Todas las Soluciones Automotrice
-
![Temperature Sensor Detects Defrost Wires [Success Story]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2012/T-GAGE-Defrost-Wire-Inspection.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
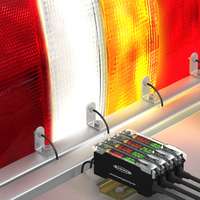
Temperature Sensor Detects Defrost Wires [Success Story]
Temperature Sensor Detects Defrost Wires [Success Story]
An automotive manufacturer was rejecting a supplier’s shipment of rear window assemblies due to faulty defroster grids. The supplier’s existing test procedure measured current draw across the entire heating system to detect an overall failure, but it could not detect the subtle impact of a single heating wire being broken. The window supplier partnered with a Michigan-based machine automation company to create a better test fixture—one that can verify each defrost wire heats to specification prior to shipping.
-

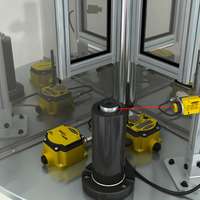
Motor Temperature Monitoring and Control with a Wireless Network
Motor Temperature Monitoring and Control with a Wireless Network
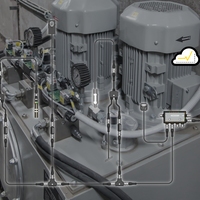
Instead of installing I/O transmission cabling, use a 10 to 30V dc powered SureCross Node and a Banner T-GAGE temperature sensor. When using host control systems, the SureCross Gateway transmits the temperature to the plant control room using a digital output related to temperature setpoints within the sensor. The motor is powered down or up based on these temperatures. When using a Gateway Pro as the wireless master device, the data ca be logged and alerts sent out to notify maintenance personnel when a motor is performing outside expected parameters.
-

Equipment Monitoring from a Supervisor's Station
Equipment Monitoring from a Supervisor's Station
• Provide at-a-glance machine status indication • Send machine status information to a wide range of devices • Alert staff and supervisors of critical conditions via text message or email
-

Restocking Assembly Stations for a Continuous Workflow
Restocking Assembly Stations for a Continuous Workflow
• Restock assembly stations before components run out without overstocking • Provide real-time communication between assemblers and the forklift operators who supply them • Monitor delivery efficiency
-

Call for Pickup from an Assembly Station to an AGV
Call for Pickup from an Assembly Station to an AGV
• Remove completed pallets from assembly stations quickly • Enable direct communication from assembly stations to AGVs • Improve process efficiency using turnaround time data to
-

Indicación de Advertencia donde las Obstrucciones Limitan la Visibilidad
Indicación de Advertencia donde las Obstrucciones Limitan la Visibilidad
Proporcionar una indicación de advertencia de alta visibilidad y minimizar el riesgo para el personal en el área de tráfico de los montacargas.
-

Remote Monitoring to Optimize Overall Equipment Effectiveness
Remote Monitoring to Optimize Overall Equipment Effectiveness
• Provide instant visual communication across a busy plant floor • Collect machine status and other data to calculate Overall Equipment Effectiveness (OEE) • Alert staff to critical conditions via text message or email
-

Environmental Monitoring inside a Machine Control Panel
Environmental Monitoring inside a Machine Control Panel
• Identify small problems before they become major issues that impact machine performance and uptime • Access environmental data from a remote location • Notify operators of critical conditions via text message or email
-
![Status Indication on Driverless Vehicles [Success Story]](/content/dam/banner-engineering/photography/general---stock-photography/stock_photo_new/AdobeStock_189577689.jpeg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Status Indication on Driverless Vehicles [Success Story]
Status Indication on Driverless Vehicles [Success Story]
The K50L domed 50 mm indicator light works well for status indication on autonomous shuttle buses. The buses operate on short distances in outdoor environments that exposed the bus technology to a variety of weather conditions. The rugged K50L indicators are rated IP67 and IP69K to withstand water ingress in the harsh environment.
-

Multicolor Indicators and Illuminated Touch Buttons Simplify Machine Panels
Multicolor Indicators and Illuminated Touch Buttons Simplify Machine Panels
S22 Pro Series touch buttons and indicators simplify control panel design and improve operator experience and performance. Pro Editor software expands the built-in display capabilities available with the S22 Pro Series, enabling custom displays.
-

Assembly Timer at Busy Work Station
Assembly Timer at Busy Work Station
K50 Pro touch buttons with IO-Link communication display takt time within workers' sightlines so that the assembly pace stays on track and meets production goals.
-
Monitor Hydraulic Power Units
Monitor Hydraulic Power Units
Easily monitor the pressure, current, oil temperature, and motor vibration/temperature of hydraulic power units and other hydraulic machinery. Snap Signal products connect sensors of various types and convert their signals to Modbus data for real-time condition monitoring.
-

