kitting avec des gants
Opération de kitting avec des gants
Le capteur K50 à suppression d'arrière-plan fixe de Banner détecte les mains gantées et détermine si l'opérateur sélectionne les pièces correctes au cours du processus de kitting, ou mise en kits. La fonction logique du K50 peut ensuite indiquer à l'opérateur qu'il a prélevé les pièces correctes en faisant passer l'indicateur de vert à jaune. Il est possible de sélectionner des couleurs supplémentaires selon les préférences du fabricant. Comme les opérateurs portent généralement des gants de couleur foncée dans les processus de lean manufacturing, il est tout particulièrement important que le K50 soit capable de détecter les gants noirs.
-
Signalisation du prélèvement de pièces dans des casiers de petite taille
Signalisation du prélèvement de pièces dans des casiers de petite taille
To reduce the risk of error in an assembly operation, a one-piece EZ-LIGHT PVD pick-to-light sensor with a 400 mm range is interfaced with a process controller programmed with the correct assembly sequence. The controller makes the PVDs light up in the correct order, to show the assembler which part to pick. After the PVD detects that the assembler's hand has entered and left the bin, the controller signals the PVD of the next bin in the pick sequence to light up.
-
Aide au choix avec des casiers profonds
Aide au choix avec des casiers profonds
The EZ-LIGHT PVA pick-to-light sensors provide a reliable error-proofing solution for various operation systems. The light indicate to assemblers which items to pick and in which order to pick them.
-

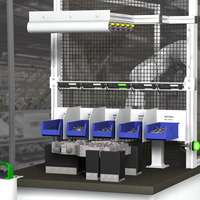
Poste d'assemblage multiproduit assisté par système d'aide au choix
Poste d'assemblage multiproduit assisté par système d'aide au choix
PTL110 pick-to-light devices on a multiproduct assembly station are a highly effective way to prevent errors and speed up build time. The optical sensors on PTL devices detect hands as they pass by, confirming that a pick was made.
-

Réalisation de kits avec systèmes d'aide au kitting pour grands postes de travail
Réalisation de kits avec systèmes d'aide au kitting pour grands postes de travail
Manual kit building at large stations can be time-consuming and subject to human error, especially if storage racks are difficult to navigate. The PTL110 series pick-to-lights are scalable for large systems and highly versatile to complete numerous tasks.
-
Éclairage d'une armoire de commande avec des barres d'éclairage à LED
Éclairage d'une armoire de commande avec des barres d'éclairage à LED
Un équipementier fabrique des machines de test et de mesure pour l'industrie automobile. Les opérateurs accèdent aux systèmes des machines via l'armoire de commande. L'éclairage intense de l'armoire facilite les activités de gestion et de maintenance des machines. Plusieurs lampes fluorescentes alimentées en courant alternatif étaient utilisées pour cette application.
-
![Distribution lumineuse de qualité supérieure à l'aide de LED [Exemple de réussite]](/content/dam/banner-engineering/photography/product-photography/wlb32/hofmann_enclosure.png/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Distribution lumineuse de qualité supérieure à l'aide de LED [Exemple de réussite]
Distribution lumineuse de qualité supérieure à l'aide de LED [Exemple de réussite]
American Hoffmann Corporation a choisi de remplacer les appareils d'éclairage fluorescent par des barres d'éclairage à LED WLB32 pour éclairer les zones de travail, boîtiers et armoires de contrôle. L'excellente distribution lumineuse des barres d'éclairage à LED WLB32 et leur installation aisée sont deux raisons importantes qui ont motivé la décision de l'entreprise.
-
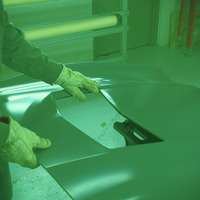
Détection des défauts de surface avec un éclairage à LED vert
Détection des défauts de surface avec un éclairage à LED vert
Learn how green LED task lights enhance visibility of surface imperfections on manufacturing materials.
-

