
Sensores Fotoeléctricos
Los sensores fotoeléctricos emiten un haz de luz que detecta la presencia o ausencia de elementos y equipos o cambios en las condiciones de la superficie.
| Series Image | Series Name | Opposed Range (m) | Non-polarized Retroreflective Range (m) | Polarized Retroreflective Range (m) | Laser Polarized Retroreflective Range (m) | Diffuse Range (mm) | Fixed-Field Range (mm) | Adjustable-Field Range (mm) | Type of Emitter | Housing Material | IP Rating | Response Time (μs) | Operating Temperature | IO-Link | Clear Object Detection |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
 |
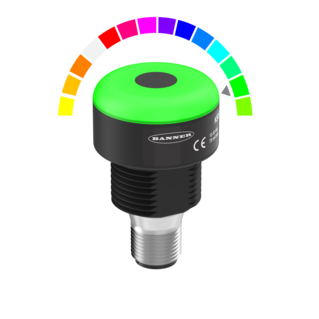
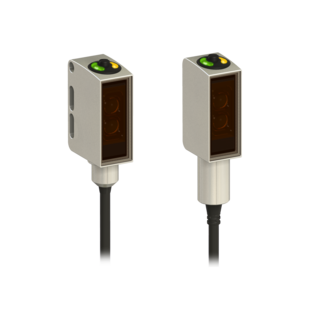
QS18 | 20 | 6.5 | 3.5 | 10 | 600 | 200 | 350 | LED and Laser | Plastic | IP67 | 600–800 | -20 to +70 °C | ✅ YES | ✅ YES |
 |
Q20-2 | — | — | 5 | — | — | — | 3000 | LED and Laser | Plastic | IP67 | 600 | -25 to +70 °C | ✅ YES | ✅ YES |
 |
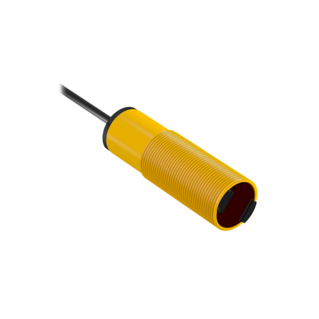
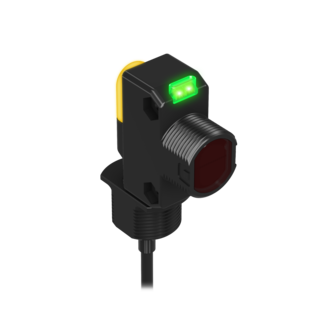
Q20 | 20 | 6 | 4 | — | 1500 | 150 | 400 | LED | Plastic | IP67 | 850–1000 | -20 to +60 °C | ✅ YES | 🚫 NO |
 |
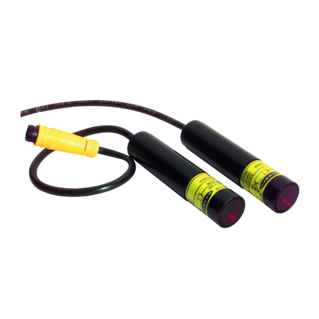
QS30 | 60 | 12 | 8 | 18 | 1400 | 600 | 600 | LED and Laser | Plastic | IP67 | 2000–5000 | -20 to +70 °C | 🚫 NO | ✅ YES |
 |
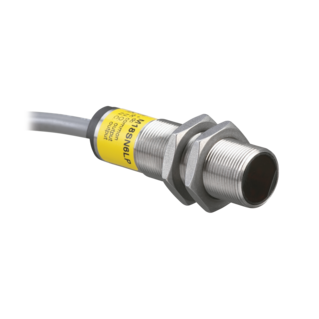
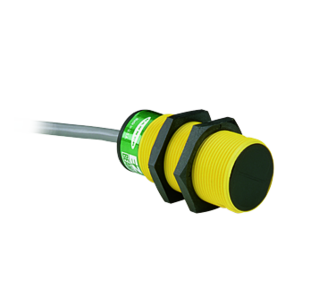
T18-2 | 25 | — | 6 | — | 750 | 200 | — | LED | Plastic | IP67, IP68, IP69K | 1500–2000 | -40 to +70 °C | 🚫 NO | 🚫 NO |
 |
Q3X | — | — | — | — | 300 | 200 | — | Laser | Metal | IP67, IP68, IP69K | 250 | -10 to +50 °C | 🚫 NO | 🚫 NO |
 |
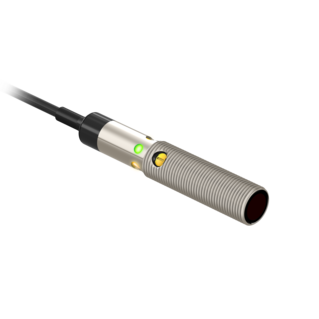
Q2X | 3 | — | 3.3 | — | — | 50 | 3000 | LED and Laser | Plastic | IP67 | 600–100,000 | -25 to +50 °C | ✅ YES | ✅ YES |
The Sensor Selection Guide briefly explains Banner's array of sensing technologies, and helpful flowcharts make it easy to find the right sensor for any application.






































Aplicaciones Fotoeléctricas
-
Dark Wafer Presence Detection
-
Accurate Positioning in Medical & Scientific Laboratories
-
Streamline Labeling Process with a Fixed-Field Sensor
-

Preventing Jams in Airport Baggage Retrieval Systems
-

Status Indication on Airport Conveyor
-

Positioning Pallets for Unloading by Robot Arms
-

Illuminated Forklift Guidance
-

Jam Detection on a Conveyor with Only AC Power
-
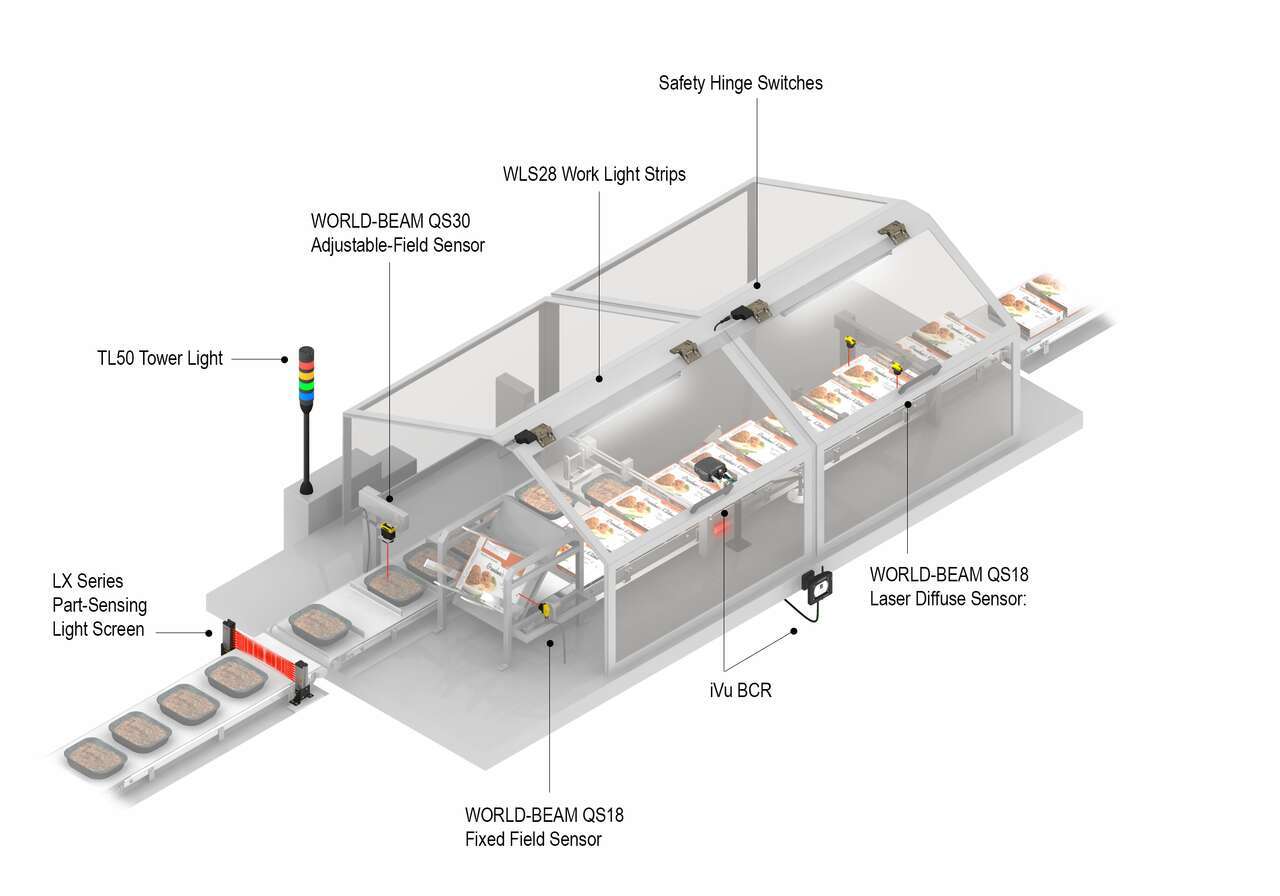
![Operator Guidance Solution [Success Story]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2013/PVD_QS30LE_OTB_K50L_Bin-Pick-for-Transmission-Plate.psd/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
Operator Guidance Solution
-
![Detección consistente de botellas de plástico transparentes a lo largo de una cinta transportadora [Caso de Éxito]](/content/dam/banner-engineering/photography/general---stock-photography/stock_photo_new/bigstock-Bottle-Industry-30664220.jpg/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
Consistent Detection of Transparent Plastic Bottles Along a Conveyor Machine
-
![Etiquetado Termo Encogido a Altas Velocidades [Caso de Éxito]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2013/QS18VN6LLPQ5-Shrink-Sleeve-Bottle-Labeling.psd/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
Etiquetado Termo Encogido a Altas Velocidades [Caso de Éxito]
-
![Sensor de LED Azul Detecta Botellas Color Ámbar [Caso de Éxito]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2010/QS18LV-Solid-Dose-Pkng---Perscription-Vial-Detect.psd/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
Sensor de LED Azul Detecta Botellas Color Ámbar [Caso de Éxito]
-
Detección de Nivel de Llenado de Botella
-

Monitoreo de Niveles de Bandeja de Plástico en una Máquina de Denester
-

Verificación de Nivel de Llenado Sin Contacto
-
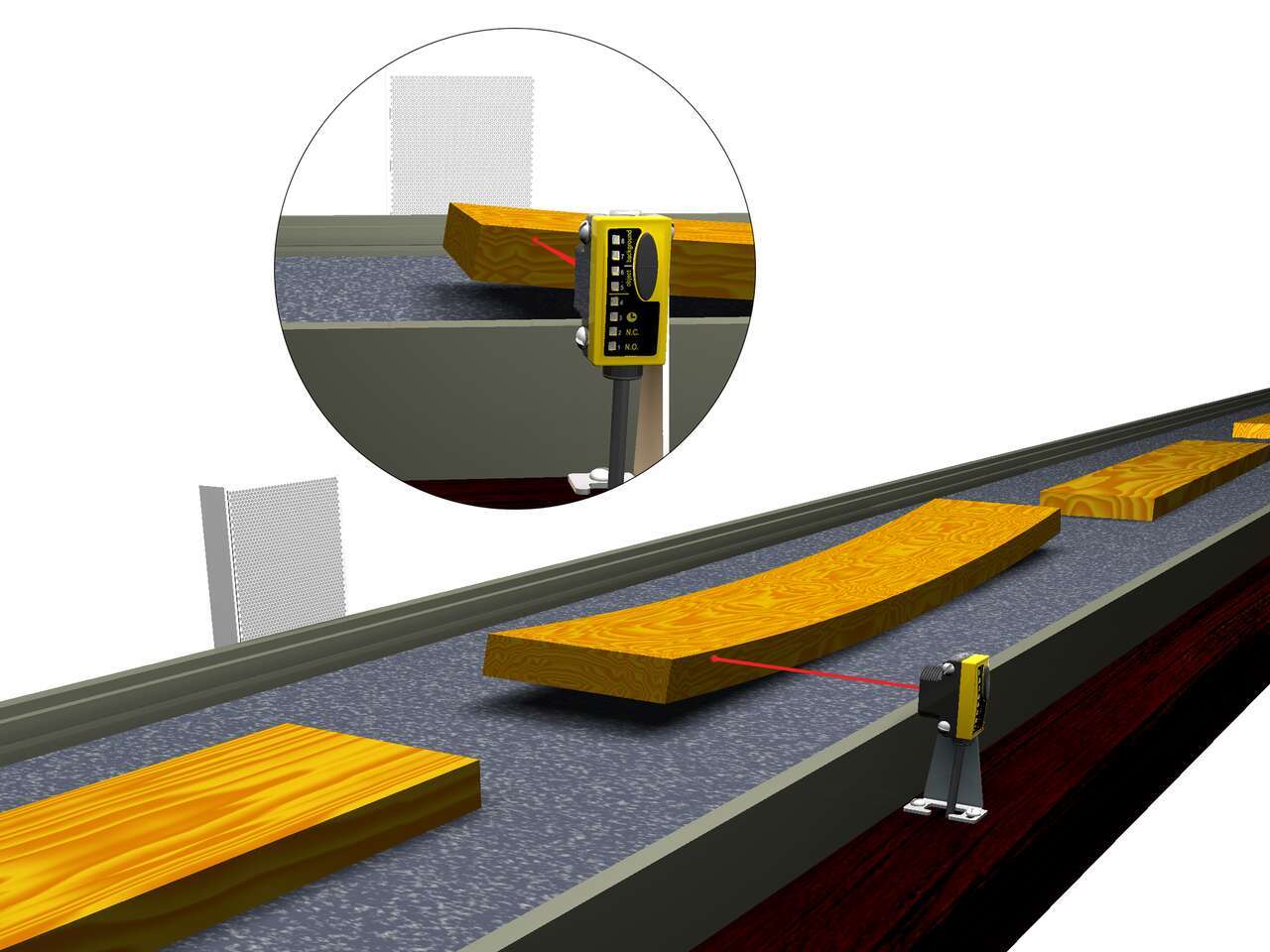
Board Warp Detection with a QS30
-
Clasificación por Color
-