Monitor Leaks in Your Critical Applications
Monitor Leaks in Your Critical Applications
Monitor leaks in your critical applications and receive real time alerts when they occur.
-

-
.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Detectar Instalación de Vidrio en Automóviles
Detectar Instalación de Vidrio en Automóviles
Soluciones de sensores para detectar la presencia de un techo corredizo en una línea de ensamblaje de automóviles donde se requieren capacidades de alcance extendido.
-
Celda de Soldadura de Carga Manual
Celda de Soldadura de Carga Manual
El sistema de cortina de luz de seguridad serie EZ-SCREEN® de Banner es una solución bien establecida para los duros requerimientos de los equipos de soldadura. Con la capacidad de conectar varios segmentos en cascada (serie Connect), configuraciones como este par horizontal/vertical se implementan fácilmente con hardware estándar (sin modelos maestro/esclavo).
-

Protección Perimetral en una Máquina Dobladora de Tubos
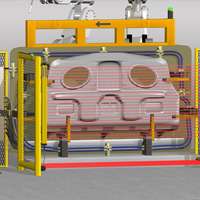
Protección Perimetral en una Máquina Dobladora de Tubos
La pantalla luminosa de la plataforma de rejilla de seguridad SGS ampliamente espaciada protege económicamente el perímetro de un área de trabajo. La malla está lo suficientemente lejos del peligro que la rodea y tiene tiempo para detenerse si una persona u objeto pasa a través de la red.
-
.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Área y Protección de Puertas en la Línea de Ensamblaje Automotriz
Área y Protección de Puertas en la Línea de Ensamblaje Automotriz
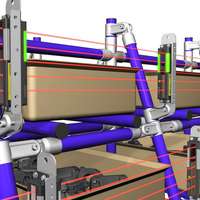
Un automóvil viaja a lo largo de un transportador hacia un área peligrosa protegida por un Sistema de Rejilla de Seguridad de la Serie SGS. A medida que el automóvil se acerca, la rejilla de SGS se silencia temporalmente para permitir que el automóvil pase sin detener el transportador. Mientras la cortina de seguridad está silenciada, existe el riesgo de que un trabajador trate de entrar en el área de peligro a través de la puerta de la barrera protectora, poniendo al trabajador en una situación peligrosa presentando la posibilidad de que sea golpeado por el coche en movimiento.
-

Product Recall
Product Recall
Recalls happen, and when they do, it is critical that manufacturers respond quickly by identifying affected products and issuing a timely recall to mitigate damages.
-

DPM Code Reading
DPM Code Reading
Direct Part Marks (DPM) are codes that are etched or printed directly onto a part's surface. Due to poor contrast, they can be extremely challenging to read.
-
![UV Barcodes for Traceability [Success Story]](/content/dam/banner-engineering/photography/general---stock-photography/valueprop/edited/wcc-migration/2015/UVBarcode_2_small.jpg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
UV Barcodes for Traceability
UV Barcodes for Traceability
Before shipping to the brand assembler, a supplier of auto visors needs to verify that Data Matrix UV barcodes have been printed on each visor’s safety label. The customer turned to Banner to read invisible 2D Data Matrix barcode and send data via Ethernet IP to a PLC for traceability/error proofing.
-
![Vision Sensor to Read QR Codes [Success Story]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2014/iVu-Plus-BCR-Label-Verification---Transmissions.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Vision Sensor to Read QR Codes
Vision Sensor to Read QR Codes
iVu Plus BCR Gen 2 with 25 mm Micro Lens replaces hand held barcode readers to collect data from dense, difficult-to-read QR codes on vehicle transmissions. A WL50S high-intensity LED spot light illuminates the target area.
-
Reading DPM Codes on Automotive Components
Reading DPM Codes on Automotive Components
Direct part mark (DPM) codes can be small, complex, and difficult to distinguish from the material they are etched into. The ABR 7000 barcode reader is available in models specifically designed to solve challenging low-contrast and DPM applications like this.
-
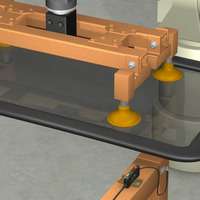
![Operator Guidance Solution [Success Story]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2013/PVD_QS30LE_OTB_K50L_Bin-Pick-for-Transmission-Plate.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Operator Guidance Solution
Operator Guidance Solution
A Henshaw customer manufactures drivetrain and powertrain systems for the automotive industry. The company had experienced productivity losses due to errors in the assembly of transmission valve bodies. Henshaw was tasked with developing a system that would reduce errors and improve the assembly process.
-
Part Pick Indication for Small Bins
Part Pick Indication for Small Bins
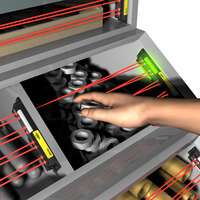
To reduce the risk of error in an assembly operation, a one-piece EZ-LIGHT PVD pick-to-light sensor with a 400 mm range is interfaced with a process controller programmed with the correct assembly sequence. The controller makes the PVDs light up in the correct order, to show the assembler which part to pick. After the PVD detects that the assembler's hand has entered and left the bin, the controller signals the PVD of the next bin in the pick sequence to light up.
-
Long Bin Pick-to-Light
Long Bin Pick-to-Light
The EZ-LIGHT PVA pick-to-light sensors provide a reliable error-proofing solution for various operation systems. The light indicate to assemblers which items to pick and in which order to pick them.
-