Amélioration de la qualité de l'inspection grâce à des éclairages à LED très performants
Amélioration de la qualité de l'inspection grâce à des éclairages à LED très performants
Automotive inspection requires consistent, bright light with minimal glare to inspect automotive parts. Increased lighting can improve worker productivity and reduce eye strain.
-

Éclairage à LED de qualité élevée pour éclairer des convoyeurs
Éclairage à LED de qualité élevée pour éclairer des convoyeurs
Trouver une solution d'éclairage intense et brillante pour les applications de fabrication peut être problématique. Comme plusieurs éclairages sont nécessaires pour éclairer correctement toute la longueur d'un convoyeur, la solution doit intégrer une option de montage en série.
-

Assembly Timer Indication at Automotive Assembly Station
Assembly Timer Indication at Automotive Assembly Station
In automotive manufacturing, maximizing efficiency is crucial in order to meet production goals. Delays at assembly stations can hold up processes later down the line, leading to costly wasted time and missed production targets. The TL50 Pro tower light helps assemblers meet expected cycle times and support overall takt time requirements.
-

Indication de l’état de la double sortie
Indication de l’état de la double sortie
The S15L Series In-Line Sensor Status Indicator is a two color indicator light that indicates power and output status. Its inline connection, over-molded design and bright indication create a cost-effective solution that can be applied to most 4- or 5-pin devices with an output.
-
![Contrôle de petits connecteurs [Exemple de réussite]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2014/LE550-Vehicle-Seat-Weight-Sensor-Connector.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Contrôle de petits connecteurs [Exemple de réussite]
Contrôle de petits connecteurs [Exemple de réussite]
Un équipementier automobile fabrique un large éventail de systèmes d'équipement automobile. Ses systèmes de siège allient structure et design à des fonctions destinées à améliorer le confort et la sécurité. Des capteurs de poids installés en-dessous du siège fonctionnent conjointement avec les systèmes de sécurité du véhicule pour déterminer la taille et la position de l'occupant d'un siège. Ces facteurs déterminent comment et si des airbags sont déployés en cas d'accident.
-

Mesure d'épaisseur de tôle
Mesure d'épaisseur de tôle
Precise and consistent sensing while material moves down a conveyor measuring thickness at micron levels.
-

Détecteurs de mesure d'amplitude de mouvement
Détecteurs de mesure d'amplitude de mouvement
Au cours de l'assemblage, le siège est soumis à des inspections pour mesurer le réglage en hauteur, le mouvement d'avant en arrière et le mouvement entre la position verticale et inclinée. Deux détecteurs sont utilisés pour chaque inspection. Les détecteurs sont mis en œuvre hors convoyeur pour assurer un accès aisé aux sièges et optimiser la liberté de mouvement de ceux-ci. Au degré d'amplitude maximal, la distance entre le siège et les détecteurs peut atteindre un mètre.
-

Mesure précise du battement du vilebrequin
Mesure précise du battement du vilebrequin
Crankshaft runout measurements must be monitored continuously to ensure that they meet tolerance requirements. Learn how LM Series laser measurement sensors solve this difficult application.
-

Guidage de l'opérateur à l'aide d'un pupitre
Guidage de l'opérateur à l'aide d'un pupitre
A leading machine manufacturer builds workstations designed for accurate, timely and cost-effective battery cell assembly. A value added component of the workstations is an operator guidance device that does three jobs: enables assembly processes to start and stop, indicates parts to be picked and installed, and completely stops line operation if emergencies occur. When it became too costly for the OEM to construct and mount these devices themselves, they turned to Banner to craft an all-inclusive solution. To honor the time line requirements of their customer—a major tier two battery supplier—the OEM needed the solution in eight weeks.
-