Detección de Atascos en un Transportador
-
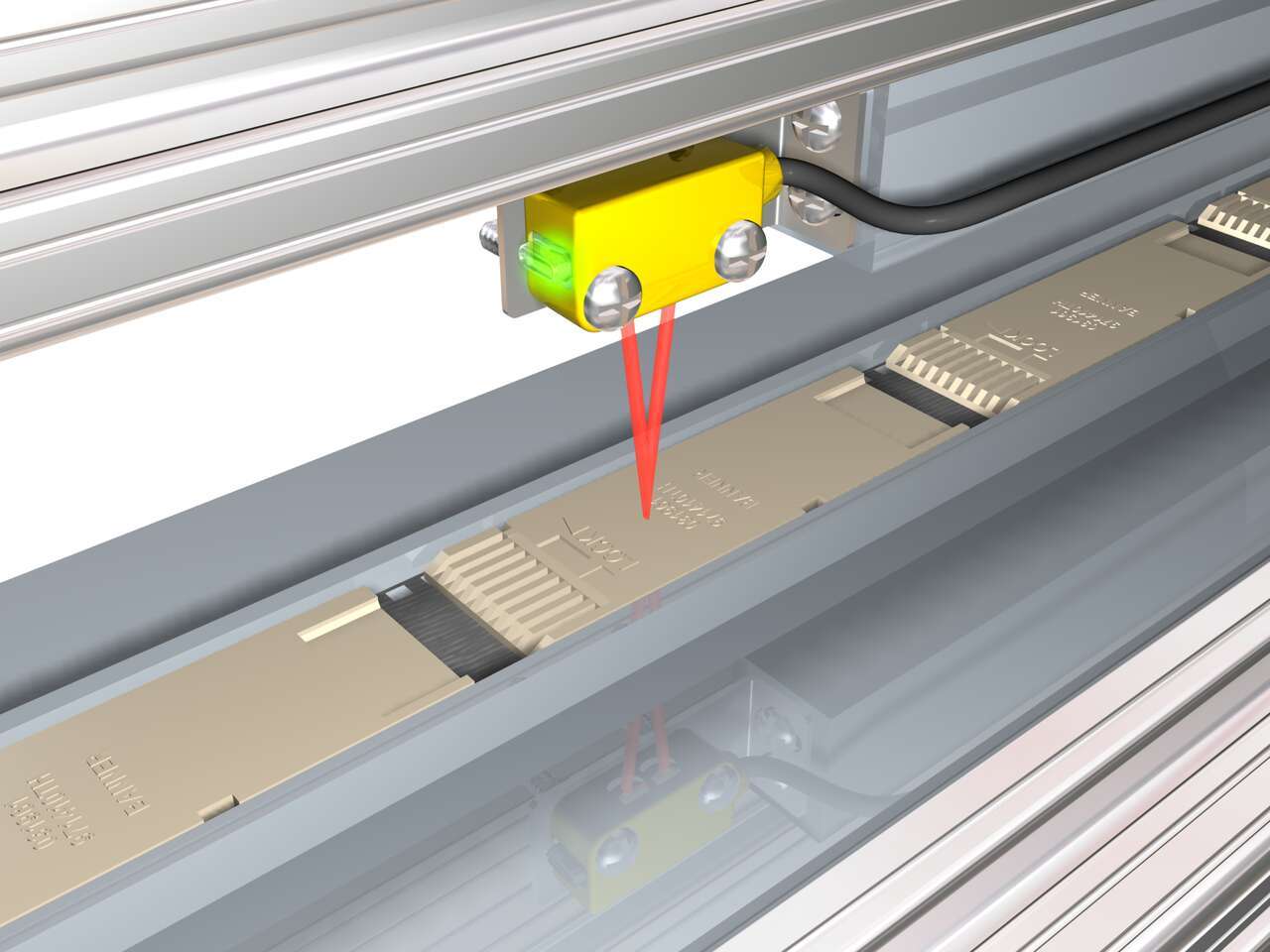
Contando Tarjetas de Memoria
-

Detección de Paquetes de Diferente Tamaño en un Transportador
-

Detección de Objetos en un Transportador de AC
-

Transportador de Alcance Extendido
-

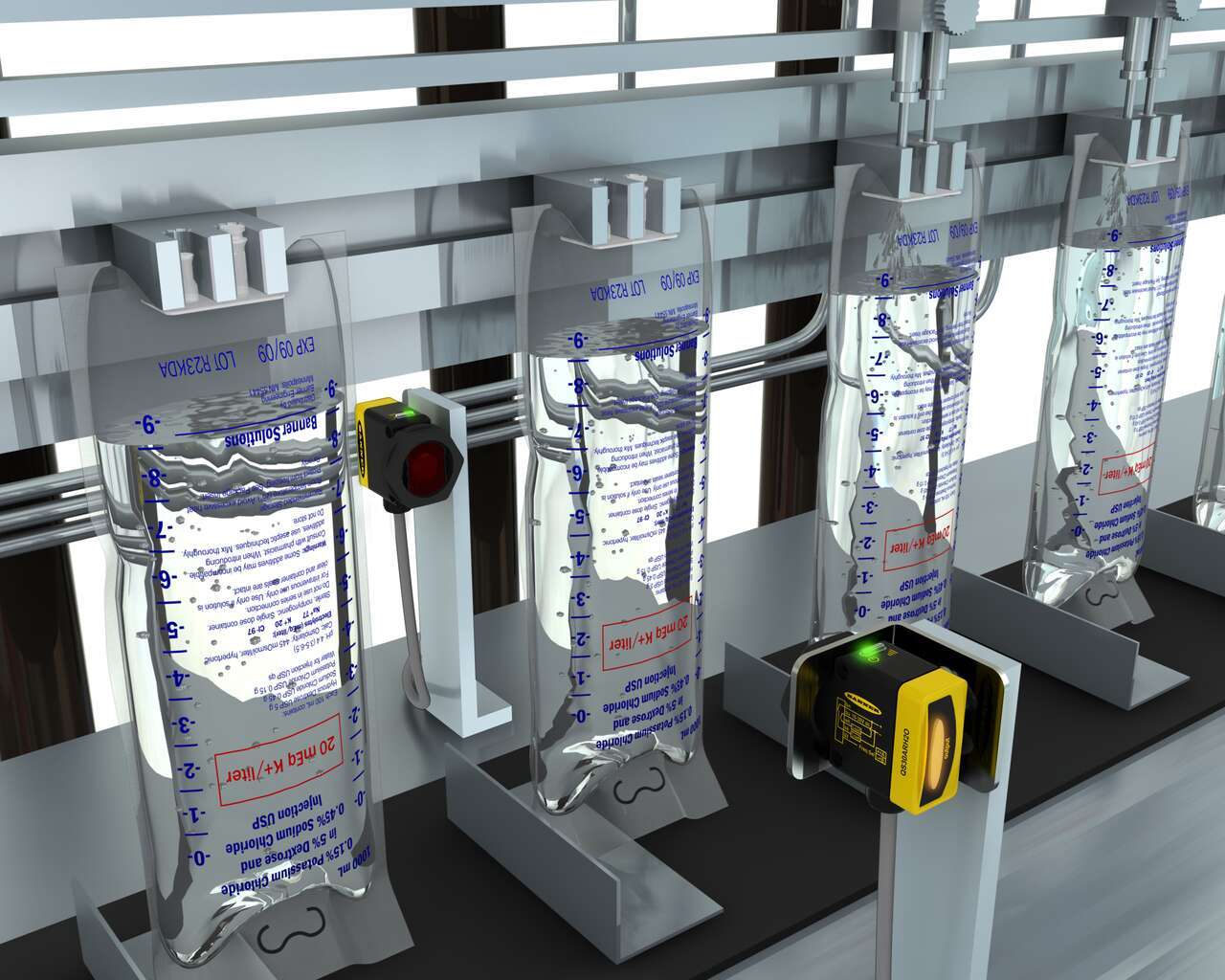
Verificación de Nivel de Llenado en Botellas de Agua
-

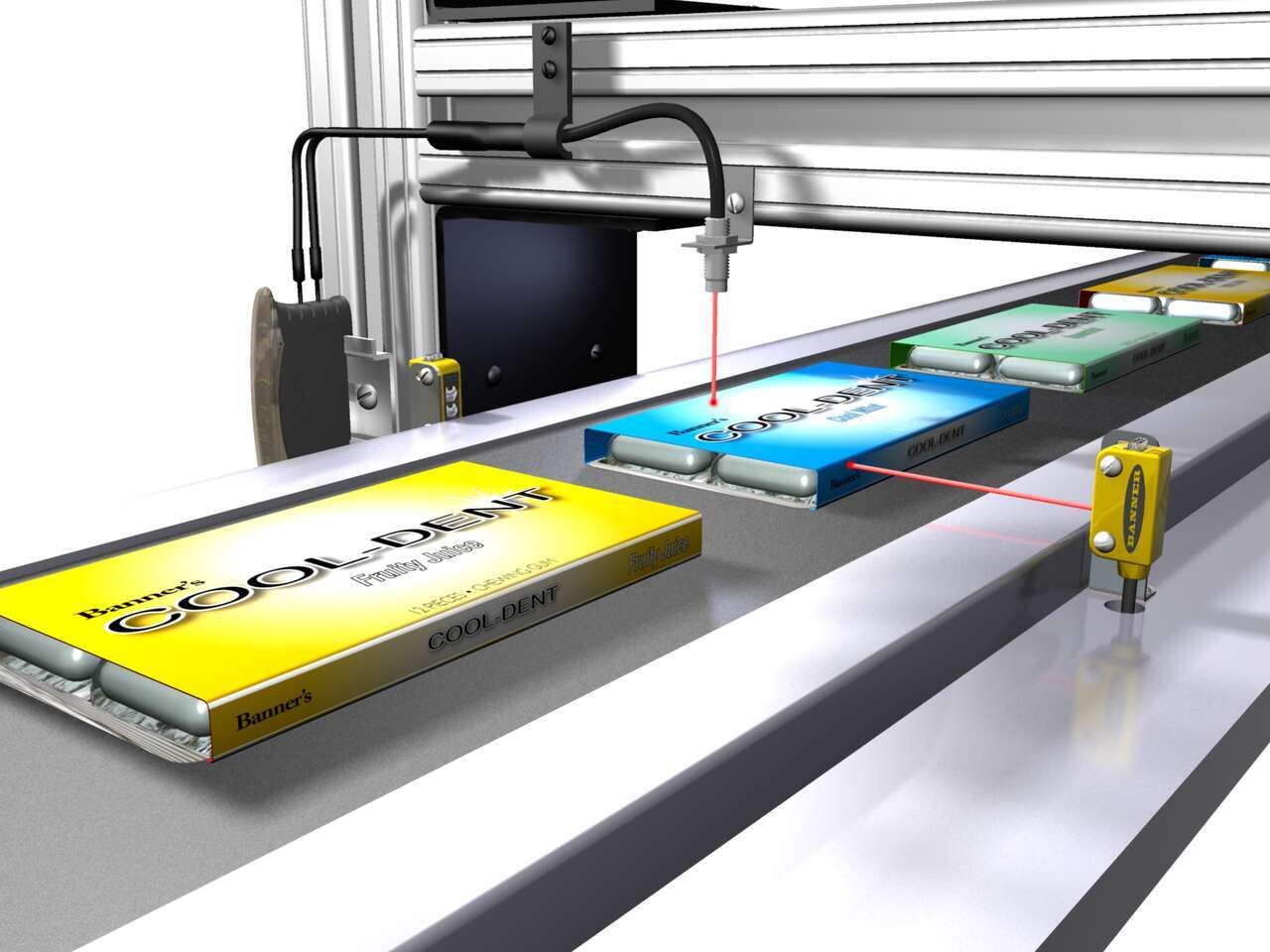
Detección de Cartón de Jugo
-
Detección de Fugas de Líquido con un QS18
-

Clasificación de Correo por Tamaño
-

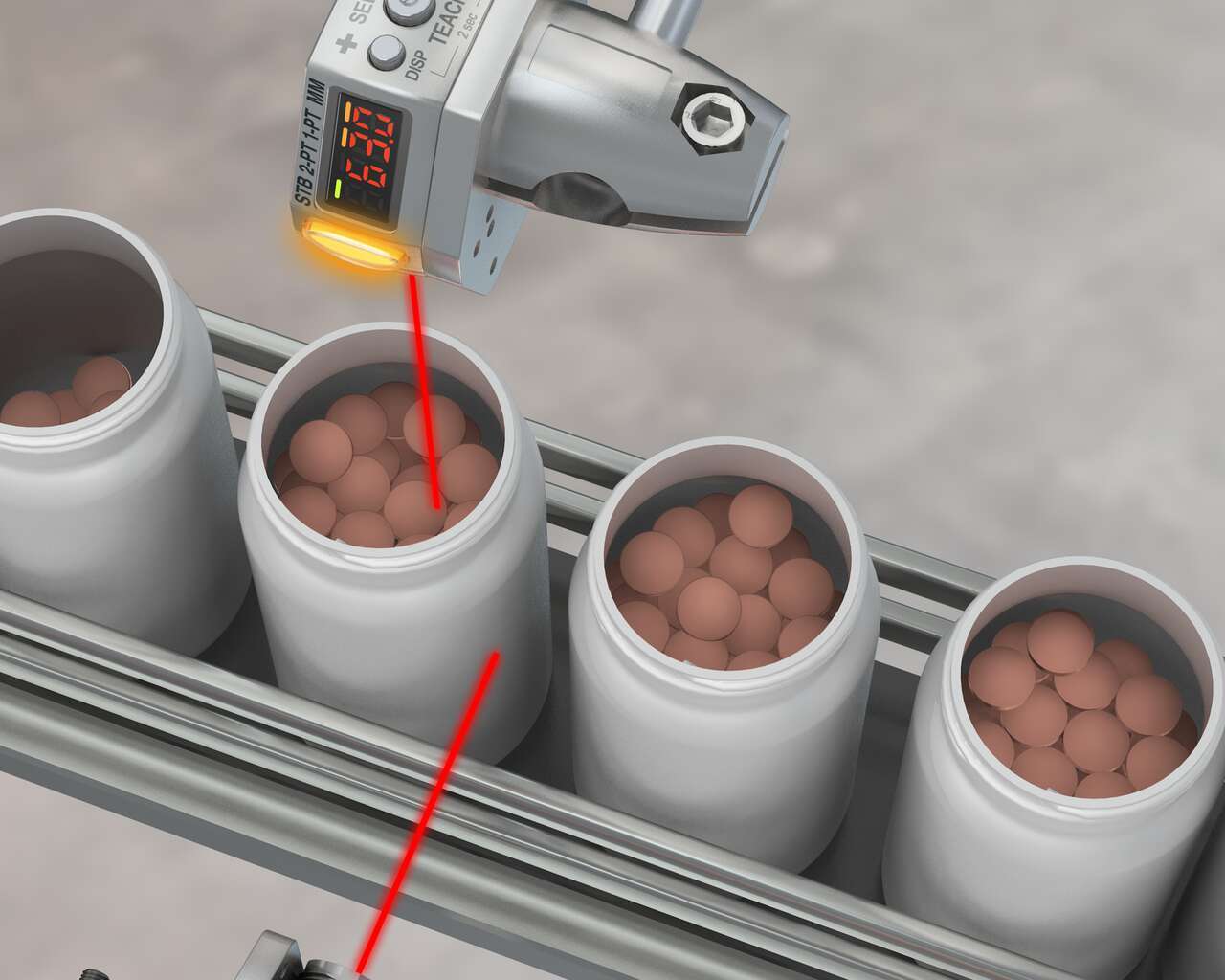
Detección de Llenado en Envase de Medicina
-