Multiproduct Light-Guided Assembly Station
Multiproduct Light-Guided Assembly Station
PTL110 pick-to-light devices on a multiproduct assembly station are a highly effective way to prevent errors and speed up build time. The optical sensors on PTL devices detect hands as they pass by, confirming that a pick was made.
-

Light-Guided Kit Building at Large Station
Light-Guided Kit Building at Large Station
Manual kit building at large stations can be time-consuming and subject to human error, especially if storage racks are difficult to navigate. The PTL110 series pick-to-lights are scalable for large systems and highly versatile to complete numerous tasks.
-

Quality Assurance at Multiproduct Assembly Workstations
Quality Assurance at Multiproduct Assembly Workstations
Read more to learn how the Pick-to-Light Solutions Kit improved pick sequences and ensured a high level of quality assurance at mutiproduct assembly workstations.
-
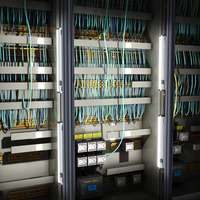
Luces LED para Gabinete de Control
Luces LED para Gabinete de Control
Un fabricante de equipo construye maquinaria de prueba y medición para la industria automotriz. Los operadores acceden a los sistemas de la máquina a través del armario de control. La intensa iluminación del armario facilita el mantenimiento y la gestión de la máquina. Múltiples luminarias fluorescentes AC han sido utilizadas para esta tarea.
-
![Distribución Superior de Luz con LEDs [Caso de Éxito]](/content/dam/banner-engineering/photography/product-photography/wlb32/hofmann_enclosure.png/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Distribución Superior de Luz con LEDs [Caso de Éxito]
Distribución Superior de Luz con LEDs [Caso de Éxito]
American Hoffmann Corporation eligió la Barra de luz LED WLB32 para iluminar las áreas de trabajo, gabinetes y armarios de control, en sustitución de equipos de iluminación fluorescente. La barra de luz LED WLB32 ofrece una distribución superior de la luz así como la facilidad de instalación, características que fueron factores clave en la decisión de la empresa.
-
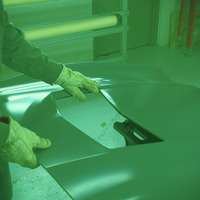
Detección de Imperfecciones Superficiales con Iluminación LED Verde
Detección de Imperfecciones Superficiales con Iluminación LED Verde
Aprenda cómo las luces de tarea LED verde aumentan la visibilidad de las imperfecciones de la superficie en los materiales de fabricación.
-

Luces LED de Alto Rendimiento Mejoran la Inspección del Control de Calidad
Luces LED de Alto Rendimiento Mejoran la Inspección del Control de Calidad
La inspección de automóviles requiere una luz constante y brillante con un resplandor mínimo para inspeccionar las partes de automóviles. Una iluminación adecuada puede mejorar la productividad de los trabajadores y reducir la fatiga ocular.
-

Iluminación LED de Alta Calidad para la Iluminación del Transportador
Iluminación LED de Alta Calidad para la Iluminación del Transportador
Encontrar solución de iluminación muy brillante de ultra alta intensidad, para la fabricación puede ser difícil. Puesto que se requieren múltiples luces para iluminar adecuadamente las áreas en un transportador, se necesita una opción de montaje sencillo para conectar todas las luces juntas.
-

Paint Tunnel Inspection in Motor Vehicle Manufacturing
Paint Tunnel Inspection in Motor Vehicle Manufacturing
Banner’s WLB72 Inspection is a very bright LED luminaire that features an even light output for a no glare glow. This LED light bar uses advanced LED technology to provide a high-quality and maintenance free industrial lighting solution. The unique lensing provides a dark-to-light-to-dark transition on a vehicle surface suitable for detailed inspection tasks.
-