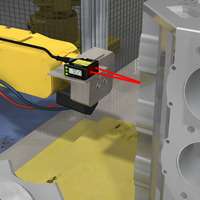
Positionnement du bloc moteur
Positionnement du bloc moteur
Le capteur de mesure laser L-GAGE LH de Banner est la solution idéale pour les applications qui exigent un positionnement précis d'une pièce. Le L-GAGE LH peut mesurer systématiquement des cibles foncées à des niveaux de détail de l'ordre du micron. Le capteur de mesure laser de Banner est extrêmement précis pour les applications exigeant un positionnement précis, comme c'est le cas du bloc moteur. Le capteur peut prendre des mesures sur pratiquement toutes les surfaces, dont la fonte et les alliages d'aluminium, souvent utilisés dans la construction des blocs moteurs.
-

Vérification du retrait de pièces dans un processus d'assemblage automobile
Vérification du retrait de pièces dans un processus d'assemblage automobile
Sur un site d'assemblage automobile, certaines pièces sont fixées temporairement à l'aide de goupilles. Pour garantir que ces goupilles sont enlevées, le bac dans lequel l'opérateur doit les déposer a été équipé d'un capteur d'aide au choix EZ-LIGHT PVA.
-

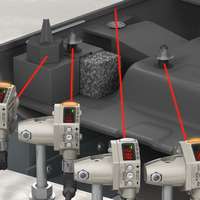
Détection de rondelles de caoutchouc sur un bloc moteur
Détection de rondelles de caoutchouc sur un bloc moteur
Le capteur laser polyvalent Q4X de Banner est la solution idéale pour détecter la présence ou l'absence de pièces dans des applications difficiles, présentant de faibles variations de hauteur, par exemple la confirmation de la présence d'une petite cible noire sur une pièce métallique. Les rondelles doivent être présentes sur le bloc moteur en aluminium coulé et, si le Q4X détecte une faible différence de hauteur, aussi minime soit-elle, il envoie un signal aux opérateurs pour les avertir de l'absence d'une rondelle de caoutchouc ou de la présence de plusieurs rondelles. Il peut également détecter la présence de rondelles en double grâce à sa fonction unique de fenêtrage en mode de suppression d'avant-plan.
-

Détection d'un filet de colle sur un panneau de porte d'un véhicule
Détection d'un filet de colle sur un panneau de porte d'un véhicule
Une caméra intelligente de la série VE, configurée pour utiliser l'outil cordon (« bead tool ») contrôle chaque panneau de porte pour détecter la présence et la régularité du filet de colle. La caméra possède un large champ de vision et un imageur 2 MP capable de détecter les moindres irrégularités dans la quantité de colle appliquée.
-
Détection de pièces noires sur des panneaux de porte noirs
Détection de pièces noires sur des panneaux de porte noirs
Since door panels are often dark colors such as black or gray, and the foam used to eliminate rattles and provide stiffness is generally black, it can be difficult for standard sensors to differentiate between foam presence and absence due to poor contrast.
-

Inspection multipoint sur des pièces métalliques estampillées
Inspection multipoint sur des pièces métalliques estampillées
Dans le cadre de la vérification qu'un nombre correct de trous ont été percés sur une petite pièce métallique, le système de vision iVu Plus TG avec inspection multipoint peut être configuré pour plusieurs régions d'intérêt (ROI) pour s'assurer que les trous sont présents et ont été percés au bon endroit. Lorsqu'il est configuré pour l'inspection d'une zone, l'iVu est à même de détecter plusieurs points sur une pièce emboutie pour vérifier la présence ou l'absence d'une ou de plusieurs caractéristiques.
-
Détection de trou fileté
Détection de trou fileté
The WORLD-BEAM QS30's narrow laser beam can prevent these mistakes from happening it is necessary to verify, from a distance, that bolt threads have been cut into holes in a manifold.
-

