Toutes les solutions pour l'agroalimentaire
-
![Mesure de température pour une application d'assainissement thermique [Exemple de réussite]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2013/SURE-CROSS-Flex-Power-w-RTD---Temp-Measure-in-Flour-Mill.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Mesure de température pour une application d'assainissement thermique [Exemple de réussite]
Mesure de température pour une application d'assainissement thermique [Exemple de réussite]
L'Agence américaine pour la protection de l'environnement (EPA) a établi des restrictions quant à l'utilisation de nombreux fumigants, indiquant l'existence d'un lien entre ceux-ci et l'appauvrissement de la couche d'ozone. Une grande minoterie réalise trois à quatre assainissements thermiques par an, comme solution alternative, pour éradiquer les ténébrions. La température dans la minoterie est portée jusqu'à 50 °C, et ce de façon progressive pour minimiser l'effort imposé aux équipements et au bâtiment par la dilatation thermique.
-

Détection d'éléments chauds dans les préparations alimentaires
Détection d'éléments chauds dans les préparations alimentaires
Pour vérifier qu'une plaque de cuisson est allumée, des capteurs de températures T-GAGE M18T sans contact sont dirigés vers la surface de cuisson pour contrôler si la surface est plus chaude que l'air environnant. Si le gaufrier est chaud, la pâte est versée et le processus se poursuit. S'il n'est pas suffisamment chaud, la sortie du capteur de température T-GAGE ne déclenche pas le mécanisme de libération de la pâte pour permettre au gaufrier de chauffer plus longtemps.
-

Surveillance d'un système de réfrigération avec un réseau sans fil
Surveillance d'un système de réfrigération avec un réseau sans fil
Un capteur de température à résistance détecte la température d'une chambre froide et envoie les données à un nœud SureCross FlexPower. Ce dernier transmet les données à une passerelle, qui émet une alarme à l'attention du responsable dès que la température dépasse les limites acceptables. Certifiés IP67, les nœuds FlexPower DX80 sont adaptés aux environnements difficiles et fonctionnent parfaitement dans le froid.
-

Monitoring Pressure Levels on an Industrial Refrigeration System
Monitoring Pressure Levels on an Industrial Refrigeration System
Les capteurs de pression sans fil tout-en-un de la série Performance facilitent la surveillance des niveaux de pression dans les grands systèmes complexes à partir d'un emplacement connecté au réseau.
-

Détection d'emballages alimentaires en plastique transparent dans un environnement soumis à des conditions d'hygiène strictes
Détection d'emballages alimentaires en plastique transparent dans un environnement soumis à des conditions d'hygiène strictes
Les emballages, barquettes et blisters thermoformés en plastique transparent sont utilisés pour le conditionnement d'un large éventail de produits. Les machines d'emballage doivent être en mesure de détecter le bord avant.
-

Comptage d'emballages multicolores réfléchissants sur un convoyeur
Comptage d'emballages multicolores réfléchissants sur un convoyeur
Sensor solutions to verify packaging and count on conveyor. Foil and film packaging such as tea bags, multiple colors on packaging material.
-
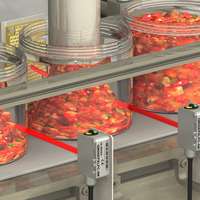
Détection de bocaux en verre transparent dans la zone de lavage des contenants de produits alimentaires
Détection de bocaux en verre transparent dans la zone de lavage des contenants de produits alimentaires
Capteurs certifiés IP69K pour détecter des bocaux en verre transparent à remplir de condiments alimentaires dans un environnement washdown haute pression et haute température soumis à des conditions sanitaires strictes.
-

Détection d'emballages réfléchissants sur un convoyeur
Détection d'emballages réfléchissants sur un convoyeur
Solutions de détection d'emballages alimentaires réfléchissants, par exemple en PET, avec vérification de leur présence sur le convoyeur, à l'aide d'une fonction de suppression d'avant-plan.
-