Assembly Timer Indication at Automotive Assembly Station
Assembly Timer Indication at Automotive Assembly Station
In automotive manufacturing, maximizing efficiency is crucial in order to meet production goals. Delays at assembly stations can hold up processes later down the line, leading to costly wasted time and missed production targets. The TL50 Pro tower light helps assemblers meet expected cycle times and support overall takt time requirements.
-

Dual Output Status Indication
Dual Output Status Indication
The S15L Series In-Line Sensor Status Indicator is a two color indicator light that indicates power and output status. Its inline connection, over-molded design and bright indication create a cost-effective solution that can be applied to most 4- or 5-pin devices with an output.
-
![Inspeccionando Pequeños Conectores [Caso de Éxito]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2014/LE550-Vehicle-Seat-Weight-Sensor-Connector.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Inspeccionando Pequeños Conectores [Caso de Éxito]
Inspeccionando Pequeños Conectores [Caso de Éxito]
Una empresa de suministros automotrices fabrica una amplia gama de sistemas para vehículos. Sus sistemas de asientos combinan estructura y diseño con características que mejoran la comodidad y la seguridad. Los sensores de peso instalados en la parte inferior de los asientos trabajan en coordinación con los sistemas de seguridad del vehículo para determinar el tamaño y la posición del ocupante del asiento. Estos factores afectan cómo o si las bolsas de aire se desplegarán en caso de accidente.
-

Medición del Grosor de Hoja de Metal
Medición del Grosor de Hoja de Metal
El sensor de desplazamiento láser LH es una solución perfecta porque tiene una alta precisión y mide el espesor con una resolución de micrones. El sensor LH Serie L-GAGE también puede mirar constantemente objetos oscuros en estos niveles. El CMOS receptor del LH esta dividido en un arreglo lineal de 1024 pixeles y es capaz de sacar resoluciones a nivel micrométrico que van de 1-10 micras, lo que le da la capacidad para medir el espesor de la hoja de metal con rapidez y precisión.
-

Sensores para Medir Rango de Movimiento
Sensores para Medir Rango de Movimiento
Durante el montaje, se realizan inspecciones para medir el ajuste de la altura del asiento, el movimiento hacia delante y hacia atrás, y el movimiento vertical y reclinable. Para cada inspección se utilizan dos sensores. Los sensores se despliegan en la línea transportadora para asegurar un fácil acceso y el libre movimiento de los asientos. En su máximo rango durante la inspección, un asiento puede estar hasta un metro de distancia de los sensores.
-

Medición Precisa de la Desviación del Cigüeñal
Medición Precisa de la Desviación del Cigüeñal
Las mediciones de desviación del cigüeñal deben ser monitoreadas continuamente para asegurar que cumplan con los requisitos de tolerancia. Aprenda cómo los sensores de medición láser de la serie LM resuelven esta difícil aplicación.
-
![Una Run Bar Proporciona Guía del Proceso para el Operador [Caso de éxito]](/content/dam/banner-engineering/photography/general---stock-photography/valueprop/edited/wcc-migration/2015/IMAG0198_edited.jpg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Run Bar Provides Operator Guidance
Run Bar Provides Operator Guidance
Un fabricante líder de máquinas construye estaciones de trabajo diseñadas para el montaje preciso, oportuno y rentable de baterías. Un componente de valor agregado en las estaciones de trabajo es un dispositivo de guía del operador que realiza tres tareas: permite a los procesos de montaje iniciar y detener, indica las piezas que se recogen y se instalan así como detener por completo la operación de línea si se producen situaciones de emergencia. Cuando resultó demasiado costoso para el OEM construir y montar estos dispositivos, se acercaron con Banner para elaborar una solución personalizada en un sólo paquete. Para cumplir con los requisitos de tiempo en la línea de su cliente— un importante proveedor de segundo nivel de baterías— el OEM necesita la solución en ocho días
-

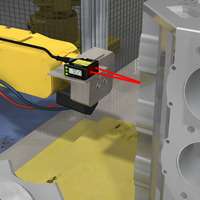
Posicionamiento del Bloque del Motor
Posicionamiento del Bloque del Motor
El Sensor de Desplazamiento Láser LH de la serie L-GAGE de Banner es ideal para aplicaciones donde es crucial el posicionamiento exacto de una parte. El sensor LH L-GAGE detecta constantemente objetivos oscuros con resoluciones de micras. Sensor de desplazamiento láser de Banner es extremadamente exacto para aplicaciones de posicionamiento preciso, incluyendo posicionamiento de un bloque de motor. El sensor puede tomar medidas en prácticamente cualquier superficie, tales como hierro fundido o aleaciones de aluminio, que a menudo se utilizan para la fabricación de bloques de motor.
-