Contrôle des perforations
Contrôle des perforations
Cette application utilise un capteur de la série iVu configuré pour une inspection de type Tâche. Lorsque les perforations sont pratiquées, le capteur évalue toutes les perforations pour vérifier que leur nombre et leur taille sont corrects. En cas d'erreur, le capteur envoie une sortie d'échec vers la chaîne de production et la pièce est rejetée.
-
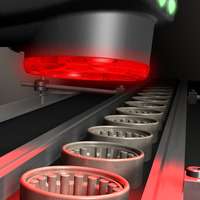
Inspection des roulements
Inspection des roulements
La solution consiste à utiliser un capteur de la série iVu configuré pour une inspection par comparaison afin de vérifier que tous les roulements sont présents pour chaque composant du système de roulement. Si le capteur détecte un ou plusieurs roulements manquants, il envoie une sortie d'échec à la chaîne et le composant est rejeté.
-
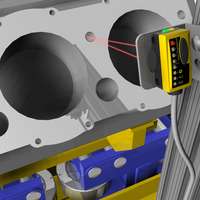
Détection du positionnement des pièces dans un bloc moteur
Détection du positionnement des pièces dans un bloc moteur
Le capteur laser LE550 de Banner est idéal pour les applications de vérification du positionnement des pièces. Fiable et extrêmement précis, il est capable de vérifier le positionnement des pièces à de grandes distances. Le LE550 mesure 3 mm d'épaisseur à l'aide de la sortie numérique, vérifiant la présence de l'outil de retenue et le bon positionnement du bloc moteur.
-

Contrôle des becs de soudage dans le secteur automobile
Contrôle des becs de soudage dans le secteur automobile
Le capteur haute résolution couleur R55F vérifie si les becs d'une machine à souder correspondent aux spécifications, afin que les pièces fabriquées soient également conformes aux caractéristiques techniques demandées. Dans cet environnement difficile, ce capteur de contraste de couleur utilise des fibres de verre pour améliorer sa longévité et sa résistance à la chaleur.
-

Vérification de positionnement des pièces
Vérification de positionnement des pièces
Le détecteur WORLD-BEAM QS18 avec suppression d'arrière-plan ajustable constitue un excellent choix pour cette application de vérification de positionnement des pièces exigeant une distance de détection de 7,5 cm. Il combine un gain élevé, une coupure nette réglable et un faisceau rouge visible offrant une bonne tolérance qui assureront sa longévité dans cet environnement hostile.
-
Inspection à longue portée dans le secteur de l'assemblage automobile
Inspection à longue portée dans le secteur de l'assemblage automobile
À mesure que les voitures avancent sur la chaîne de montage, un détecteur laser L-GAGE LT7 avec technologie « time-of-flight » est dirigé à l'intérieur du toit ouvrant pour vérifier qu'un siège est installé et positionné correctement. Disponible en mode rétroréfléctif avec deux sorties logiques (PNP) pour des portées extrêmement grandes, pouvant atteindre 250 mètres, ce détecteur constitue une solution polyvalente pour le secteur automobile.
-

Contrôle des écrous à souder dans le secteur automobile
Contrôle des écrous à souder dans le secteur automobile
Après qu'un robot insère plusieurs écrous à souder dans un composant automobile, un ouvrier place la pièce sur un poste d'inspection équipé de deux caméras PresencePLUS P4 OMNI. Des écrous mal insérés peuvent tomber, être à l'envers ou penchés. La caméra PresencePLUS P4 OMNI vérifie que les écrous sont présents, correctement orientés et droits. La caméra compense le déplacement d'une pièce à l'autre et peut inspecter depuis une grande distance.
-

Contrôle d'un boîtier à fusibles automobile
Contrôle d'un boîtier à fusibles automobile
Une caméra PresencePLUS COLOR Pro vérifie les fusibles de couleur du boîtier pour s'assurer que chaque fusible est installé au bon endroit.
-