Contrôle de la pression de la ligne de barquettes alimentaires transparentes au niveau de la désempileuse
Contrôle de la pression de la ligne de barquettes alimentaires transparentes au niveau de la désempileuse
Utilisation d'un capteur en mode de détection d'objets transparents pour garantir un espacement suffisant des barquettes en plastique au cours du désempilage.
-
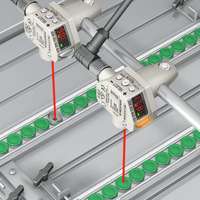
Surveillance du flux de bouteilles en plastique sur un convoyeur
Surveillance du flux de bouteilles en plastique sur un convoyeur
Ces solutions de détection sont capables de surveiller un convoyeur pour veiller à ce qu'aucune bouteille ne soit coincée, même lorsque la zone de détection est grande et que les bouteilles sont en plastique transparent.
-

Détection de barquettes transparentes à un poste de distribution et remplissage
Détection de barquettes transparentes à un poste de distribution et remplissage
Découvrez comment le Q4X détecte les barquettes transparentes à un poste de distribution et remplissage dans l'industrie alimentaire.
-

Sécurité des opérateurs d'une trancheuse à viande dans un environnement difficile
Sécurité des opérateurs d'une trancheuse à viande dans un environnement difficile
Les barrières immatérielles de sécurité installées sur une trancheuse protègent les opérateurs contre les lames tranchantes pendant le fonctionnement. L'environnement est difficile et souvent exposé à un nettoyage chimique haute pression. Le système EZ-SCREEN LS avec boîtier aseptique protège le personnel tout en évitant que l'eau et les produits chimiques n'endommagent la barrière immatérielle.
-

Sécurité d'une thermosoudeuse pour film plastique
Sécurité d'une thermosoudeuse pour film plastique
• Nombreux points de pincement à l'intérieur de la thermosoudeuse • Espace limité dans la machine • IP67 et composants étanches
-

Surveillance des portes de sécurité sur une encaisseuse
Surveillance des portes de sécurité sur une encaisseuse
Learn how SI-RF Series safety switches can be used to monitor multiple guard doors, ensuring the highest levels of safety, and making it easy to identify and resolve issues.
-

Éclairage d'une étuyeuse
Éclairage d'une étuyeuse
Les réglettes d'éclairage à LED WLS28 de Banner permettent aux opérateurs d’identifier les plats surgelés qui ne sont pas correctement placés dans leur étui et de résoudre le problème avec un temps d'arrêt minimum. Il s'agit d'une solution écoénergétique grâce à l'emploi d'une lumière blanche froide durable qui éclaire l'intérieur de l'étuyeuse. Certifiées IP69K, les réglettes d'éclairage peuvent supporter des lavages à haute pression fréquents des machines.
-

Surveillance de niveau en environnement washdown
Surveillance de niveau en environnement washdown
Les détecteurs à ultrasons U-Gage QT50U de Banner résolvent haut la main les applications les plus complexes, grâce aux ultrasons capables de rebondir sur n'importe quelle surface solide, et ce même si la consistance et le contraste varient. Le détecteur est disponible avec un transducteur enrobé de Téflon, de sorte qu'il est particulièrement résistant aux produits chimiques agressifs et convient parfaitement à l'industrie agroalimentaire et des boissons. Les détecteurs à ultrasons sont à même d'assurer une surveillance précise des cuves dotées de pompes en envoyant un signal continu pour mesurer la profondeur actuelle de la cuve.
-

Hauteur d'empilage des étuis en carton
Hauteur d'empilage des étuis en carton
L'option d'apprentissage en deux points du capteur de distance laser analogique Q4X permet d'établir des points de référence d'un magasin vide et plein. Un réglage manuel permet d'affiner la sortie. La sortie analogique fournit une mesure en temps réel de la hauteur d'empilage. Cela permet à l'étuyeuse de disposer de plusieurs points définis « d'appel de pièces » sans devoir déplacer manuellement le capteur. Capteur robuste et résistant en acier inoxydable, le Q4X convient parfaitement à de nombreux environnements industriels.
-
![Mesure de l'épaisseur constante de la pâte [Exemple de réussite]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2013/L-GAGE-LH--Cereal-Dough-Thickness-Inspection.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Mesure de l'épaisseur constante de la pâte [Exemple de réussite]
Mesure de l'épaisseur constante de la pâte [Exemple de réussite]
La pâte d'une des nombreuses marques de céréales pour petits-déjeuners de la société doit respecter 8 paramètres spécifiques pour obtenir un flocon parfait. Une pâte trop épaisse devient dure et lourde une fois cuite. Une pâte trop mince s'émiette facilement. Cela a des répercussions sur la qualité, le goût et la texture du produit fini ainsi que sur son poids et son conditionnement. Tout produit ne répondant pas aux normes de qualité strictes de la société n'est ni expédié ni vendu aux consommateurs.
-
![Mesure précise des ingrédients de boulangerie [Exemple de réussite]](/content/dam/banner-engineering/photography/general---stock-photography/valueprop/edited/wcc-migration/2015/dropbox3.jpg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Mesure précise des ingrédients de boulangerie [Exemple de réussite]
Mesure précise des ingrédients de boulangerie [Exemple de réussite]
La fabrication du pain demande créativité, précision et souci du détail. La société Wilkinson Baking Company a ajouté l'innovation technique à la recette. La boulangerie Wilkinson Bread Bakery est une ligne de fabrication du pain compacte, complètement autonome et automatisée. Cette machine unique marie parfaitement technologie et tradition pour transformer de simples ingrédients en pains frais au rythme de 40 pains par heure.
-