Verificación de Retiro de Parte en el Ensamble Automotriz
Verificación de Retiro de Parte en el Ensamble Automotriz
En una planta de ensamble automotriz, se usan pernos para fijar algunas partes de forma temporal. Para asegurarse de que se quitan los pernos, la estación de inspección incluye un contenedor para depositarlos que está equipado con un sensor EZ-LIGHT pick to light.
-

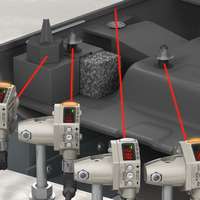
Detección de Empaque de Hule en Bloque de Motor
Detección de Empaque de Hule en Bloque de Motor
El Sensor Láser Q4X de Banner es versátil e ideal para detección de presencia/ausencia incluso, en aplicaciones exigentes con pequeños cambios de altura como identificar la presencia de un objeto pequeño obscuro sobre una parte metálica brillante. Los empaques deben estar presentes en el bloque de motor de aluminio fundido, y si el Q4X detecta una ligera diferencia de altura, incluso tan pequeña como 1 mm, enviará una señal para alertar a los operadores un empaque no está presente o que multiples empaques están presentes. El Q4X también puede detectar dos empaques de hule con su función de ventana mientras se encuentre en modo de supresión de primer plano.
-

Detectando una Línea de Adhesivo en el Panel de una Puerta de Vehículo
Detectando una Línea de Adhesivo en el Panel de una Puerta de Vehículo
Una cámara inteligente de la Serie VE, configurada para utilizar la herramienta bead, inspecciona en cada panel de la puerta la presencia y consistencia del adhesivo. La cámara tiene un amplio campo de visión y un procesador de imágenes de 2 MP capaz de detectar incluso ligeras inconsistencias en la cantidad de adhesivo aplicado.
-
Detección de Partes Negras en el Panel Negro de una Puerta
Detección de Partes Negras en el Panel Negro de una Puerta
El sensor de triangulación Q4X de Banner resuelve problemas y detecta fácilmente objetivos oscuros sobre fondos oscuros cuando hay una diferencia de altura. El Q4X proporciona una solución confiable de detección con mejor exceso de ganancia y evalúa pasa/no pasa basado en la distancia en lugar del color o reflectividad.
-

Múltiples Puntos de Inspección en Piezas Metálicas Estampadas
Múltiples Puntos de Inspección en Piezas Metálicas Estampadas
Para verificar que existe el número esperado de agujeros en una pequeña pieza de metal, el sensor de imágenes iVu Plus TG con Inspecciones Multipunto se puede configurar para varias regiones de interés (ROIs) y cerciorarse de que existen agujeros y se perforaron en el lugar correcto. Cuando está lista para inspección, el iVu escanea múltiples puntos de la pieza estampada para verificar la presencia o ausencia de una característica o características de interés.
-
Detección de Roscas en Barreno
Detección de Roscas en Barreno
Para los sensores convencionales a menudo puede ser difícil para detectar la presencia de roscas. El sensor WORLD-BEAM QS30 con estrecho láser puede detectar si hay rosca en un barreno en el distribuidor a una distancia de hasta 800 mm.
-

Inspección de Orificios Perforados
Inspección de Orificios Perforados
Esta aplicación utiliza un sensor de visión de la Serie iVu configurado con una Inspección de Área. Cuando se perforan los orificios, el sensor evalúa que todos los agujeros estén presentes y sean del tamaño correcto. Si alguno no cumple con estas características, el sensor envía una señal de error a la línea donde se rechaza la pieza.
-
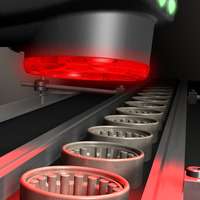
Inspección de Rodamientos
Inspección de Rodamientos
La solución implica el uso de un sensor de la serie iVu configurado para una inspección Match para asegurar que todos los rodamientos estén presentes para cada componente que incluye el conjunto de rodamientos. Si el sensor detecta la falta de uno o varios rodamientos, envía un error de salida a la línea, y el componente es rechazado.
-
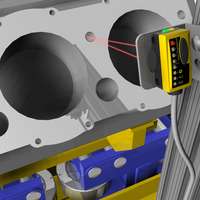
Detección de Parte Presente en un Bloque de Motor
Detección de Parte Presente en un Bloque de Motor
El sensor láser LE550 de Banner es ideal para procesos de verificación de parte presente. Es confiable y extremadamente preciso para la verificación de parte presente de piezas pequeñas a largas distancias. El sensor LE550 mide desde 3 mm de espesor, usando la salida digital, asegurándose que el clip de retención está presente y el bloque del motor está en el lugar correcto.
-

Inspección Automotriz de Punta de Soldadura
Inspección Automotriz de Punta de Soldadura
El sensor de color R55F de alta resolución comprueba si las puntas de un soldador están dentro de las especificaciones, así también como la pieza que se fabrica. En este ambiente severo, el sensor de color de contraste utiliza fibras de vidrio, para mayor durabilidad y resistencia al calor.
-