Contrôle d'une gaine d'air automobile
Contrôle d'une gaine d'air automobile
Après un test sous vide du débit d'air en masse d'une gaine d'air automobile, un shuttle place le capteur PresencePLUS Pro devant une extrémité ouverte de la gaine. Il vérifie qu'un capteur de température est toujours en place à l'intérieur de la gaine et qu'il n'est pas endommagé.
-
Détection de manque de matière sur une ligne d'injection de plastic
Détection de manque de matière sur une ligne d'injection de plastic
Un PresencePLUS P4 OMNI 1.3 haute résolution est monté au-dessus d'une ligne de production pour inspecter des composants de volant moulés par injection. Le P4 OMNI recherche les zones présentant un excédent ou une insuffisance de matière.
-

Contrôle de la couleur des poignées de porte de voiture
Contrôle de la couleur des poignées de porte de voiture
Une caméra PresencePLUS P4 COLOR OMNI détecte les poignées de porte intérieures de couleur incorrecte pour les véhicules en cours de montage. Un éclairage axial, fixé avec des équerres spéciales, offre une lumière homogène et diffuse pour réduire les reflets.
-
![Zéro défaut sur un bobinoir industriel [Exemple de réussite]](/content/dam/banner-engineering/photography/general---stock-photography/valueprop/edited/wcc-migration/2015/Fotolia_51604759_M.jpg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Zéro défaut sur un bobinoir industriel [Exemple de réussite]
Zéro défaut sur un bobinoir industriel [Exemple de réussite]
Un fabricant important de fils industriels spécialisés fabrique du fil en verre et en fibre de verre pour des applications dans le secteur automobile, aérospatial et militaire, ainsi que pour l'industrie des matériaux composites. Soucieuse de maintenir des critères de qualité élevés et de minimiser les retours coûteux, l'entreprise souhaitait tendre vers le zéro défaut. Pour atteindre cet objectif, elle avait besoin d'un système d'inspection automatisée.
-

Inspection de la couleur des pièces dans un panneau de porte de véhicule
Inspection de la couleur des pièces dans un panneau de porte de véhicule
Un capteur iVu Color identifie les valeurs RGB des différents éléments d'habillage des portes de véhicule et communique ces informations à un automate via une connexion Ethernet industrielle.
-

Inspection de sièges automobiles
Inspection de sièges automobiles
Le Q5X vérifie la présence de composants foncés sur un fond sombre, ainsi que des sièges et pièces automobiles de différentes couleurs.
-

Vérification des tôles sur une presse à emboutir
Vérification des tôles sur une presse à emboutir
Le capteur Q5X vérifie la présence et la position de cibles réfléchissantes dans un environnement difficile.
-

Reliably Detect Adhesive Tape on Pouch Batteries
Reliably Detect Adhesive Tape on Pouch Batteries
When manufacturing pouch batteries for electric vehicles, adhesive tape material is used to complete the outer film packaging. The tape’s presence must be confirmed with optical-based sensors for quality assurance purposes. Keep reading to learn how the QCM50 color sensor solves this application.
-
![Un centre commercial dirige les véhicules des visiteurs vers les places de parking disponibles [Exemple de réussite]](/content/dam/banner-engineering/photography/general---stock-photography/valueprop/edited/wcc-migration/2015/kiosks_alt.jpg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Un centre commercial dirige les véhicules des visiteurs vers les places de parking disponibles [Exemple de réussite]
Un centre commercial dirige les véhicules des visiteurs vers les places de parking disponibles [Exemple de réussite]
Un grande centre commercial a limité les problèmes de congestion automobile, l'insatisfaction des clients et les sorties sans achats grâce à des capteurs sans fil.
-

Détection de véhicules électriques aux bornes de recharge
Détection de véhicules électriques aux bornes de recharge
Banner Engineering’s K50R radar sensor offers an ideal solution for electric vehicle detection at recharge stations. When cars park at a charging station, the radar sensor immediately detects the vehicle’s presence. If separate monitoring indicates that the car is not plugged into the charge station, a signal is sent to a central location, alerting authorities to ticket or remove the vehicle if necessary.
-

Bank Drive-Thru Automobile Detection
Bank Drive-Thru Automobile Detection
Banner Engineering's K50R short-range radar sensor can be used to detect vehicles at bank teller drive-thru windows. It is designed to operate in any outdoor weather conditions.
-