Surveillance des niveaux de contenu à l'intérieur d'une trémie de grande capacité
Surveillance des niveaux de contenu à l'intérieur d'une trémie de grande capacité
Banner’s LTF Series Laser Measurement Sensor features high excess gain, superior signal control and automatic adaptive laser power control. These features enable reliable detection of the chewing gum from up to 12 meters away, regardless of color or reflective surfaces inside the hopper.
-

Surveillance des niveaux de barquettes en plastique sur une désempileuse
Surveillance des niveaux de barquettes en plastique sur une désempileuse
Grâce au suivi du niveau des barquettes sur une désempileuse, vous bénéficiez d'un réapprovisionnement rapide du produit, sans incidence sur la production.
-

Surveillance du niveau des cuves
Surveillance du niveau des cuves
Using K50U ultrasonic sensors and Q45U wireless nodes paired to a DXM100 wireless controller, we can develop a wireless monitoring system for multiple tank level measurements that is easy to set up, interpret the results, and monitor locally through a cloud-based system.
-

Contrôle de tension de boucle de plastique transparent
Contrôle de tension de boucle de plastique transparent
Le capteur à ultrasons S18U surveille le contrôle de boucle sur une chaîne de conditionnement alimentaire pour détecter toute rupture ou déchirure d'un film plastique transparent. Le S18U détecte les cibles, indépendamment de leur couleur ou transparence.
-
Détection du bord avant d'emballages à bord fin et souple
Détection du bord avant d'emballages à bord fin et souple
La série LX de Banner représente une solution économique de détection du bord avant d'objets plats, par exemple les plats surgelés. Grâce leur lumière modulée, les systèmes de détection de pièces de la série LX peuvent détecter n'importe quel produit — dans n'importe quelle position — traversant le rideau lumineux.
-

Détection de petits pains réfrigérés sur un convoyeur multivoie
Détection de petits pains réfrigérés sur un convoyeur multivoie
Un emballage foncé avec plusieurs transitions de couleurs peut être difficile à détecter avec des capteurs à LED rouge normaux. Le capteur photoélectrique miniature VS8 de Banner Engineering à LED bleue fonctionne parfaitement avec des étiquettes peu réfléchissantes pour détecter les produits alimentaires réfrigérés conditionnés dans des boîtes sous pression. Les petits capteurs peuvent être installés dans des espaces confinés et fonctionnent bien dans les applications de détection à courte portée. La LED bleue est associée à une diamètre de faisceau étroit pour minimiser les effets des transitions de couleurs sur les étiquettes.
-
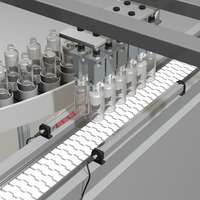
Vérification de l'orientation des bouchons
Vérification de l'orientation des bouchons
Le capteur laser Q4X de Banner, en acier inoxydable 316L, convient parfaitement aux environnements pharmaceutiques et autres espaces de remplissage aseptisés. D'une portée de détection de 25 à 300 mm, le Q4X possède un faisceau précis et peut détecter avec précision l'orientation des bouchons au moment où ils sont expulsés du distributeur vibrant. Si des bouchons sont à l'envers, le Q4X détecte la différence de hauteur et rejette le bouchon.
-