Verificación de Presencia de Parte
Verificación de Presencia de Parte
El sensor WORLD-BEAM QS18 con supresión de fondo ajustable en campo es una excelente opción para esta aplicación de presencia de partes, que requieren una distancia de tres pulgadas de exploración. Con la combinación de alta ganancia, precisa supresión de fondo y un haz visible de luz roja asegura la longevidad de este sensor en ambientes hostiles.
-
Inspección de Largo Alcance en Ensamble Automotriz
Inspección de Largo Alcance en Ensamble Automotriz
Conforme avanza un vehículo en una línea de ensamblaje automotriz, un sensor láser LT7 L-GAGE de tiempo de vuelo se dirige hacía dentro del techo solar para comprobar que el asiento se ha instalado y está en la posición correcta. Disponible en modelos retro reflectivos con dos salidas discretas (PNP) para rangos extremadamente largos de hasta 250 m, haciéndolo un sensor versátil en la industria automotriz.
-

Inspección Automotriz de Soldadura de Tuerca
Inspección Automotriz de Soldadura de Tuerca
Después de que un robot inserta varias tuercas para soldar en un componente automotriz, un trabajador pone la parte en una estación de inspección equipada con dos sensores de visión PresencePLUS P4 OMNI. Las tuercas para soldar insertadas incorrectamente podrían faltar, estar boca abajo, o inclinadas hacia un lado. El PresencePLUS P4 OMNI inspecciona para ver que las tuercas de soldar estén presentes, orientadas correctamente y no se inclinen. La cámara de visión compensa el movimiento de parte a parte y puede inspeccionar a larga distancia.
-

Inspección de Cajas de Fusibles Automotrices
Inspección de Cajas de Fusibles Automotrices
Un sensor de visión PresencePLUS COLOR Pro inspecciona los fusibles con código de color en una caja de fusibles para verificar que cada fusible está en la ubicación correcta.
-

Inspección de Ductos de Automóviles
Inspección de Ductos de Automóviles
Después de una prueba de vacío en un ducto automotriz, un soporte móvil transporta a la cámara PresencePLUS Pro colocándola encima de la porción abierta del ducto. Ésta verifica que el sensor de temperatura se encuentra todavía en su lugar y no está dañado.
-
Detección de Escasa Inyección de Plástico
Detección de Escasa Inyección de Plástico
Una PresencePLUS P4 OMNI 1.3 de alta resolución montada sobre una línea de producción inspecciona componentes para volantes después de que son moldeados. La P4 OMNI busca áreas con demasiado o poco material.
-

Inspección de Color en Manijas Automotrices
Inspección de Color en Manijas Automotrices
Un sensor de visión PresencePLUS P4 COLOR OMNI detecta manijas interiores que son del color incorrecto durante el montaje de vehículos. Una luz sobre el eje, unida con soportes especializados, ofrece una iluminación difusa para reducir el deslumbramiento.
-
![Estándar de Cero Defectos en Bobinadora Industrial [Caso de Éxito]](/content/dam/banner-engineering/photography/general---stock-photography/valueprop/edited/wcc-migration/2015/Fotolia_51604759_M.jpg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Estándar de Cero Defectos en Bobinadora Industrial [Caso de Éxito]
Estándar de Cero Defectos en Bobinadora Industrial [Caso de Éxito]
Un exitoso fabricante especialista en hilos industriales hace productos de fibra de vidrio e hilo de cristal para aplicaciones en la industria automotriz, aeroespacial, militar y compuesto de materiales. Para ayudar a mantener sus altos estándares y minimizar costos de retorno de producto, estableció una meta de cero defectos en el producto. Para cumplir este objetivo, la empresa necesitaba un sistema automatizado de inspección de hilo.
-

Inspección del Color de la Pieza en el Panel de la Puerta de un Vehículo
Inspección del Color de la Pieza en el Panel de la Puerta de un Vehículo
Un sensor de color iVu identifica los valores RGB de piezas de adornos individuales en los paneles de las puertas del vehículo y comunica esta información a través de una conexión Ethernet industrial a un PLC.
-

Inspección de Asientos Automotrices
Inspección de Asientos Automotrices
El Q5X verifica la presencia de componentes oscuros sobre un fondo oscuro, así como asientos de vehículos y componentes de diferentes colores.
-

Verificación de las Hojas de Metal en una Prensa de Estampado
Verificación de las Hojas de Metal en una Prensa de Estampado
El sensor Q5X verifica la presencia y posición de los objetivos reflectantes en un entorno hostil.
-