Detecting Parking Spot Availability
Detecting Parking Spot Availability
Banner Engineering's weather-resistant K50R short-range radar sensors can be placed above parking spaces in a large, multi-level parking structure to monitor parking availability and help drivers to find open parking spaces more easily.
-
![Détection des pièces éjectées de la presse [Exemple de réussite]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2012/PVD-Part-Out.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Détection des pièces éjectées de la presse [Exemple de réussite]
Détection des pièces éjectées de la presse [Exemple de réussite]
Dans l'atelier du fabricant, les opérateurs insèrent et retirent manuellement les pièces métalliques de la presse. Une fois terminées, les pièces sont envoyées dans un bac via une glissière métallique. Pour éviter d'avoir deux pièces à la fois dans la presse et de l'endommager, le client avait besoin d'une capteur capable de détecter différents types de pièces sur la glissière et d'envoyer un signal au système de commande pour indiquer que la presse était libre et que l'opérateur pouvait lancer une autre course. La solution devait être installée sans entailler les parois de la glissière ni monter les capteurs à l'extrémité de celle-ci, pour éviter tout point d'accroche pour les pièces transportées.
-
![Communication dans un site de fabrication à cadence élevée [Exemple de réussite]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2014/K50-Touch-and-TL50---Industrial-Oven_For-Andrew.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Communication dans un site de fabrication à cadence élevée [Exemple de réussite]
Communication dans un site de fabrication à cadence élevée [Exemple de réussite]
Au fur et à mesure du passage des composants dans le four, il devient de plus en plus difficile de suivre la cadence de déchargement des pièces. Celles-ci s'accumulent dans la zone de tri. Elles peuvent être facilement endommagées ou mal acheminées. Une interruption du flux des pièces permet à l'opérateur de déchargement de corriger les erreurs ou de désencombrer un poste de prélèvement. Toutefois, la distance entre les zones de chargement et de déchargement ainsi que les interférences des machines environnantes compliquent la communication entre les opérateurs.
-
Vérification de la teinte d'un vitrage
Vérification de la teinte d'un vitrage
Le récepteur de lumière DF-G1 de Banner est capable de différencier les vitres teintées ou non teintées en se basant sur la quantité de lumière externe qui les traverse. Ce dispositif autonome peut être configuré aisément à l'aide d'un bouton-poussoir installé à côté du convoyeur. De plus, l'écran doté d'une interface utilisateur intuitive offre un retour d'informations immédiat.
-
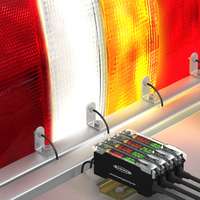
Détection d'un large spectre de lumières par un récepteur
Détection d'un large spectre de lumières par un récepteur
Le récepteur de lumière à fibres optiques DF-G1 de Banner est un produit unique, au prix abordable, qui peut être placé directement sur l'équipement de test pour vérifier le bon fonctionnement des éclairages. Doté d'un double affichage intuitif et d'une interface de programmation identiques à ceux des autres modèles DF-G1, le récepteur de lumière peut être intégré et connecté aux systèmes de contrôle des équipements d'assemblage et de test dans le cadre d'une inspection de type pass/fail (réussite/échec).
-

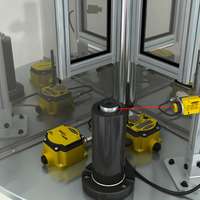
Poste de commande avec bouton optique OTB et bouton d'arrêt d'urgence
Poste de commande avec bouton optique OTB et bouton d'arrêt d'urgence
Le bouton d'arrêt d'urgence et le bouton optique OTB sont rassemblés sur un même appareil pour offrir un poste de commande simplifié sur les chaînes de fabrication qui ne nécessitent pas de câblage ni de boîtiers supplémentaires. Les boutons d'arrêt d'urgence à embase de 30 mm de Banner fonctionnent parfaitement dans ce type d'application. Lorsqu'ils sont actionnés, leur socle lumineux passe du jaune au rouge clignotant, conformément aux réglementations en matière d'arrêt d'urgence. La proximité immédiate du bouton d'arrêt d'urgence et du bouton optique OTB permet aux opérateurs d'intervenir facilement et rapidement.
-