Indication de l'état d'échec/réussite du poste de contrôle pondéral
Indication de l'état d'échec/réussite du poste de contrôle pondéral
L'application avertit les opérateurs de l'état d'échec du poste de contrôle pondéral sur une chaîne de transformation alimentaire dans un environnement de lavage haute pression difficile.
-

Détection de barquettes en plastique noir à un poste de distribution et remplissage
Détection de barquettes en plastique noir à un poste de distribution et remplissage
Découvrez comment le Q4X détecte les barquettes de couleur foncée à un poste de distribution et remplissage dans l'industrie alimentaire.
-
Détection des rabats sur les plats surgelés emballés
Détection des rabats sur les plats surgelés emballés
Le capteur laser QS18LD en mode diffus balaie le dessus des boîtes pour vérifier si les rabats sont bien fermés. Ce capteur laser diffus très fiable permet de vérifier si les emballages de produits surgelés sont correctement scellés.
-

Vérification de l'exactitude de la date et du code de lot des boîtes en carton alimentaires
Vérification de l'exactitude de la date et du code de lot des boîtes en carton alimentaires
Le capteur de vision PresencePLUS P4 OMNI étanche et robuste est parfaitement adapté aux applications de contrôle de dates/codes de lot car il utilise l'inspection OCV (Optical Character Verification) pour vérifier si la date et/ou le code de lot sont imprimés de façon lisibles. Grâce à son boîtier IP68, le capteur convient parfaitement aux applications alimentaires car il peut résister aux environnements immergés et difficiles. Le capteur P4 OMNI identifie facilement la partie du carton dont il faut vérifier les dates/codes de lot en détectant le bord de la boîte. Wi
-

Inspection des codes de date/lot
Inspection des codes de date/lot
Pour vérifier l'impression correcte du code de date/lot sur chaque emballage, un capteur iVu est configuré pour une inspection de comparaison. Il capture une image du code de date/lot. Lors de l'inspection, si le capteur détecte un emballage sans code de date/lot, il envoie une sortie « mauvais » à la chaîne et le produit est rejeté.
-

Inspection d'étiquettes d'emballages alimentaires
Inspection d'étiquettes d'emballages alimentaires
Pour vérifier que chaque boîte est correcte, un capteur de vision iVu est configuré pour une inspection de type comparaison avec la fonction de rotation à 360 degrés activée. Une image de la boîte correcte est capturée et pendant l'inspection, si le capteur détecte une boîte incorrecte, il envoie une sortie d'échec à la chaîne de production et le produit est rejeté.
-

Détection de la position et de la présence de bandes de scellage
Détection de la position et de la présence de bandes de scellage
Le capteur de vision iVu TG de Banner avec inspection multipoint est une solution idéale pour détecter et déterminer la position des bandes de scellage. Dans cette application, la bande doit être placée autour du bouchon et du goulot de la bouteille. Une bande de scellage placée trop haut, trop bas ou manquante n'est pas tolérée. Grâce à l'inspection multipoint, le capteur de vision iVu TG peut détecter simultanément les bandes manquantes et mal placées.
-

Vérification de la présence d'étiquettes correctes
Vérification de la présence d'étiquettes correctes
Un capteur de vision iVu TG est parfaitement adapté aux applications de vérification d'étiquettes car il inclut quatre types d'inspection dont l'outil de comparaison. L'outil de comparaison du capteur détermine si la forme d'une étiquette correspond à une forme de référence et si elle est correctement orientée. D'une simple pression de bouton, ou à l'aide d'une entrée déportée via un API, les utilisateurs peuvent apprendre au capteur de vision iVu à reconnaître la forme de l'étiquette et à la comparer à la forme correcte, sans nécessiter de connaissances particulières en traitement d'images.
-

Inspection d'emballages alimentaires
Inspection d'emballages alimentaires
Une caméra haute résolution PresencePLUS P4 OMNI 1.3 montée au-dessus d'un convoyeur inspecte chaque boîte de 12 pralines et vérifie que chaque corolle en papier ne contient qu'une praline et que celle-ci est intacte.
-

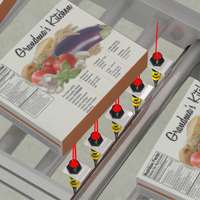
Détection de la présence d'une étiquette
Détection de la présence d'une étiquette
Dans une application d'étiquetage dans un espace confiné, le capteur WORLD-BEAM Q20 est facilement positionné pour vérifier la présence d'une étiquette avant sa pose sur le produit.
-