Monitoring Clear Film in a Tray Sealer
-
Objetos sobre una Banda Transportadora
-

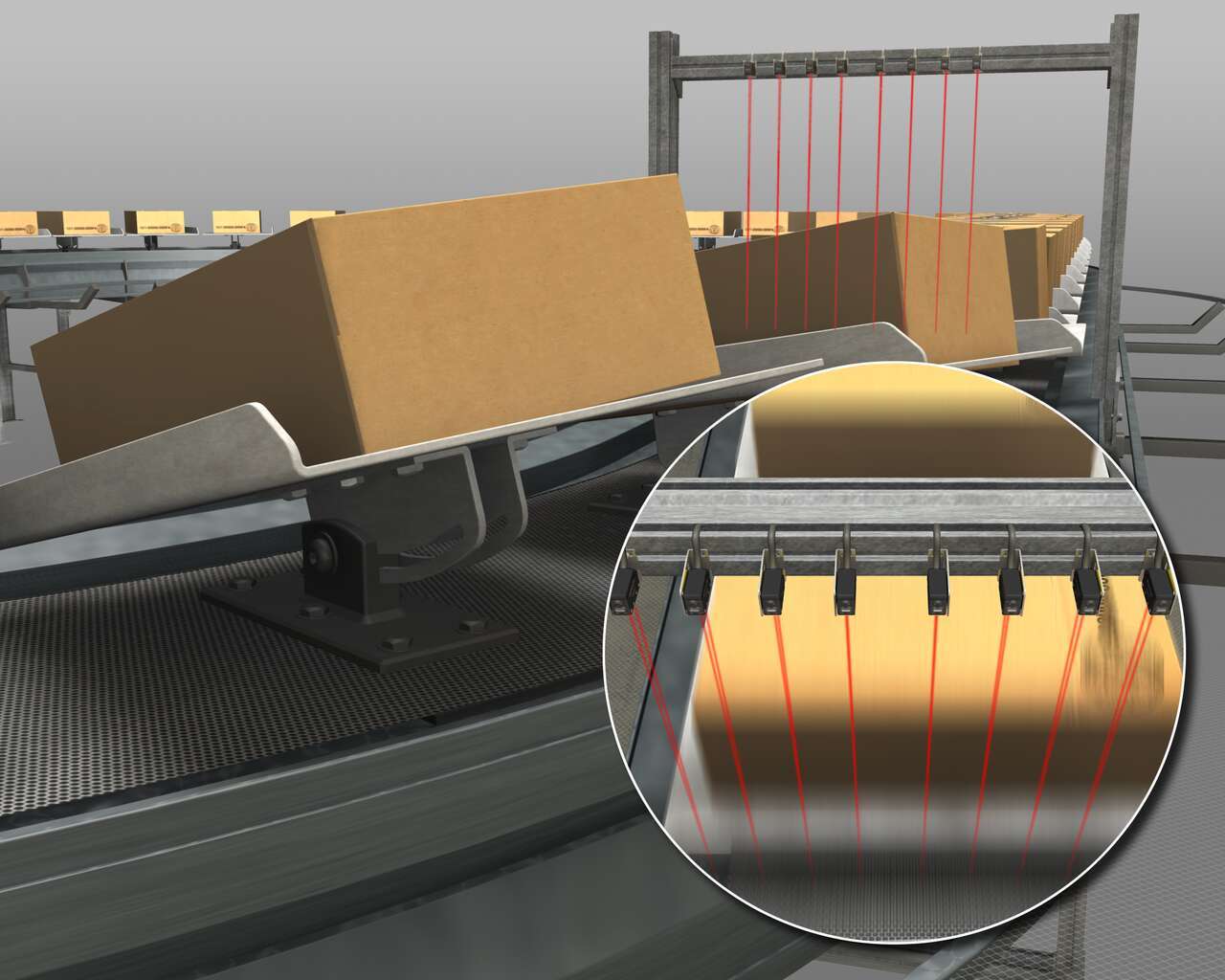
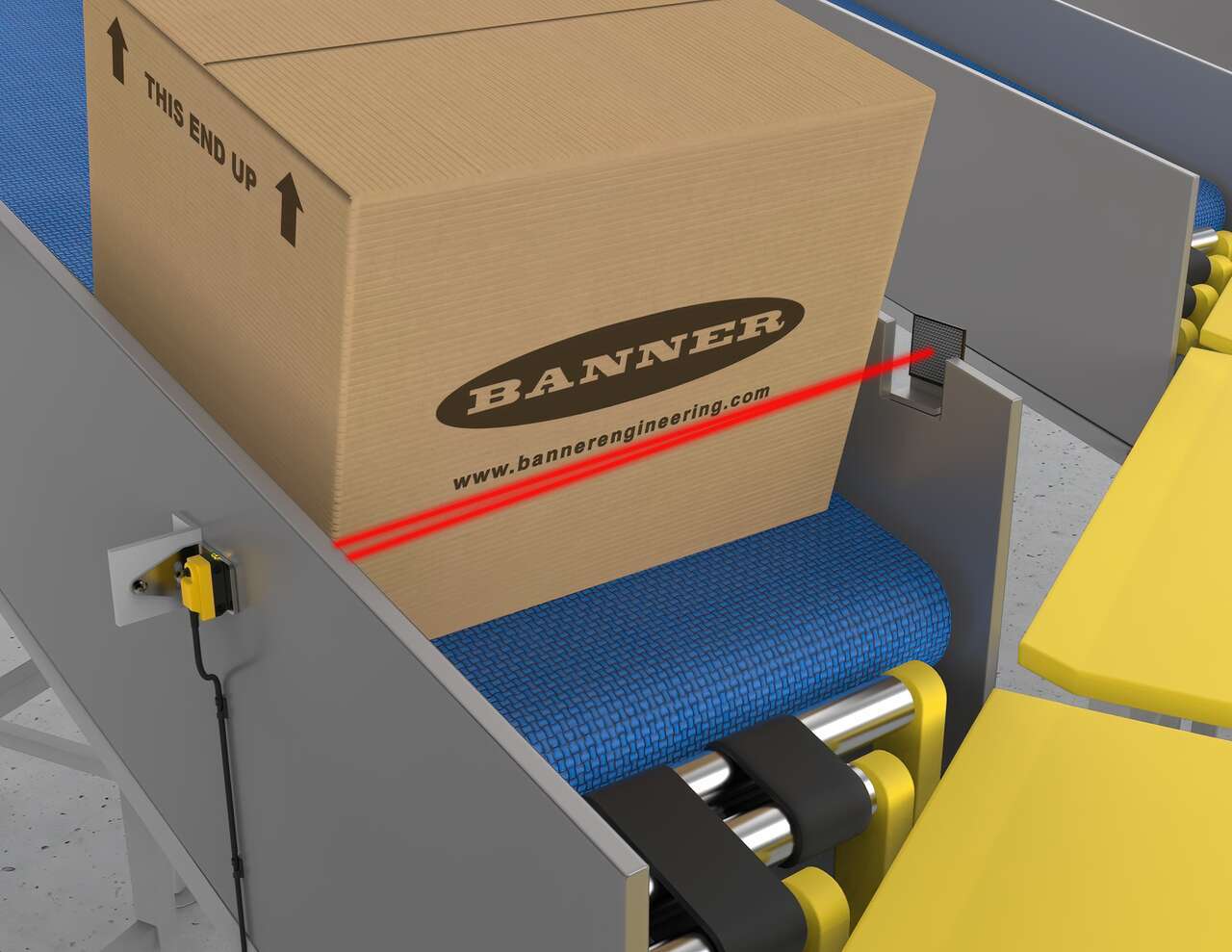
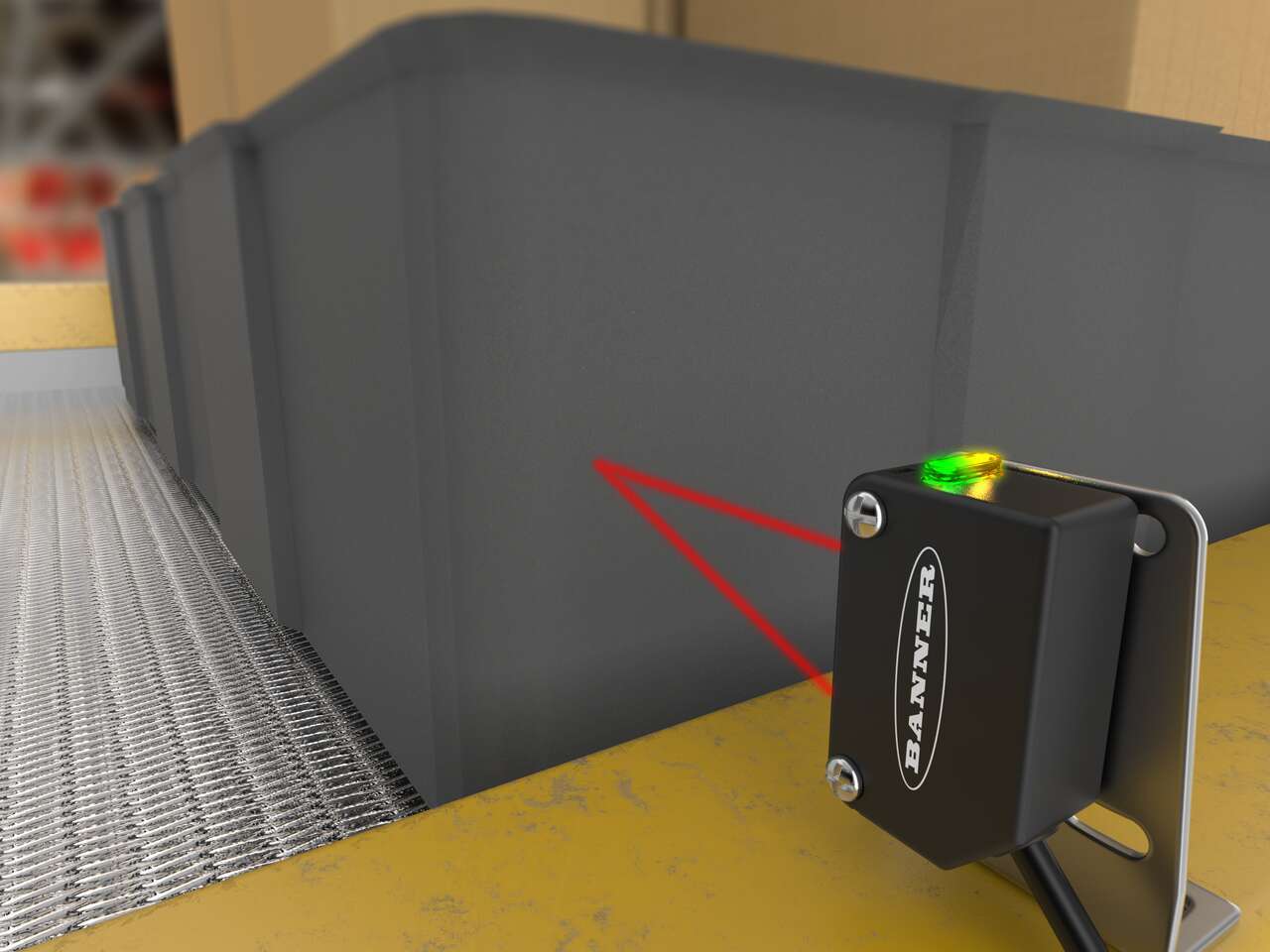
Evitar Colisión de Paquetes
-

Detección de Piezas en un Tazón Alimentador
-
Estación de Admisión para Auto Clasificación
-
Detección de Altura de Apilado de Piezas Metálicas
-
Detección de O-Ring Negro
-

Detección de Bandejas de Plástico Negro en una Tolva y Estación de Llenado
-

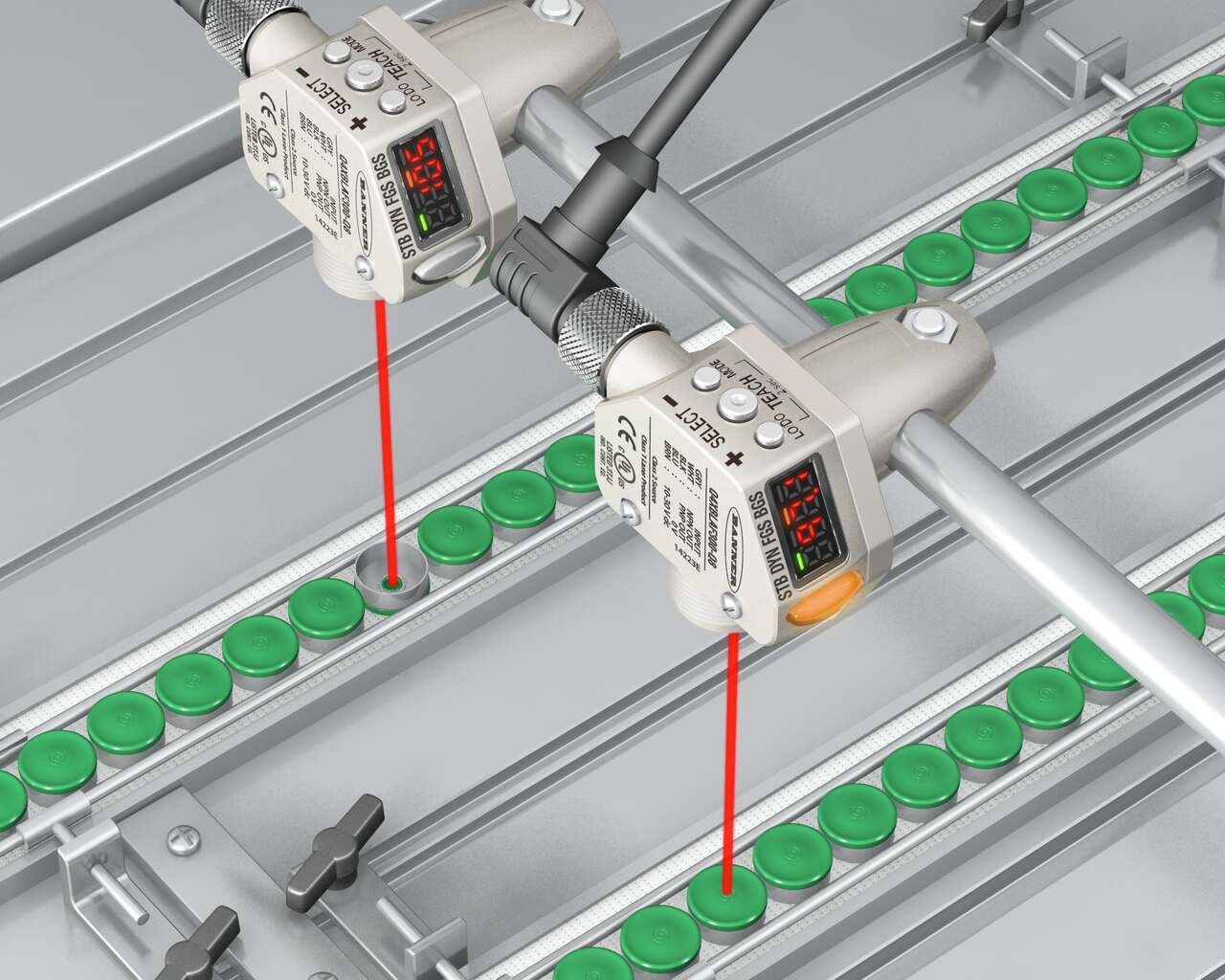
Inspección de Tapa de Botella
-

Inspección de Tapas en Áreas Confinadas
-
Verificación de Orientación de Tapa
-
Detección de Partes Negras en el Panel Negro de una Puerta
-