Amélioration de l'efficacité des lignes de production
Amélioration de l'efficacité des lignes de production
En installant des paires DX70, des colonnes lumineuses et des boîtiers de commutation, les fabricants peuvent créer un réseau de notification sans fil et communiquer dans l'usine. Les opérateurs peuvent actionner des interrupteurs pour appeler un manager sur la ligne de production, demander l'assistance d'un technicien et même un réapprovisionnement en pièces. Grâce au système de notification offert par les colonnes lumineuses, les employés, techniciens et managers n'ont plus besoin de vérifier constamment chaque ligne de production.
-

Voyant d'indication très visible dans la lumière ambiante
Voyant d'indication très visible dans la lumière ambiante
Lorsqu'une fenêtre est située directement derrière une armoire, un voyant à LED extrêmement lumineux et durable offre un système d'indication très visible pendant toute la journée. Le K50 EZ-LIGHT de Banner est parfaitement adaptée à de nombreuses applications d'indication, surtout dans les armoires car la il est très visible même pendant la journée grâce à des LED durables et écoénergétiques.
-
Surveillance d'équipement rotatif
Surveillance d'équipement rotatif
Dans certains processus de construction automobile, des plateaux rotatifs sont utilisés pour l'indexation de pièces dans divers postes de travail automatiques ou manuels. Dans de nombreux cas, il faut faire appel à des détecteurs pour vérifier que les pièces sont présentes, positionnées correctement ou traitées adéquatement avant l'indexation. Par le passé, l'utilisation de bagues collectrices pour connecter l'alimentation du détecteur et transmettre les signaux vers le système de commande s'est souvent avérée une solution onéreuse et peu fiable. Une autre solution doit être adoptée, capable de traiter davantage de signaux du détecteur tout en offrant une fiabilité accrue.
-
Protection des moules dans la fabrication des pneus
Protection des moules dans la fabrication des pneus
Les moules utilisés dans les presses à pneumatiques subissent des dommages coûteux si la presse essaie de estampiller la bande de roulement sur un pneu vert aux dimensions inadaptées. Pour diriger chaque pneu vers la presse appropriée, les capteurs de vision PresencePLUS P4 BCR 1.3 de Banner trient les pneus verts sur la base des informations du code à barres imprimé sur une étiquette apposée sur le talon du pneu. Dans cette application, les pneux verts transportés sur un convoyeur passent sous un dispositif sur lequel sont montés six capteurs de vision BCR 1.3.
-
Moins de temps d'arrêt grâce à la technologie sans fil
Moins de temps d'arrêt grâce à la technologie sans fil
Un producteur d'aciers inoxydables et d'alliages spéciaux fournit l'industrie de la fonderie en billettes, blooms et lingots. Pendant la production, des robots articulés manipulent les billettes de magnésium. Des détecteurs de proximité situés sur les effecteurs terminaux des robots communiquent les informations d'état des préhenseurs à un panneau de commande. Initialement, des câbles permettaient de connecter les détecteurs de proximité au panneau de commande. Des défis environnementaux et les mouvements du robot risquaient de compromettre l'intégrité des câbles. Les arrêts étaient fréquents et la production devait être interrompue pour permettre des réparations et des remplacements, ce qui entraînait une diminution de la productivité et une hausse des coûts.
-

Adding Run, Stop, and Bypass Capabilities on a Robotic Work Cell
Adding Run, Stop, and Bypass Capabilities on a Robotic Work Cell
Using a 2 or 3-position OS80 key operated selector switch, the operator can bring the robot to a controlled stop, enter the cell, and then quickly resume operations once work in the cell is complete.