Reliably Detect Adhesive Tape on Pouch Batteries
Reliably Detect Adhesive Tape on Pouch Batteries
When manufacturing pouch batteries for electric vehicles, adhesive tape material is used to complete the outer film packaging. The tape’s presence must be confirmed with optical-based sensors for quality assurance purposes. Keep reading to learn how the QCM50 color sensor solves this application.
-
![Sistema de Orientación para Estacionamiento en Centro Comercial Indica Espacios Disponibles [Caso de Éxito]](/content/dam/banner-engineering/photography/general---stock-photography/valueprop/edited/wcc-migration/2015/kiosks_alt.jpg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Sistema de Orientación para Estacionamiento en Centro Comercial Indica Espacios Disponibles [Caso de Éxito]
Sistema de Orientación para Estacionamiento en Centro Comercial Indica Espacios Disponibles [Caso de Éxito]
Un gran centro comercial minorista, por medio de sensores inalámbricos, redujo la congestión de vehículos, la irritación de los clientes y la retirada de clientes.
-

Electric Vehicle Detection at Charging Stations
Electric Vehicle Detection at Charging Stations
Banner Engineering’s K50R radar sensor offers an ideal solution for electric vehicle detection at recharge stations. When cars park at a charging station, the radar sensor immediately detects the vehicle’s presence. If separate monitoring indicates that the car is not plugged into the charge station, a signal is sent to a central location, alerting authorities to ticket or remove the vehicle if necessary.
-

Bank Drive-Thru Automobile Detection
Bank Drive-Thru Automobile Detection
Banner Engineering's K50R short-range radar sensor can be used to detect vehicles at bank teller drive-thru windows. It is designed to operate in any outdoor weather conditions.
-

Detecting Parking Spot Availability
Detecting Parking Spot Availability
Banner Engineering's weather-resistant K50R short-range radar sensors can be placed above parking spaces in a large, multi-level parking structure to monitor parking availability and help drivers to find open parking spaces more easily.
-
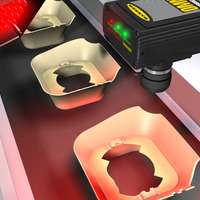
![Detección de Piezas Expulsadas de una Prensa Troquel [Caso de Éxito]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2012/PVD-Part-Out.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Detección de Piezas Expulsadas de una Prensa Troquel [Caso de Éxito]
Detección de Piezas Expulsadas de una Prensa Troquel [Caso de Éxito]
En instalaciones del fabricante, los operadores manualmente insertan y retiran las piezas de metal de la prensa troquel. Cuando se hayan completado, las piezas se envían en un recipiente a través de un conducto de metal. Con el fin de prevenir atascos en el troquel (con duplicado de piezas en la prensa a la vez) el cliente necesita un sensor que pueda detectar varias partes en el conducto y enviar una señal al sistema de control, indicando que la prensa es libre y permita al operador realizar otro movimiento. La solución necesitaba ser instalada sin ranuras de corte en los lados del conducto o sensores de montaje en el extremo del conducto, lo que podría crear puntos de atascos para las piezas que pasaran.
-
![Communication in a Busy Manufacturing Site [Success Story]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2014/K50-Touch-and-TL50---Industrial-Oven_For-Andrew.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Communication in a Busy Manufacturing Site [Success Story]
Communication in a Busy Manufacturing Site [Success Story]
A medida que más componentes pasan a través del horno, mantener el ritmo del flujo de artículos que serán descargados se vuelve más difícil. Los atascos en el área de clasificación genera acumulación Los artículos pueden ser fácilmente mal dirigidos o incluso dañados. Una pausa en el flujo de piezas permite al operador que descarga corregir errores y despejar la estación de recolección. Sin embargo, la distancia entre las áreas de descarga y carga así como lo ajetreado de la planta y el ruido de la maquinaria complican la comunicación entre operarios.
-
Verificación de Polarizado de Ventana
Verificación de Polarizado de Ventana
El sensor receptor de luz DF-G1 de Banner distingue entre ventanas con o sin tinte basado en cuanta luz pasa a través del vidrio. El dispositivo autónomo DF-G1 tiene un simple botón pulsador de configuración para facilitar el ajuste a lo largo de la cinta transportadora. Una pantalla intuitiva le permite al usuario una retroalimentación inmediata del sensor.
-
Receptor de Luz para Detectar Amplio Espectro de Luz
Receptor de Luz para Detectar Amplio Espectro de Luz
La fibra óptica DF-G1 receptor de luz de Banner es un producto único y rentable que está diseñado para ser colocado directamente en equipos de prueba para asegurar que las luces funcionen correctamente. Con la misma pantalla dual intuitiva y la interfaz de programación como otros modelos DF-G1, el receptor de luz puede ser integrado e interconectado con sistemas de control, ensamble y prueba de equipo para inspecciones de piezas buenas/malas.
-