Detección de Tapas de Botellas de Varios Colores
-

Comprobación de Errores para Chips de Circuito Integrado Cargados en la Cinta de Bolsillo
-
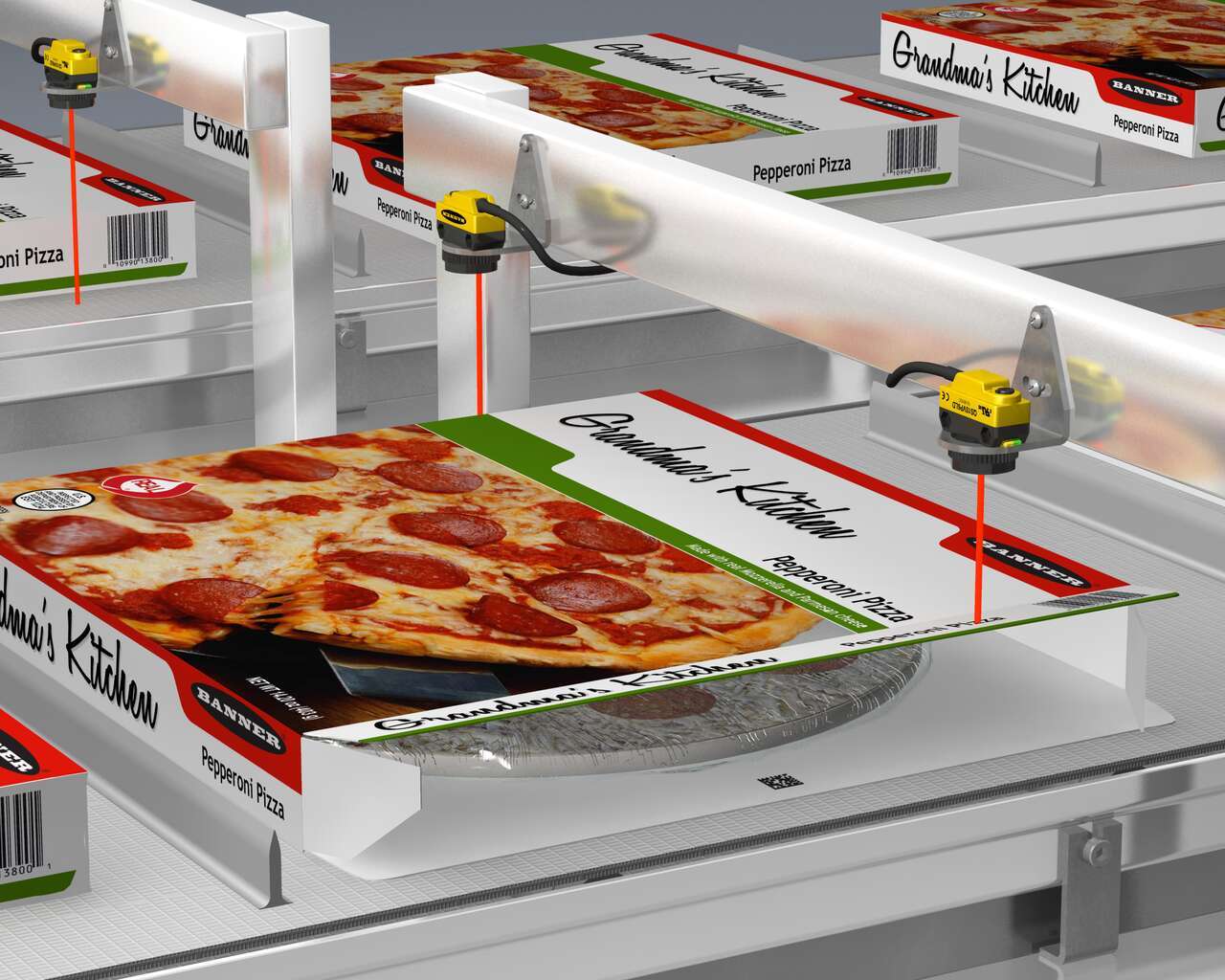
Detección de Pestañas Abiertas en Cenas Congeladas Empaquetadas
-

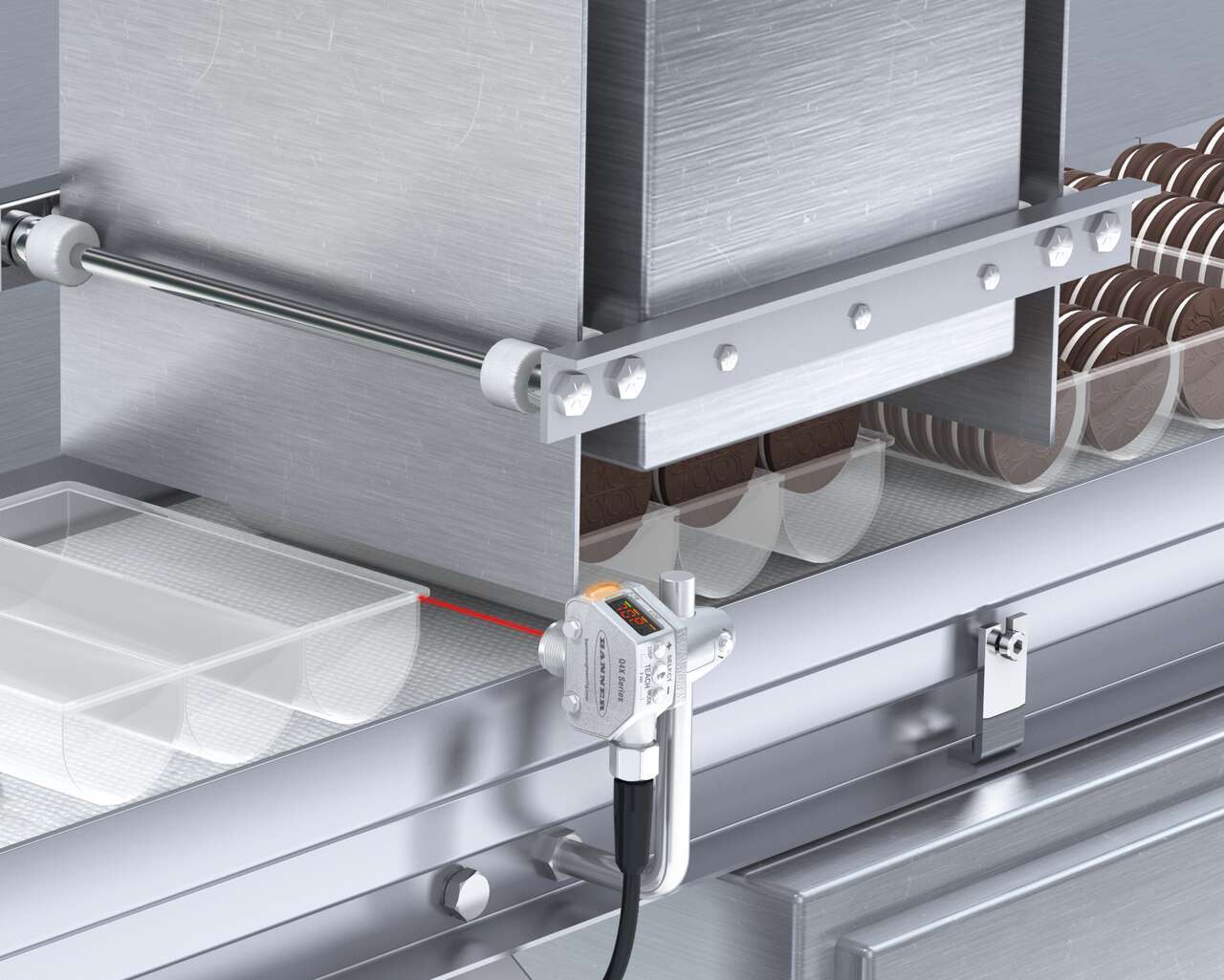
Inspeccionar Chocolates Faltantes en una Línea de Envasado
-