Inspection de la couleur des pralines
Inspection de la couleur des pralines
Une caméra PresencePLUS P4 COLOR OMNI installée au dessus d’un convoyeur inspecte chaque boîte de 12 chocolats, pour s’assurer que chaque emballage contient le bon type de praline en fonction de sa couleur. Il rejette les boîtes qui ont une praline de la mauvaise couleur dans une alvéole, dans laquelle manque un produit ou si un produit est endommagé.
-

Contrôle de l'alignement des étiquettes
Contrôle de l'alignement des étiquettes
Au fur et à mesure que les bouteilles de vinaigrette quittent le poste d’étiquetage, un capteur de vision iVu configuré pour l'outil Géométrie, inspecte l'étiquette et la compare à une image de référence préconfigurée pour déterminer si l'étiquette est présente et correctement collée.
-

Contrôle de l'absence de pralines sur une ligne de conditionnement
Contrôle de l'absence de pralines sur une ligne de conditionnement
Les capteurs de Banner sont installés au-dessus d'un convoyeur pour inspecter chaque boîte et détecter les pralines manquantes. Lorsqu'une boîte de pralines traverse le faisceau de déclenchement créé par une paire de capteurs Q12 en mode barrière, une série de capteurs QS18AF montés au-dessus de la boîte inspectent chaque alvéole pour déterminer s'il manque des pralines. Lorsqu'une boîte contenant un nombre erroné de pralines est détectée, un signal de sortie est relayé à un contrôleur principal de la ligne de conditionnement pour signaler l'échec de l'inspection.
-

Inspection de bouteilles pour vérifier la présence et la couleur correcte des bouchons
Inspection de bouteilles pour vérifier la présence et la couleur correcte des bouchons
Pour garantir le respect des normes de qualité des produits et d'une apparence conforme à la marque, la société doit inspecter chaque bouteille pour vérifier que le bouchon approprié est présent et correctement placé.
-
Détection de boîtes de différentes tailles sur un convoyeur
Détection de boîtes de différentes tailles sur un convoyeur
Le détecteur cylindrique S18-2 de Banner offre une méthode de détection fiable et économique pour ce type d'application. Sa petite taille facilite son intégration à la chaîne de fabrication et son prix concurrentiel en fait une solution idéale pour des applications nécessitant plusieurs capteurs. Grâce au faisceau rouge puissant et très visible de l'émetteur, les capteurs S18 sont faciles à aligner au cours de l'installation.
-
Détection des rabats sur les boîtes en carton dans l'industrie alimentaire
Détection des rabats sur les boîtes en carton dans l'industrie alimentaire
Le capteur laser QS18LD en mode diffus balaie le dessus des boîtes pour vérifier si les rabats sont bien fermés. Ce capteur laser diffus très fiable permet de vérifier si les emballages des produits surgelés sont correctement scellés.
-

Impression de code de lot/date déclenchée par la détection d'un carton
Impression de code de lot/date déclenchée par la détection d'un carton
Grâce à un faisceau étroit projetant un petit point lumineux, les détecteurs laser rétro-réflectifs polarisés QS18LLP offrent un contrôle précis de la position lors du déclenchement de divers dispositifs. Dans cette application, le QS18LLP est en mesure de détecter le carton brillant, sans fausse alarme, lors de son transport sur le convoyeur et d'activer l'imprimante à jet d'encre pour imprimer la date/le code de lot sur le carton. Le second détecteur déclenche le capteur P4 OMNI pour inspecter la date et/ou le code de lot et vérifier qu'il est correct et lisible.
-
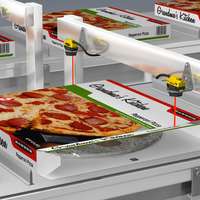
Packaging Frozen Dinners on a Cartoner
Packaging Frozen Dinners on a Cartoner
Réglettes d'éclairage de travail WLS28 : Les réglettes d'éclairage à LED sont lumineuses et durables. Elles offrent une visibilité optimale à l'opérateur qui rentre dans l'encartonneuse et se placent aisément sur la machine sans gêner l'accès. Interrupteurs de sécurité de type charnière : Les interrupteurs de sécurité de type charnière de support en acier inoxydable soutiennent les portes d'accès à la machine et arrêtent le processus si les portes sont ouvertes. Ils réduisent le risque qu'un opérateur contourne intentionnellement le dispositif de sécurité.
-
Vérification de l'exactitude des codes date/lot
Vérification de l'exactitude des codes date/lot
Le capteur de vision PresencePLUS P4 OMNI étanche et robuste est parfaitement adapté aux applications de contrôle de dates/codes de lot car il utilise l'inspection OCV (Optical Character Verification) pour vérifier si la date et/ou le code de lot sont imprimés de façon lisibles. Grâce à son boîtier IP68, le capteur convient parfaitement aux applications alimentaires car il peut résister aux environnements immergés et difficiles. Le capteur P4 OMNI identifie facilement la partie du carton dont il faut vérifier les dates/codes de lot en détectant le bord de la boîte. Wi
-