Botón Óptico Táctil (OTB) y Paro de Emergencia en Estación de Trabajo
Botón Óptico Táctil (OTB) y Paro de Emergencia en Estación de Trabajo
Con el todo-en-uno, el botón pulsador de paro de emergencia combinado con un OTB ofrece una estación de trabajo simplificada para las líneas que no requieren cableado o gabinetes adicionales. Botones de Paro de Emergencia de Banner con montaje de 30 mm funcionan bien en este tipo de aplicación. Su base iluminada cambia de color amarillo a rojo intermitente cuando se acciona, haciendo que cumplan con los requisitos de paro de emergencia. La proximidad del botón de paro de emergencia al OTB significa que los trabajadores pueden accionar de forma rápida y fácil
-

Aumentar la Eficiencia en la Línea de Producción
Aumentar la Eficiencia en la Línea de Producción
Mediante la instalación de un par de DX70, torretas de luz y cajas de interruptor, los fabricantes pueden crear una red inalámbrica de notificación para comunicarse a través de la fábrica. Los operadores pueden accionar los interruptores para llamar a un gerente a la línea de producción, llamar a algún técnico, o incluso solicitar partes o suministros. Usando el sistema de notificación de la torreta de luz, se reduce la necesidad de técnicos o directivos a controlar constantemente en cada línea de producción.
-

Indicación Luminosa en Luz Ambiental
Indicación Luminosa en Luz Ambiental
Cuando una ventana está situada directamente detrás de un gabinete, un indicador LED extremadamente visible y durable puede ser utilizado para brindar indicación altamente visible durante el día. El indicador EZ-LIGHT K50 de Banner Engineering es perfecto para muchas aplicaciones de indicación de estado, especialmente en este gabinete debido a que el faro es altamente visible incluso durante el día y es extremadamente durable con un LED que ahorra energía.
-
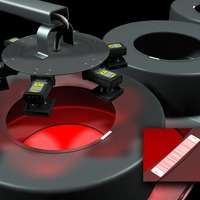
Monitoreo de Equipos Rotativos
Monitoreo de Equipos Rotativos
En un gran número de procesos de fabricación de automóviles, se utilizan mesas giratorias para canalizar piezas hacia diversas estaciones de trabajo automáticas y manuales. En muchos casos, es necesario utilizar sensores para verificar que las partes están presentes, adecuadamente colocadas, o correctamente procesadas antes de la canalización Históricamente, la solución del uso de anillos de deslizamiento para permitir la alimentación del sensor e indicadores requiere ser cableada al sistema de control y a menudo ha demostrado ser costosa y poco confiable. Es necesaria una solución alternativa que permita que a más sensores indicadores procesar al tiempo que aumenta la confiabilidad.
-
Protección de Troqueles en la Fabricación de Neumáticos
Protección de Troqueles en la Fabricación de Neumáticos
Los troqueles en las prensas de neumáticos sufren daños costosos si la prensa trata de estampar una llanta sin estampe, o verde, del tamaño incorrecto. Para dirigir cada neumático a la prensa correcta, el sensor de visión PresencePLUS P4 BCR 1.3 de Banner organiza los neumáticos verdes con base en la información de identificación contenida en el código de barras impreso en una etiqueta sobre el neumático. En esta aplicación, los neumáticos verdes que viajan sobren una cinta transportadora pasan por debajo de una estructura en la que seis sensores de visión BCR 1.3 están montados.
-
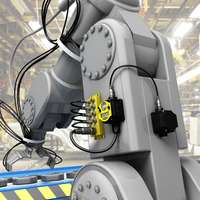
Red Inalámbrica Reduce Tiempo Muerto
Red Inalámbrica Reduce Tiempo Muerto
Un productor de acero inoxidable y aleaciones especiales suministra molduras, floraciones y lingotes a la industria de la fundición de metales. Durante la producción, se utilizan robots articulados para manejar lingotes de magnesio. Interruptores de proximidad situados en los efectores finales de los robots comunican información del estado de las pinzas a un panel de control. Los cables de los robots habían sido utilizados para conectar los interruptores de proximidad con el panel de control. Los problemas ambientales y el movimiento del robot comprometen la integridad de los cables. Las roturas en los cables eran bastante frecuentes y la producción tuvo que interrumpirse para reparación y reemplazo, elevando los costos y reduciendo la productividad.
-

Adding Run, Stop, and Bypass Capabilities on a Robotic Work Cell
Adding Run, Stop, and Bypass Capabilities on a Robotic Work Cell
Using a 2 or 3-position OS80 key operated selector switch, the operator can bring the robot to a controlled stop, enter the cell, and then quickly resume operations once work in the cell is complete.