Detección de Etiquetas
-

Verificación de Presencia de Parte
-
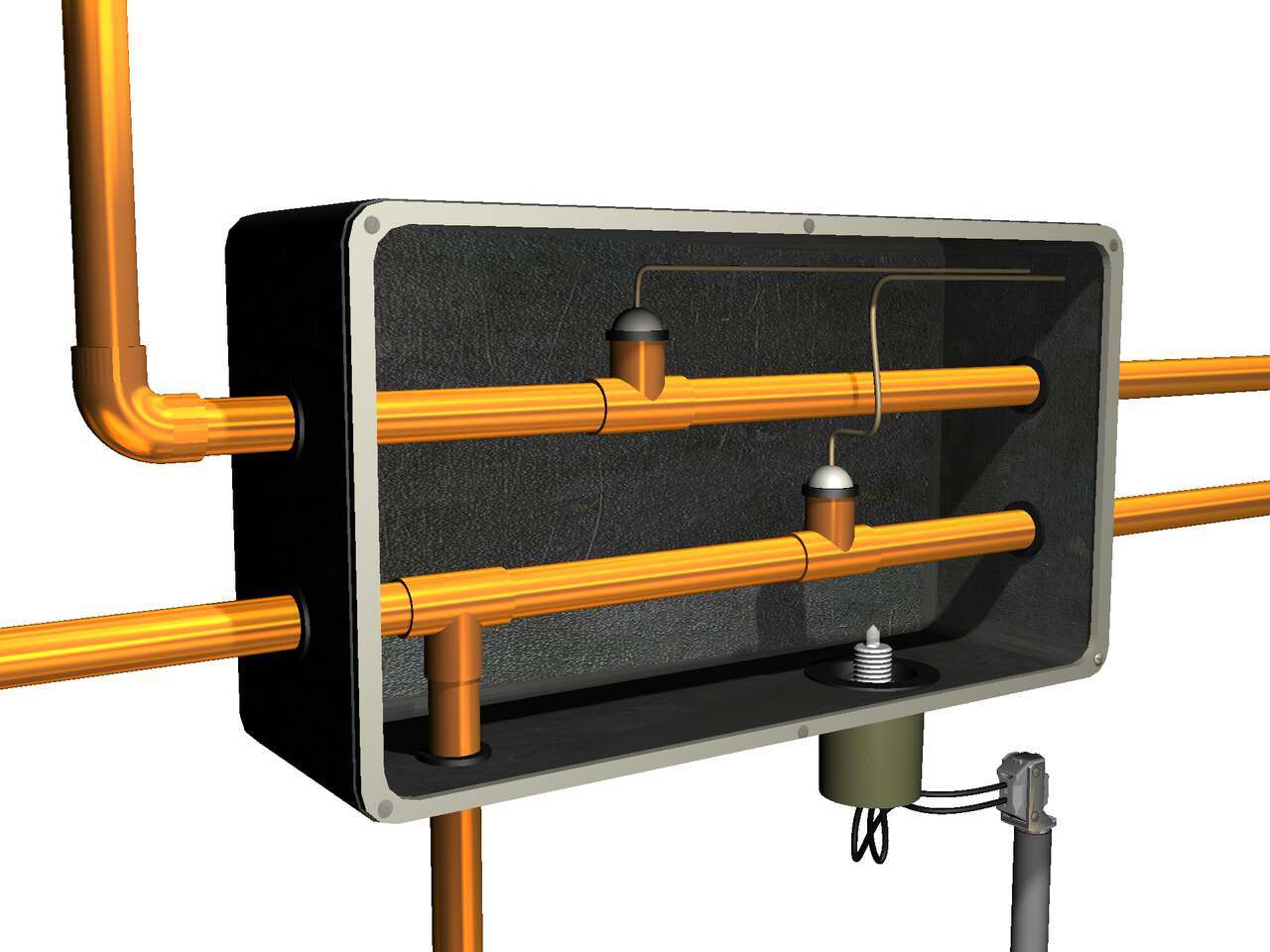
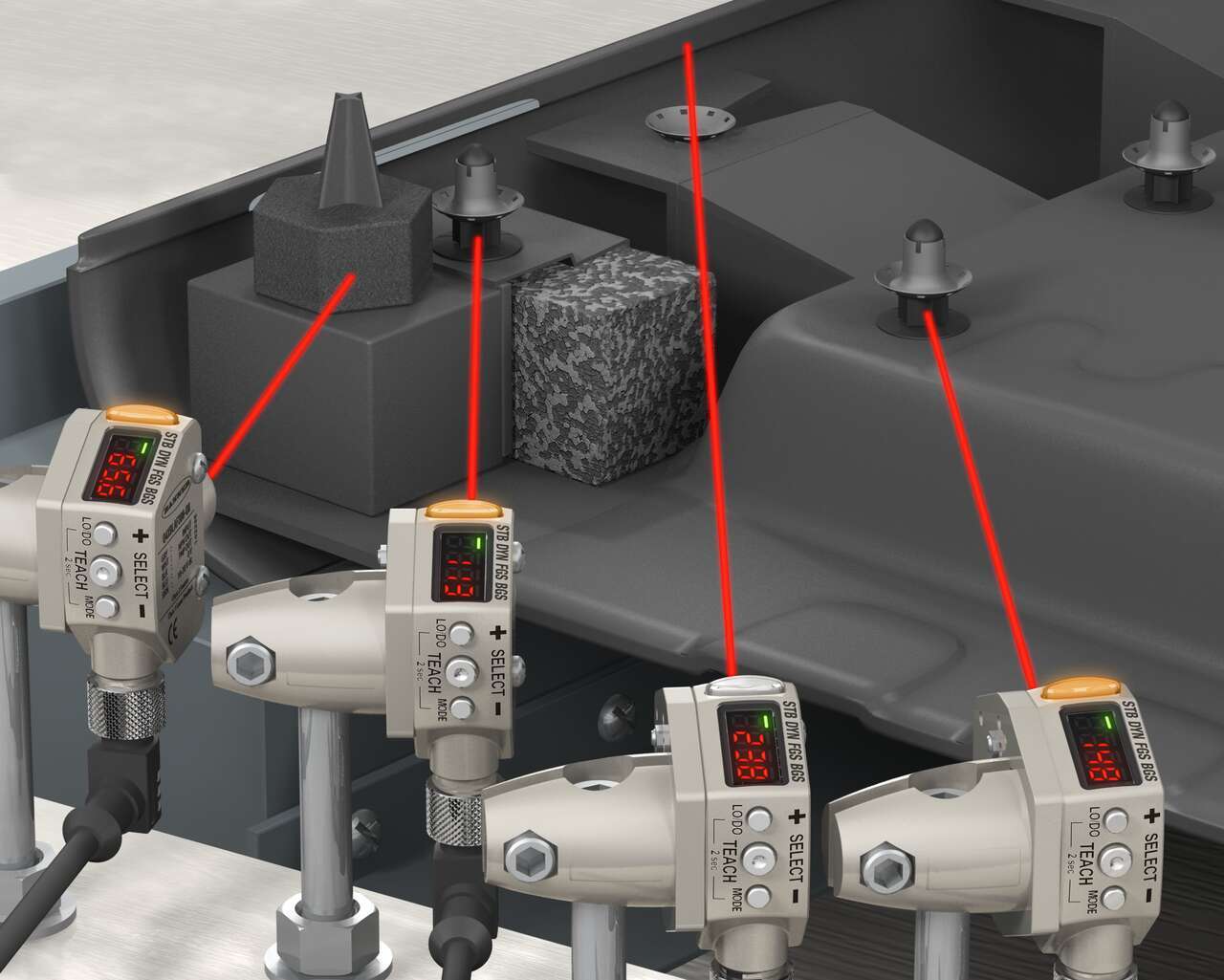
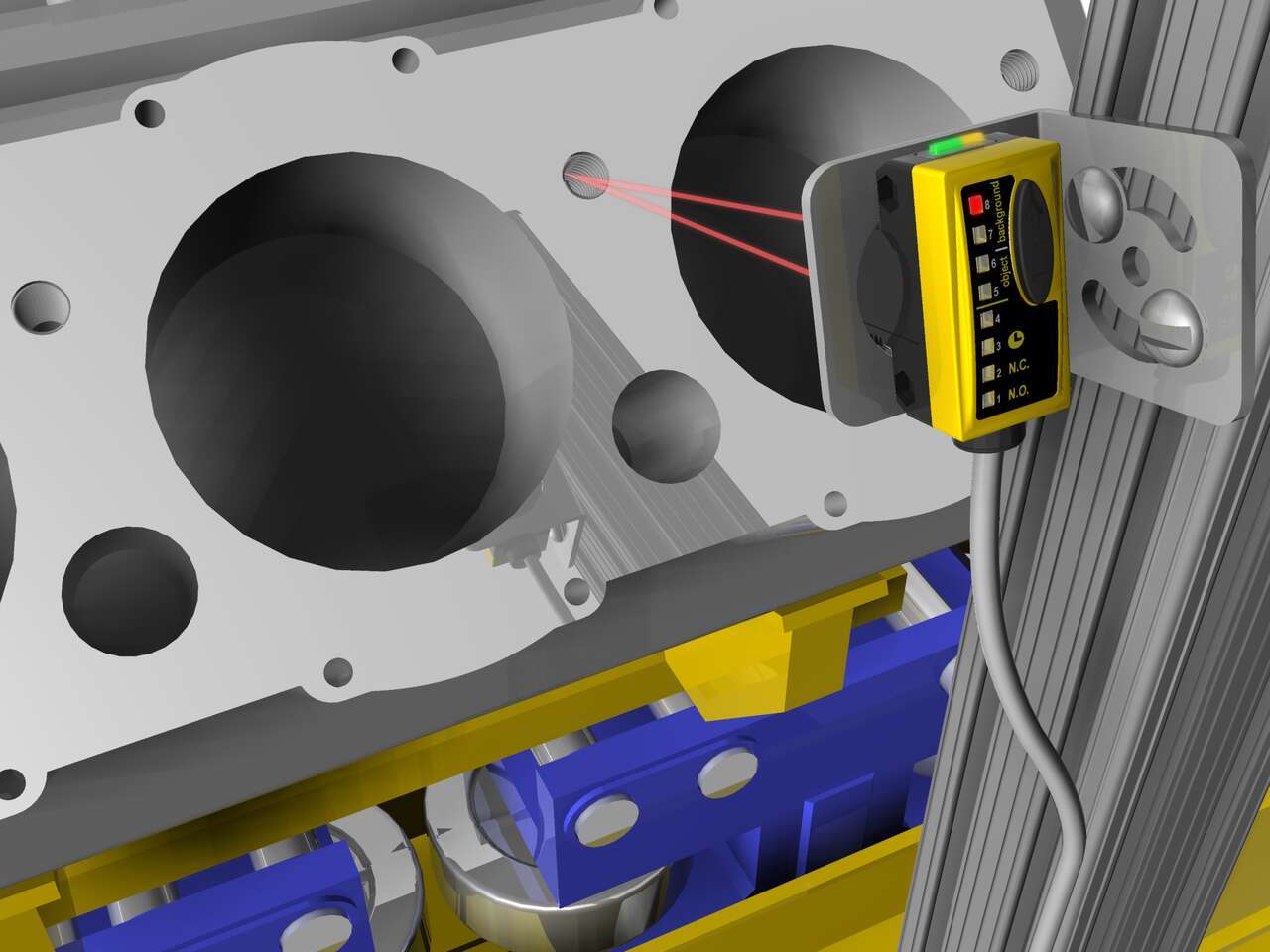
Detección de Empaque de Hule en Bloque de Motor
-
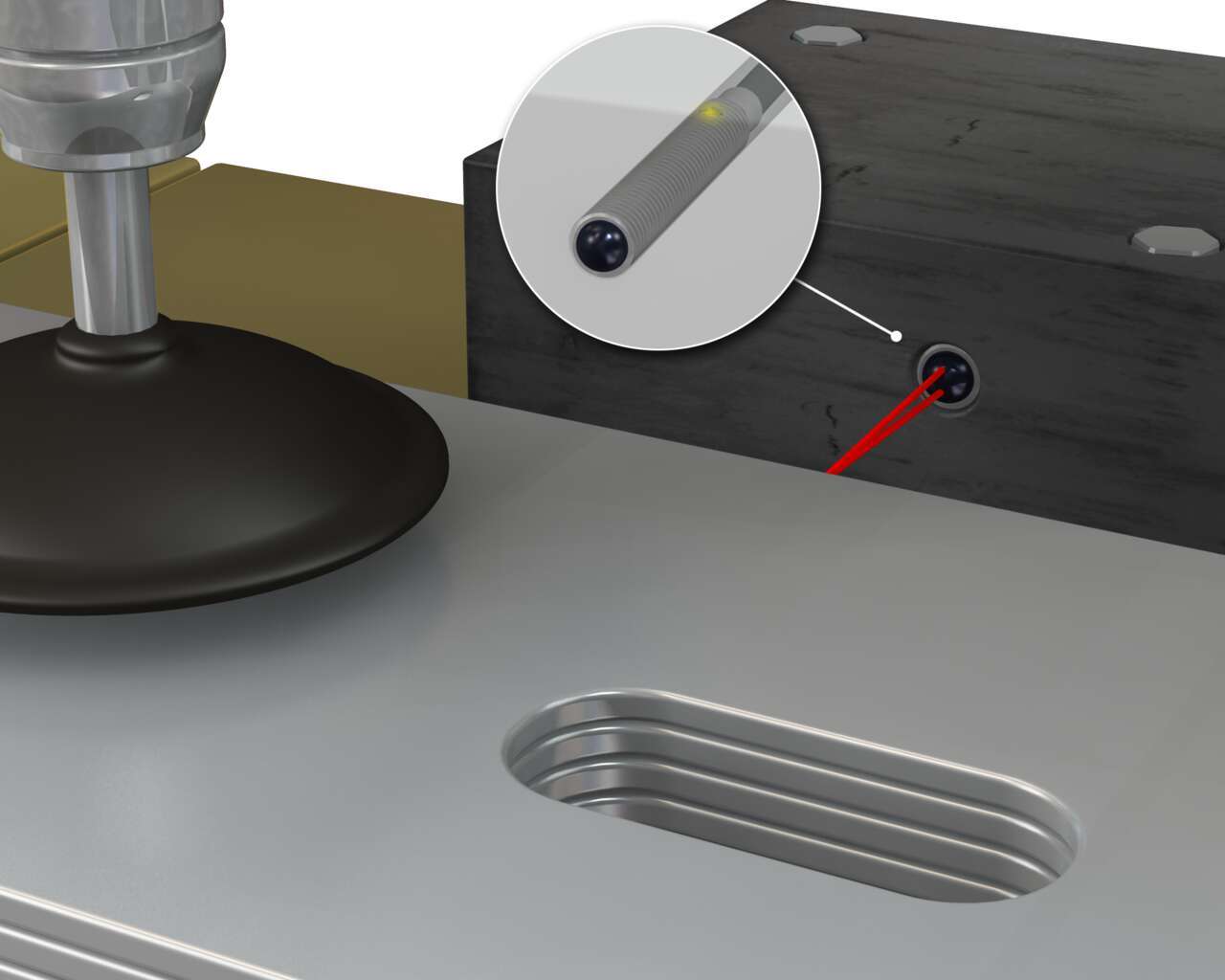
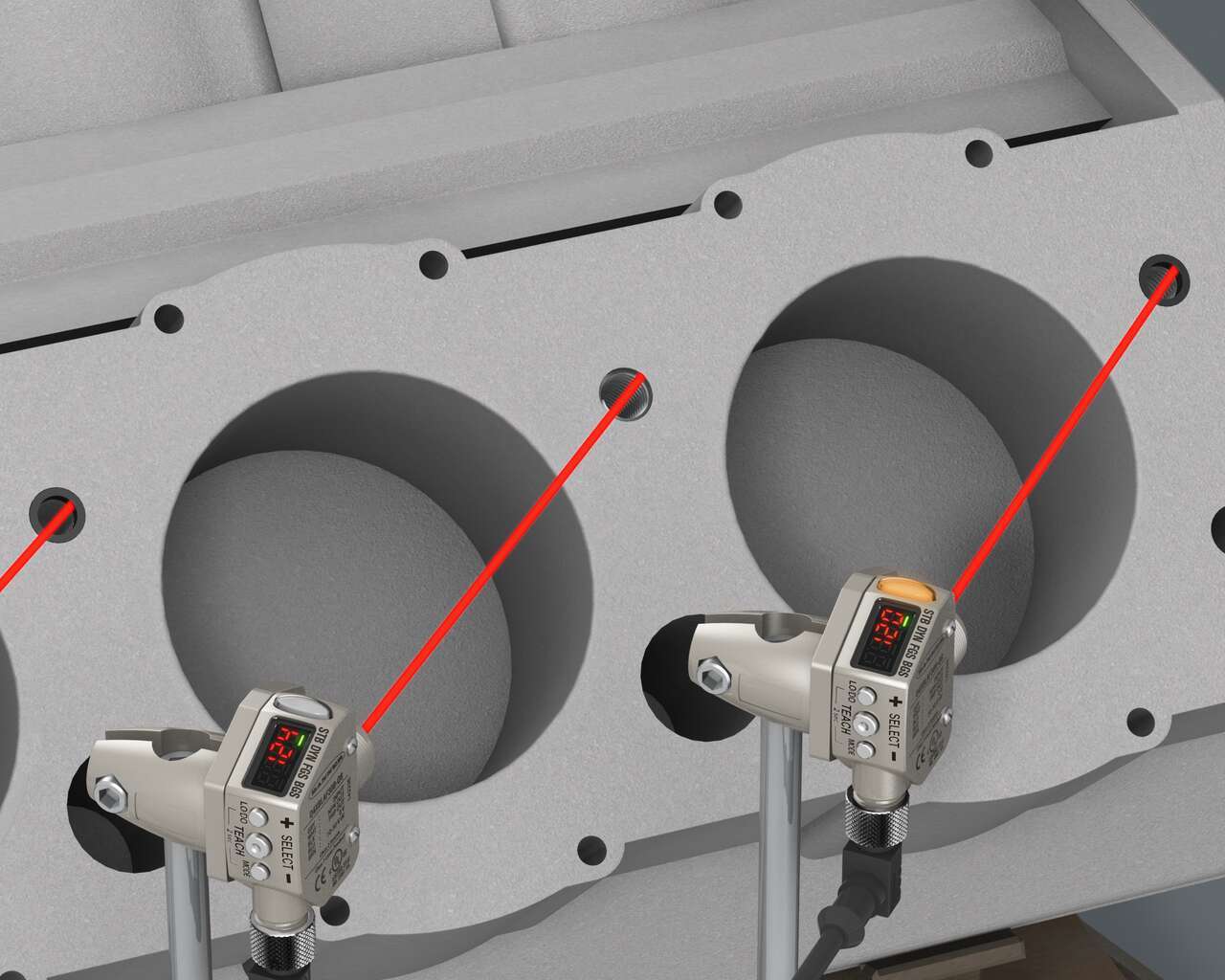
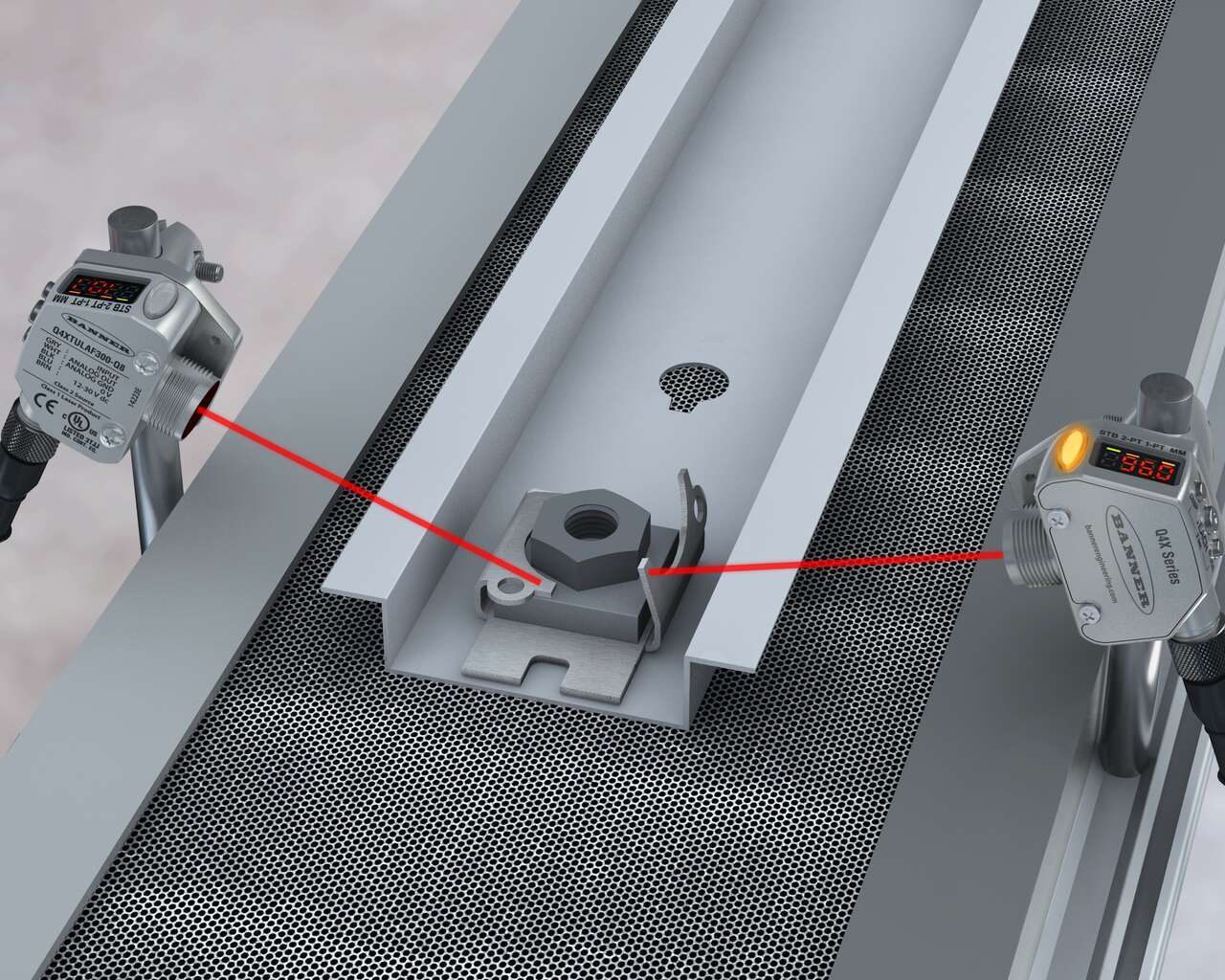
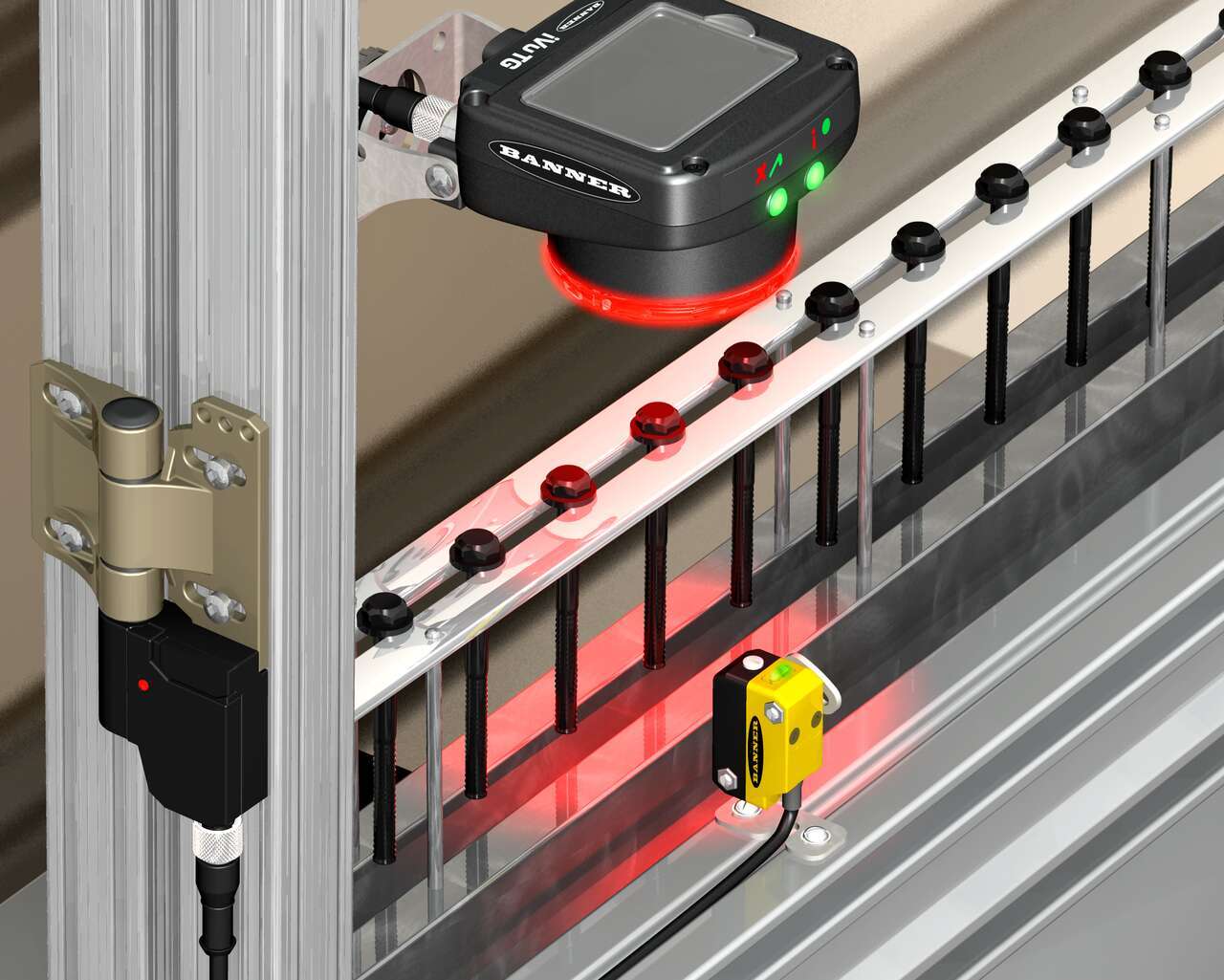
Detección de Roscas en Barreno
-