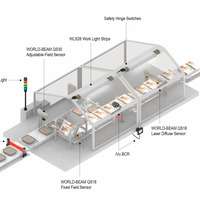
Détection dans une application de conditionnement et de convoyage de produits alimentaires
Détection dans une application de conditionnement et de convoyage de produits alimentaires
Les exigences de détection de cette application sont à la fois simples et singulières : les détecteurs doivent être placés directement au-dessus d'un arrière-plan blanc extrêmement réfléchissant et détecter des objets plus sombres, à faible contraste et de texture variable. Le détecteur avec suppression d'arrière-plan fixe EZ-BEAM T18 constitue la solution idéale. Il a un point de commutation très précis, est insensible aux variations de couleur et peut déceler la présence d'un objet situé dans une plage donnée en ignorant l'arrière-plan.
-
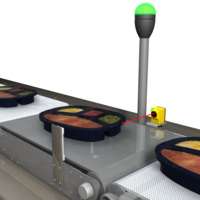
Détection et contrôle pondéral
Détection et contrôle pondéral
Le détecteur rétroréflectif EZ-BEAM Q25 convient tout particulièrement aux applications de contrôle pondéral. Il produit un faisceau de forte puissance capable de détecter avec précision un objet foncé passant sur la balance. Pour des objets clairs, un rétroréflecteur polarisé Q25 doit être utilisé. Doté d'un boîtier IP69K, le Q25 est conçu pour résister aux lavages rigoureux exigés par les applications de l'industrie alimentaire. Facile à installer, il ne nécessite aucun ajustement.
-

Comptage des emballages en carton
Comptage des emballages en carton
Le capteur laser WORLD-BEAM QS18LP de Banner compte minutieusement chaque emballage en carton transporté sur le convoyeur, garantissant le déclenchement du robot chargé de charger ces emballages dans une boîte. Avec son faisceau laser visible, le QS18LP offre un contrôle précis de la position. Il est donc parfaitement adapté à une application de comptage des emballages à courte distance. Robuste, le QS18LP est idéal pour les espaces confinés et peut être facilement installé le long d'un convoyeur pour une détection précise des objets. Grâce à des LED très lumineuses, l'état de fonctionnement est visible à 360⁰.
-
Tri de couleurs
Tri de couleurs
Le D10 trie les paquets de chewing-gum par couleur — jaune, bleu ou vert — à l'aide de deux sorties logiques. Les deux sorties du D10 Expert sont programmées comme suit : les deux sorties sont activées pour le jaune, les deux sorties sont désactivées pour le bleu et une sortie est activée et l'autre désactivée pour le vert. Le fil de sortie d'un capteur Q12 est connecté au fil d'inhibition du D10 pour garantir la désactivation des sorties en l'absence d'un paquet, et ce pour éviter que le capteur ne signale erronément la présence d'un paquet bleu.
-

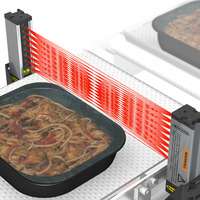
Déclenchement du contrôle pondéral de barquettes alimentaires sur un convoyeur
Déclenchement du contrôle pondéral de barquettes alimentaires sur un convoyeur
• Détection de barquettes en plastique • Environnement washdown soumis à des lavages haute pression • Dispositif facile à nettoyer
-

Surveillance de film transparent dans une thermoscelleuse
Surveillance de film transparent dans une thermoscelleuse
• Film de plastique transparent • Environnement aseptisé soumis à des lavages fréquents • Zone de détection encombrée