Seguimiento de Frascos a Través de un Laboratorio Clínico Automatizado
-

Altura de Pila de Cartón
-
Detección de Objetos a Largo Alcance
-
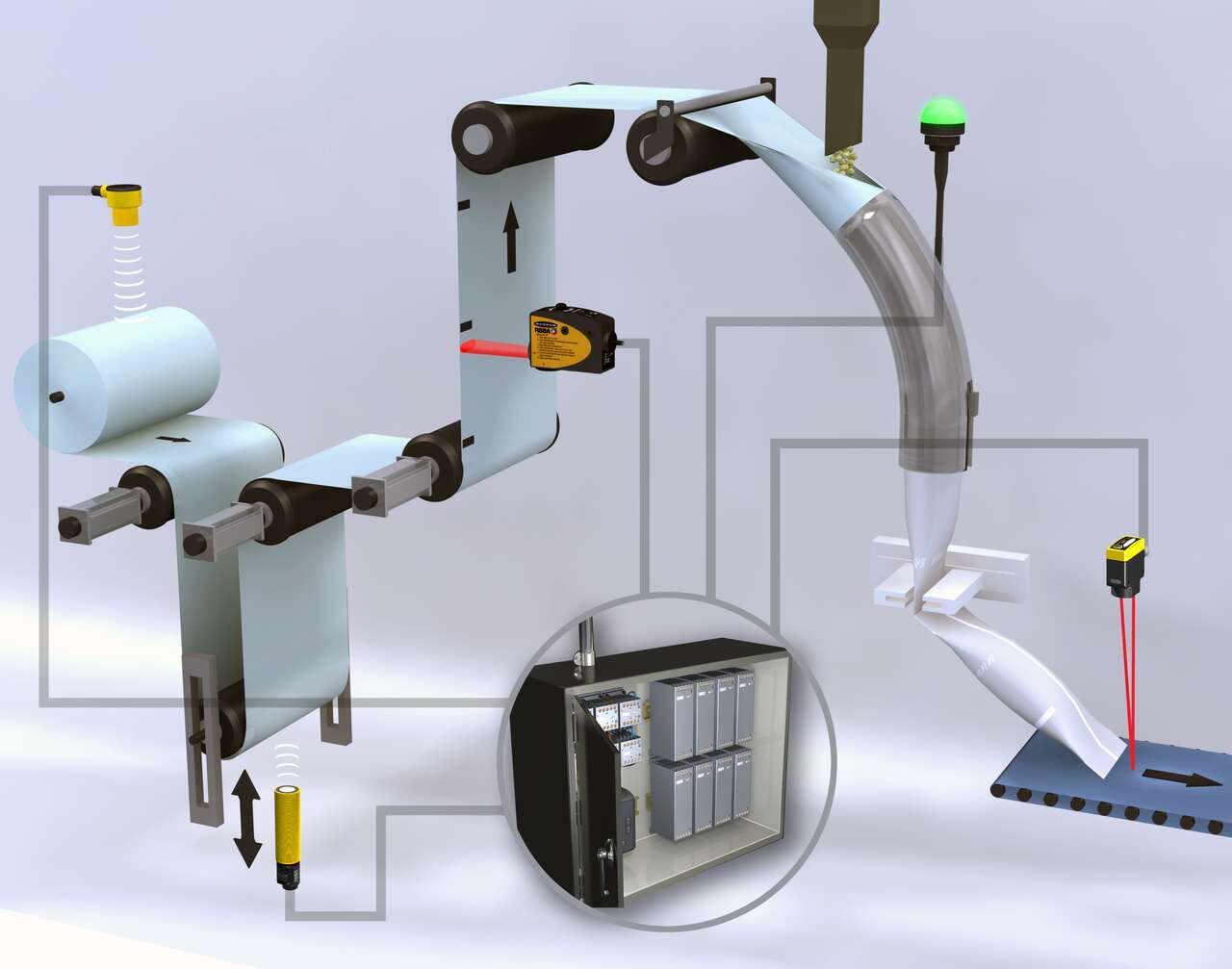
Soluciones para Selladoras Verticales (VFFS)
-
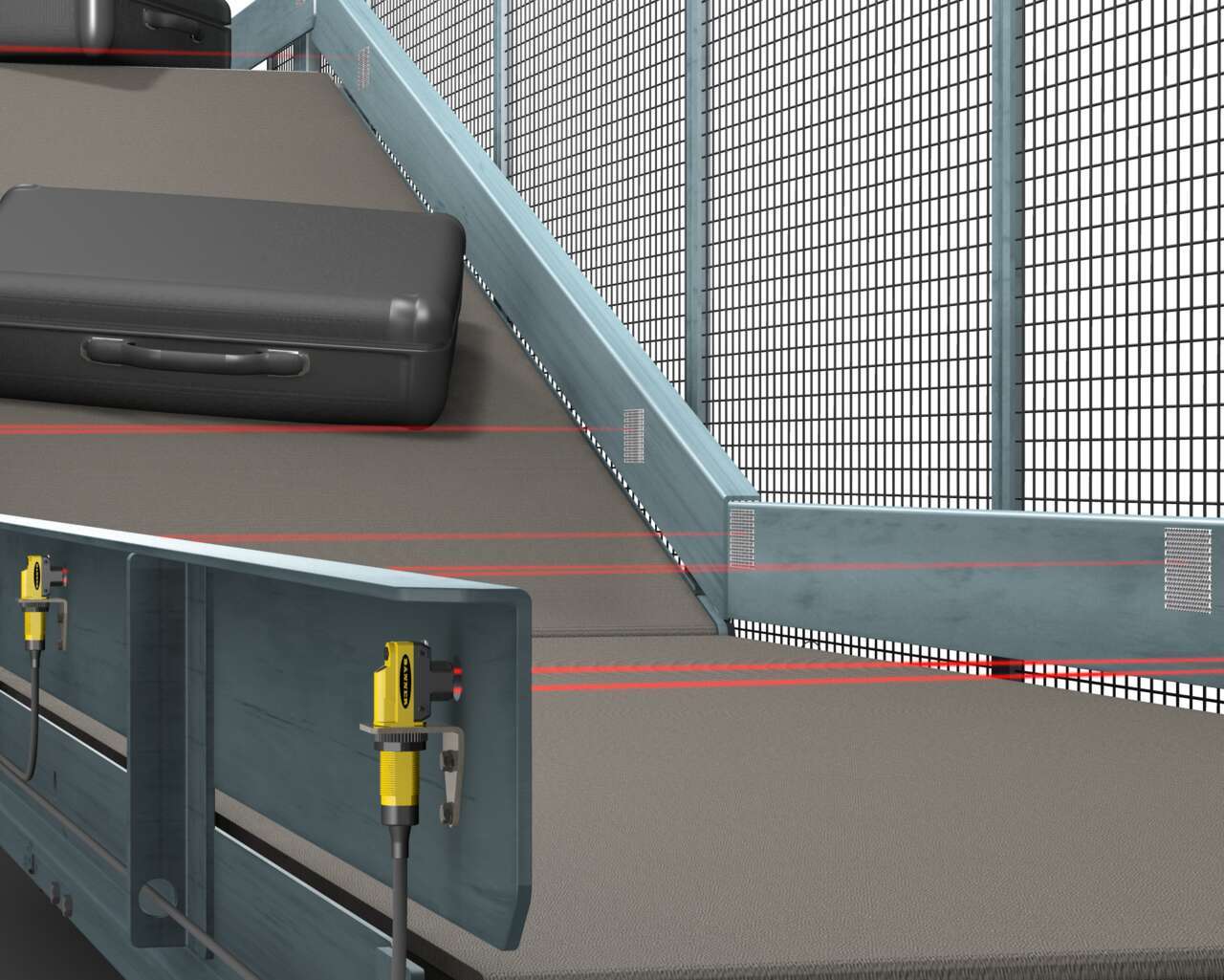
Manejo de Equipaje
-
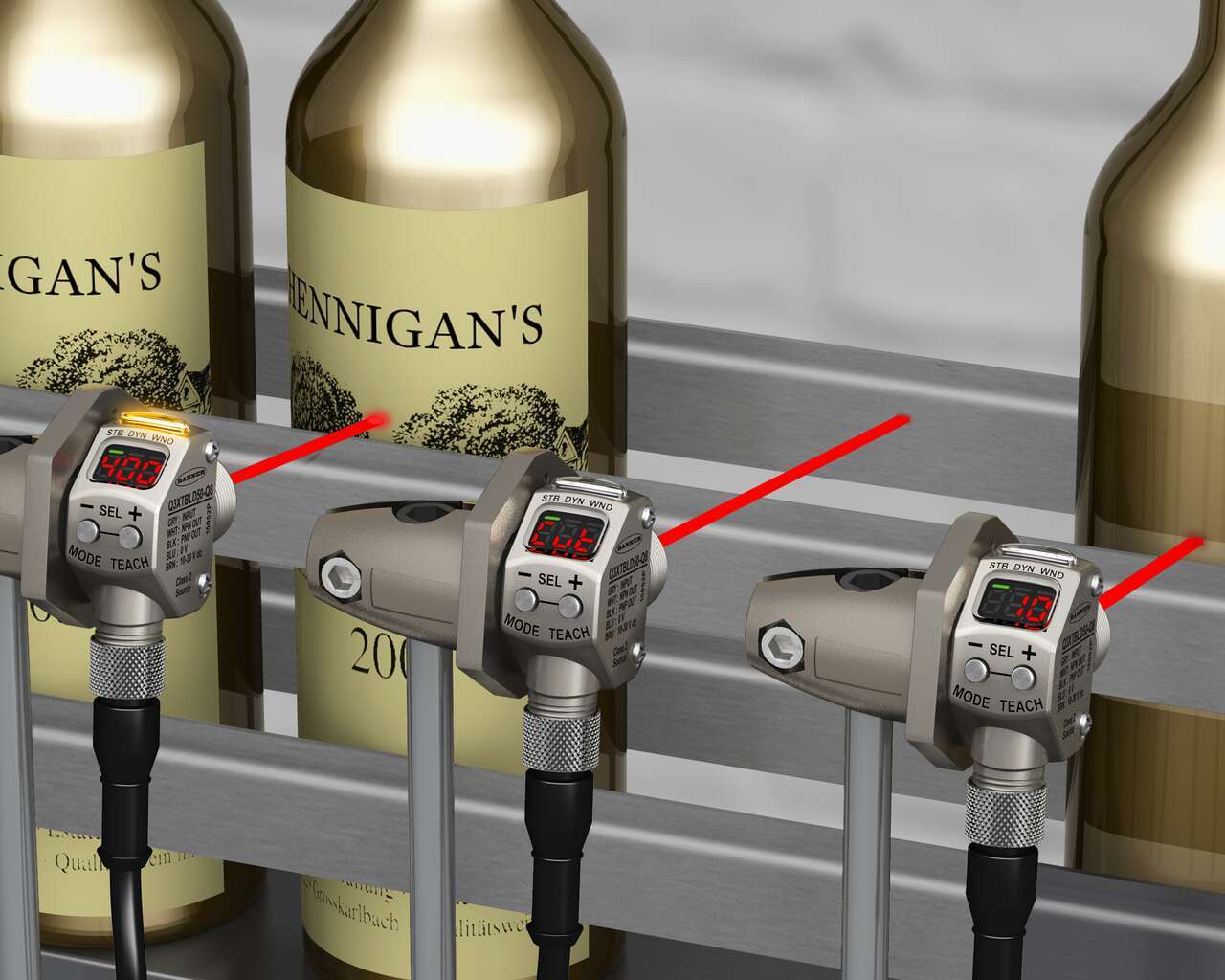
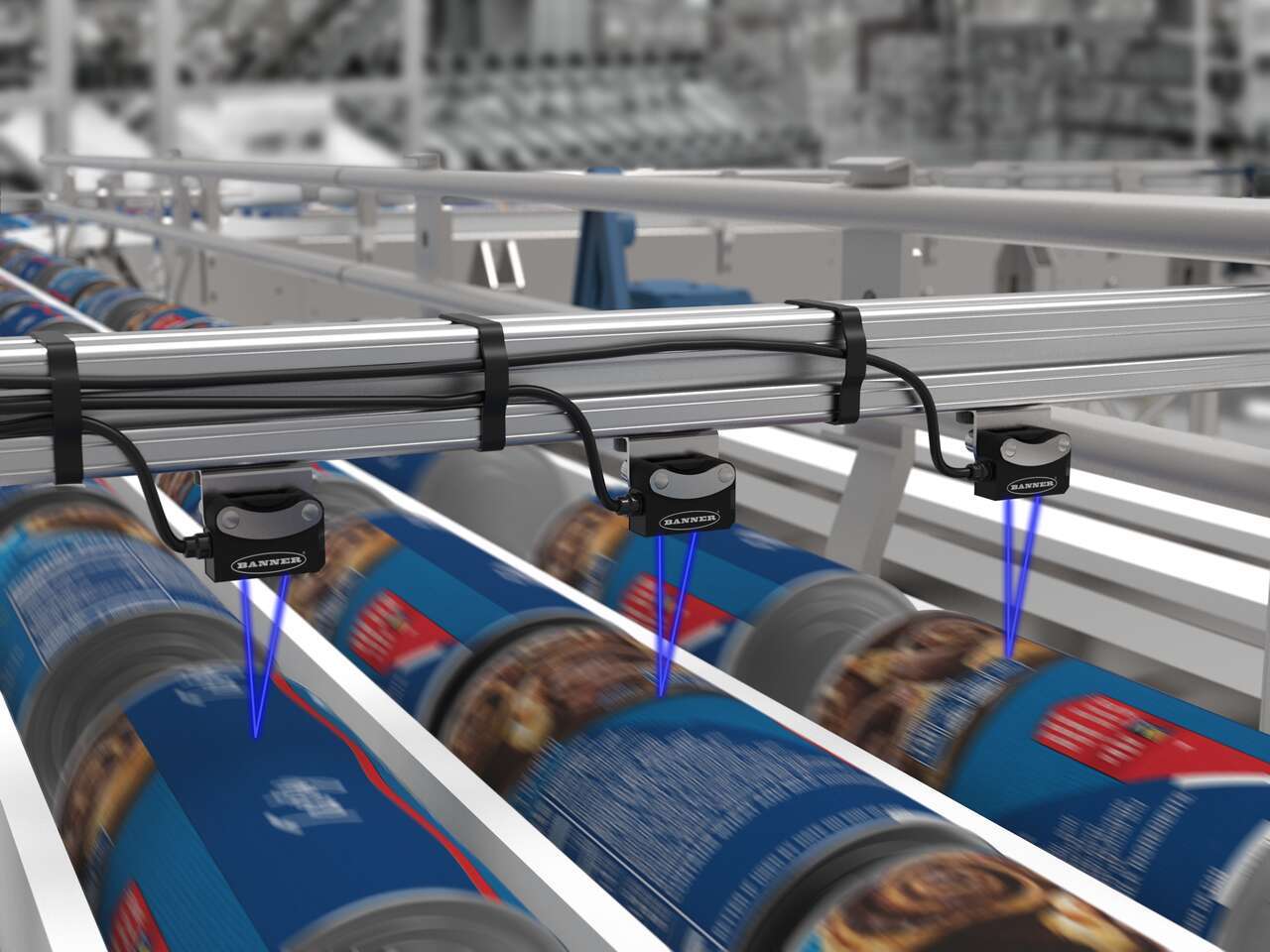
Verificación de las Etiquetas en Botellas
-

Conteo de Cajas de Cartón
-

Activación de una Impresora de Fecha/Lote en Cajas de Cartón
-
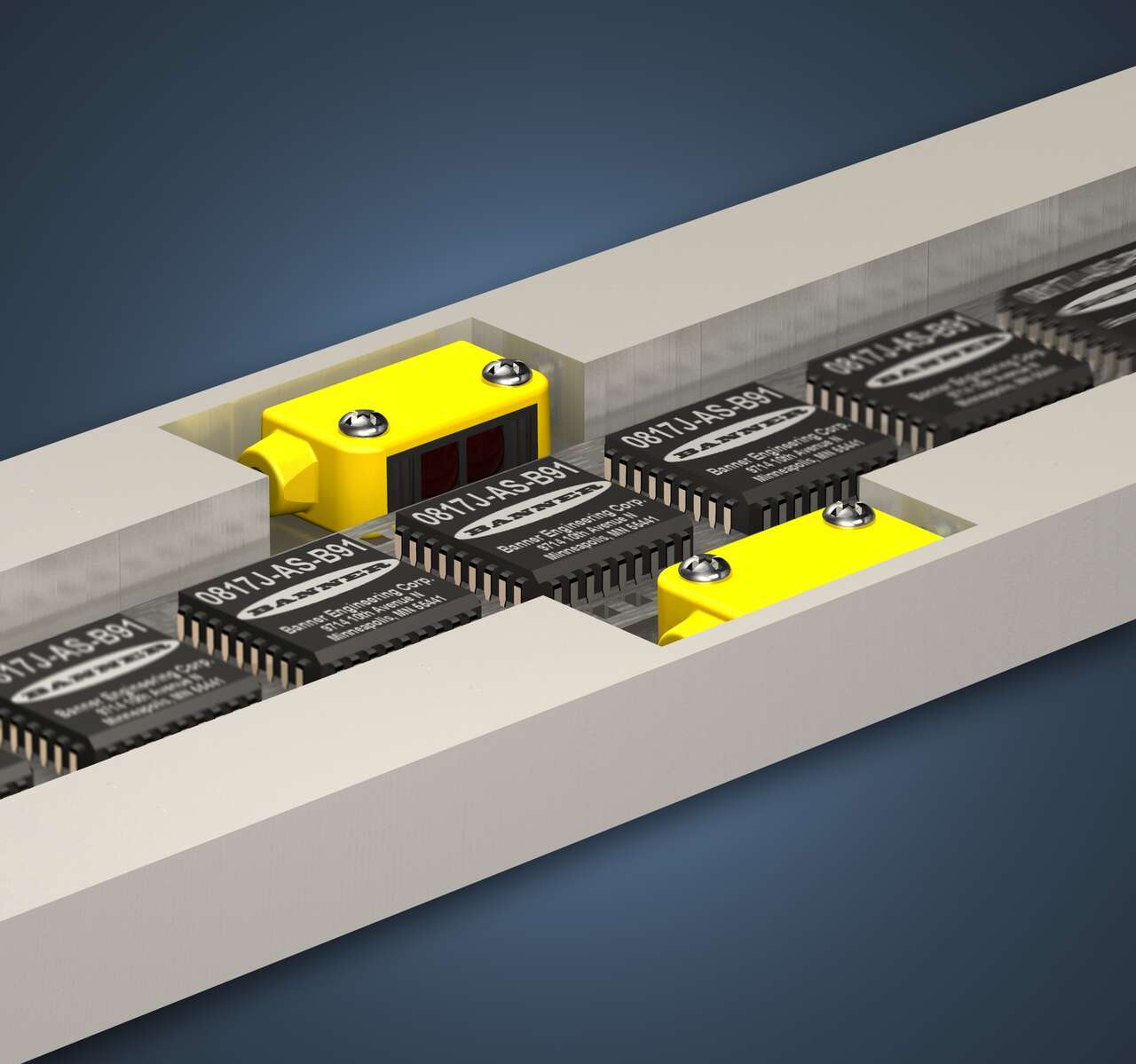
Contando Circuitos Integrados
-
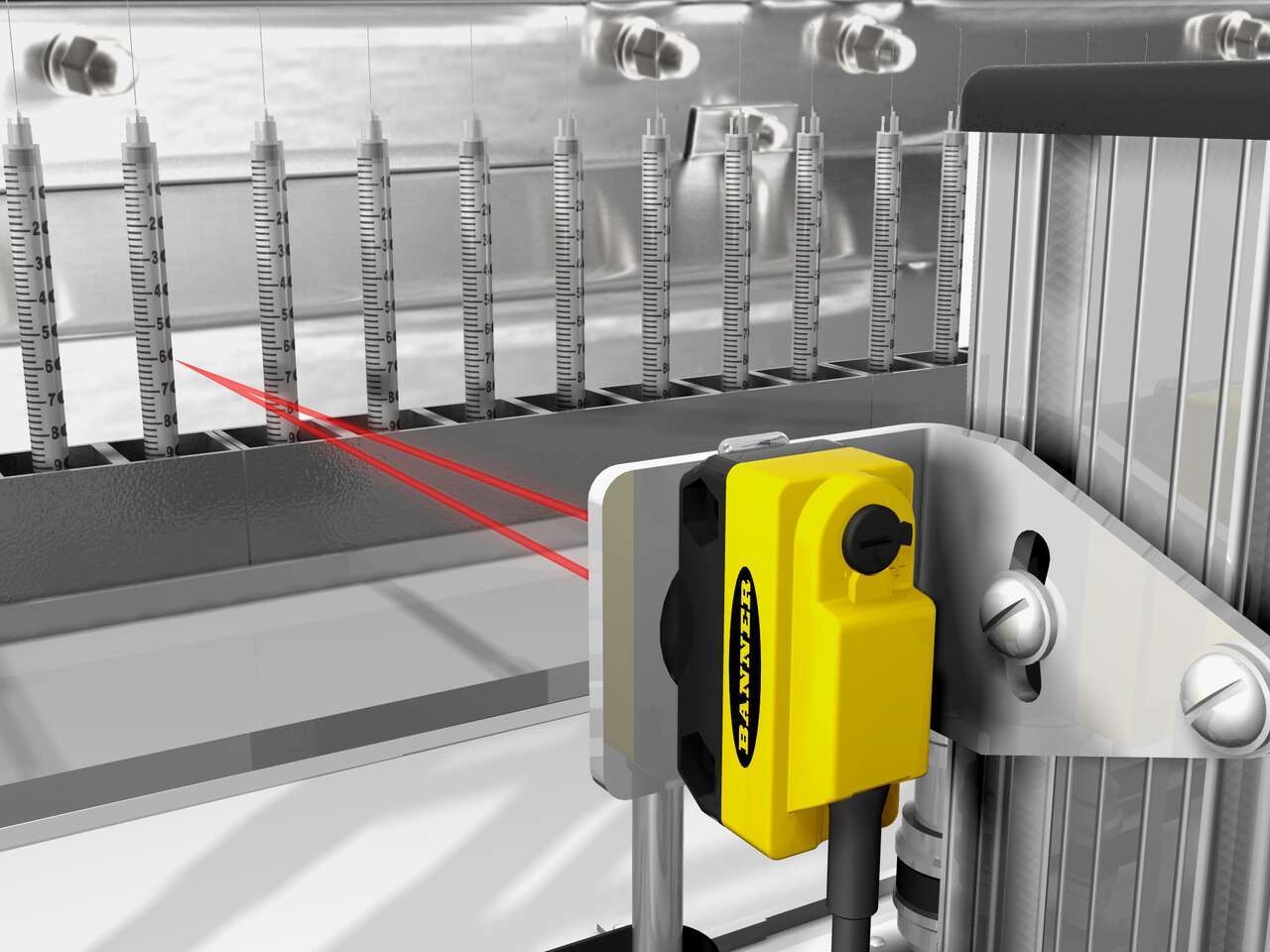
Conteo de Jeringas Utilizando Supresión de Fondo
-
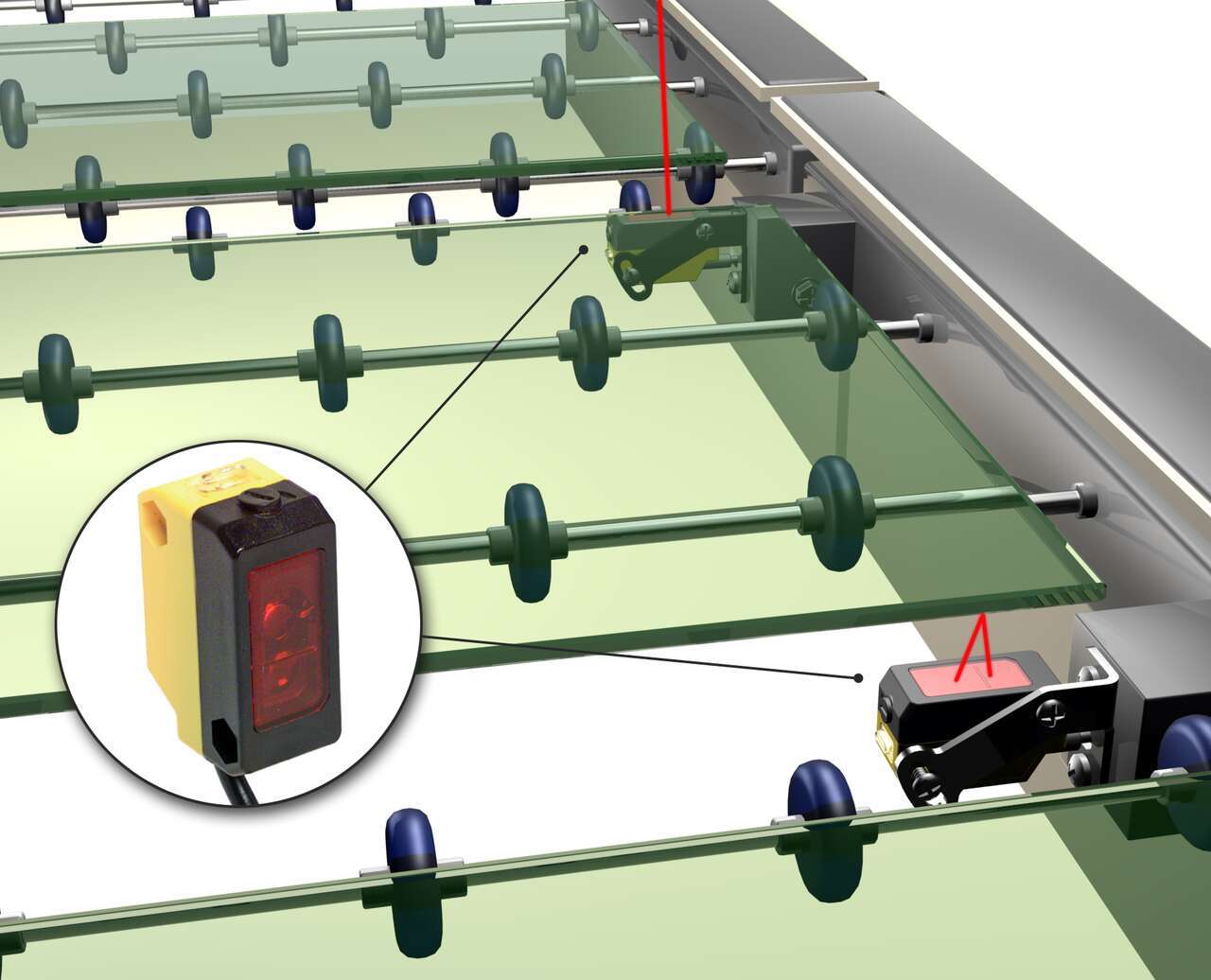
Detección de Páneles de Vidrio
-
Disparo para Inspección en Impresora
-
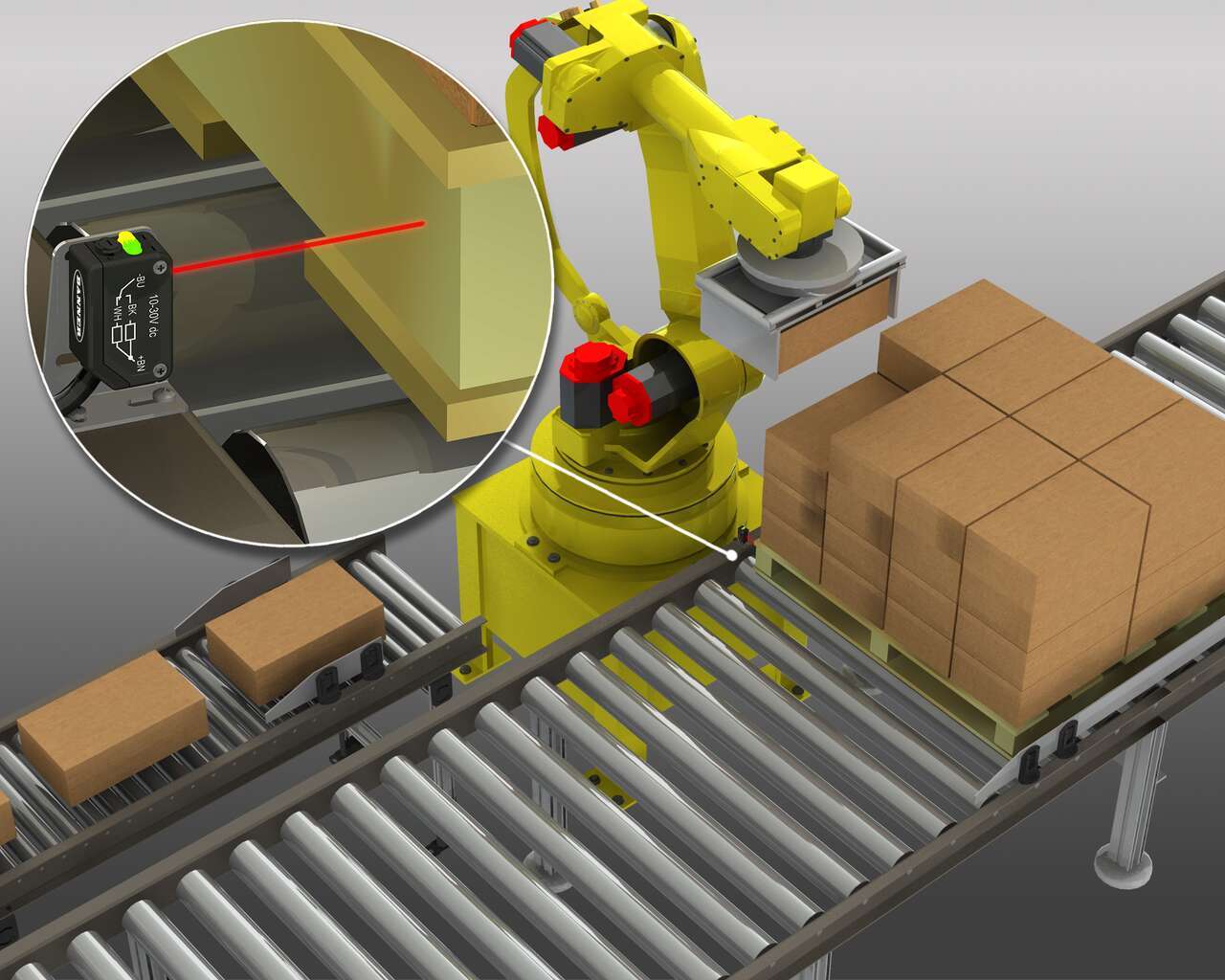
Load Station Pallet Detection
-

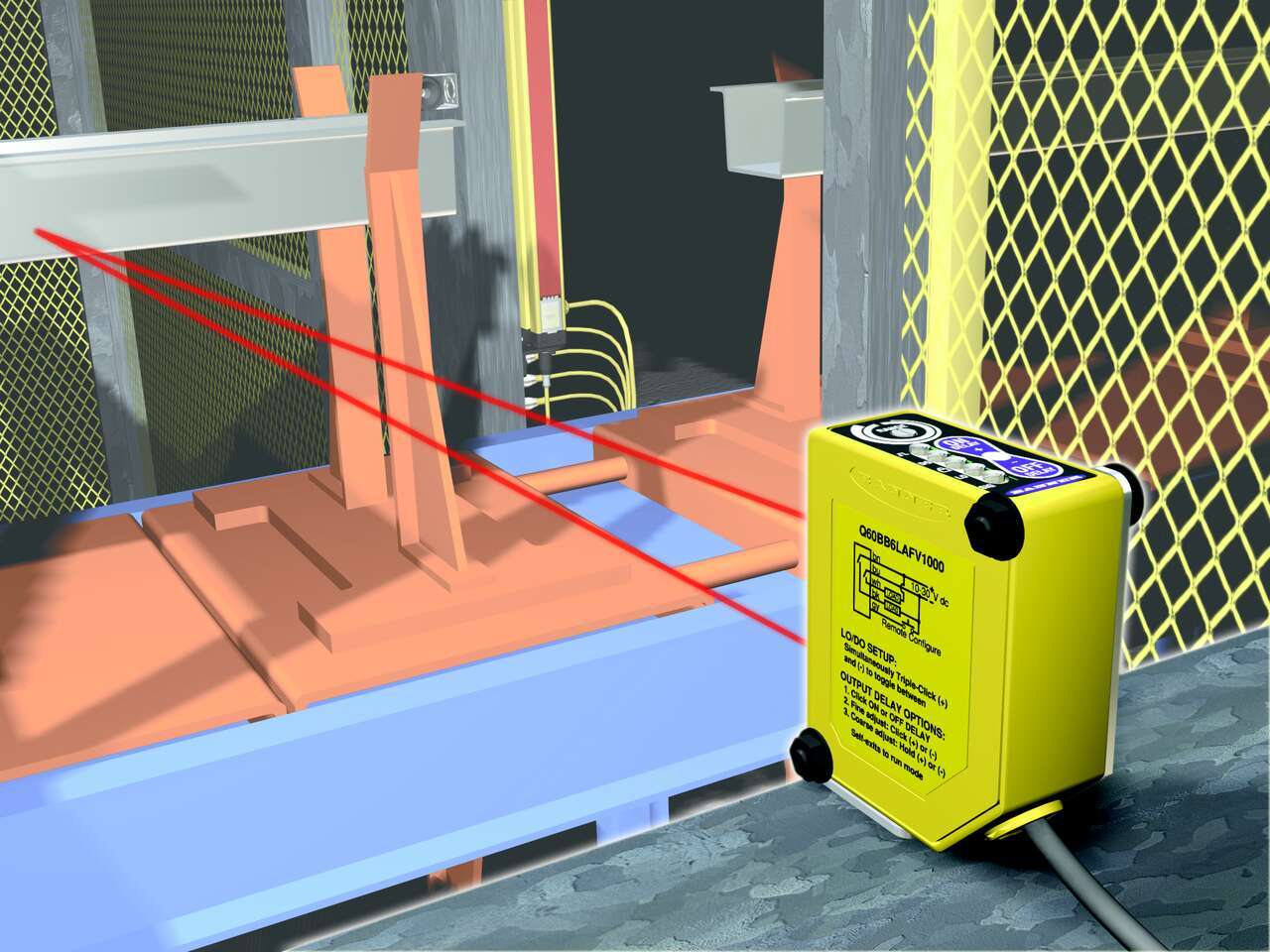
Detección de Motor
-
Posicionamiento del Transportador de Carga
-
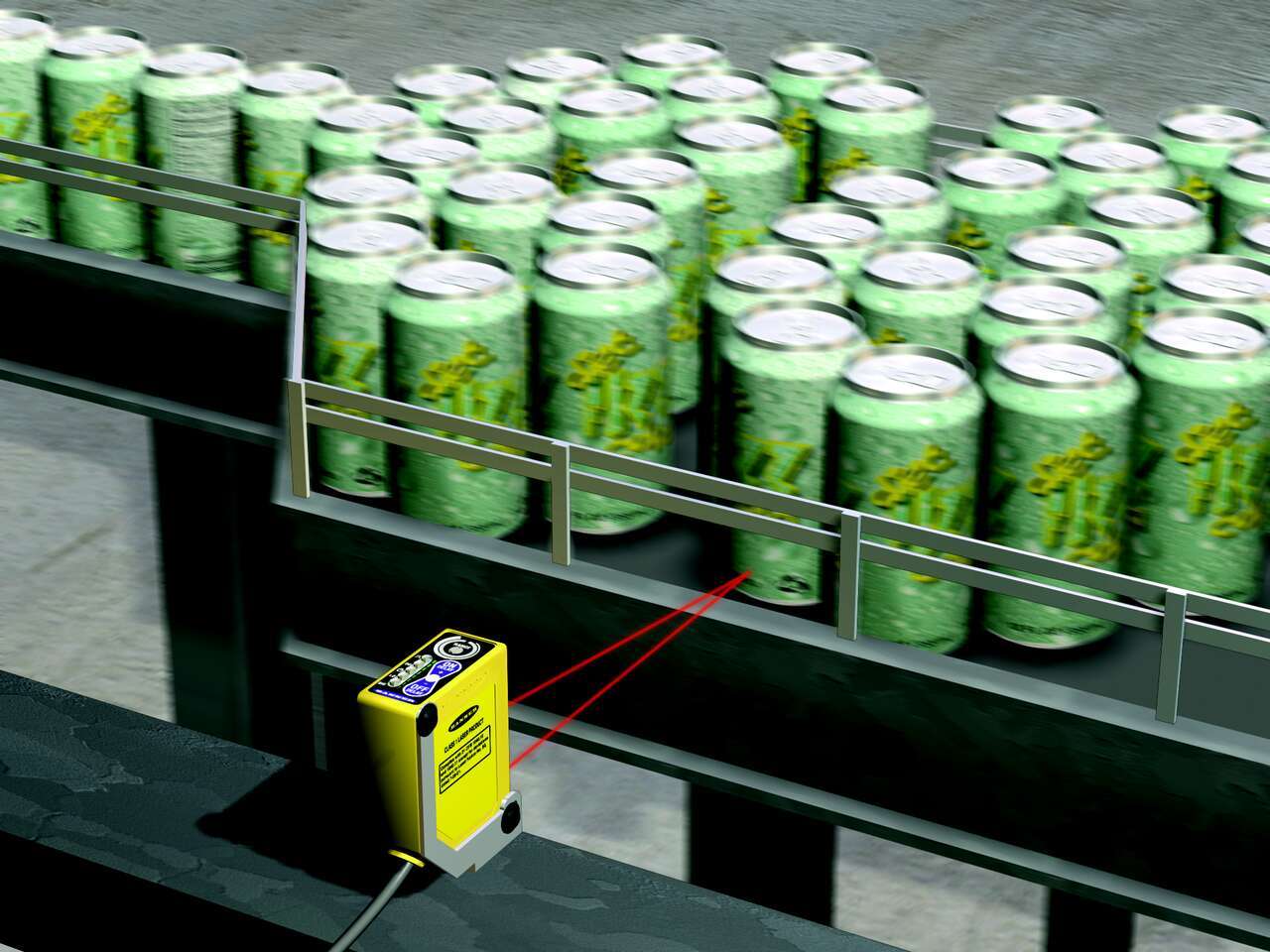
Control de Flujo en Lata de Refresco
-
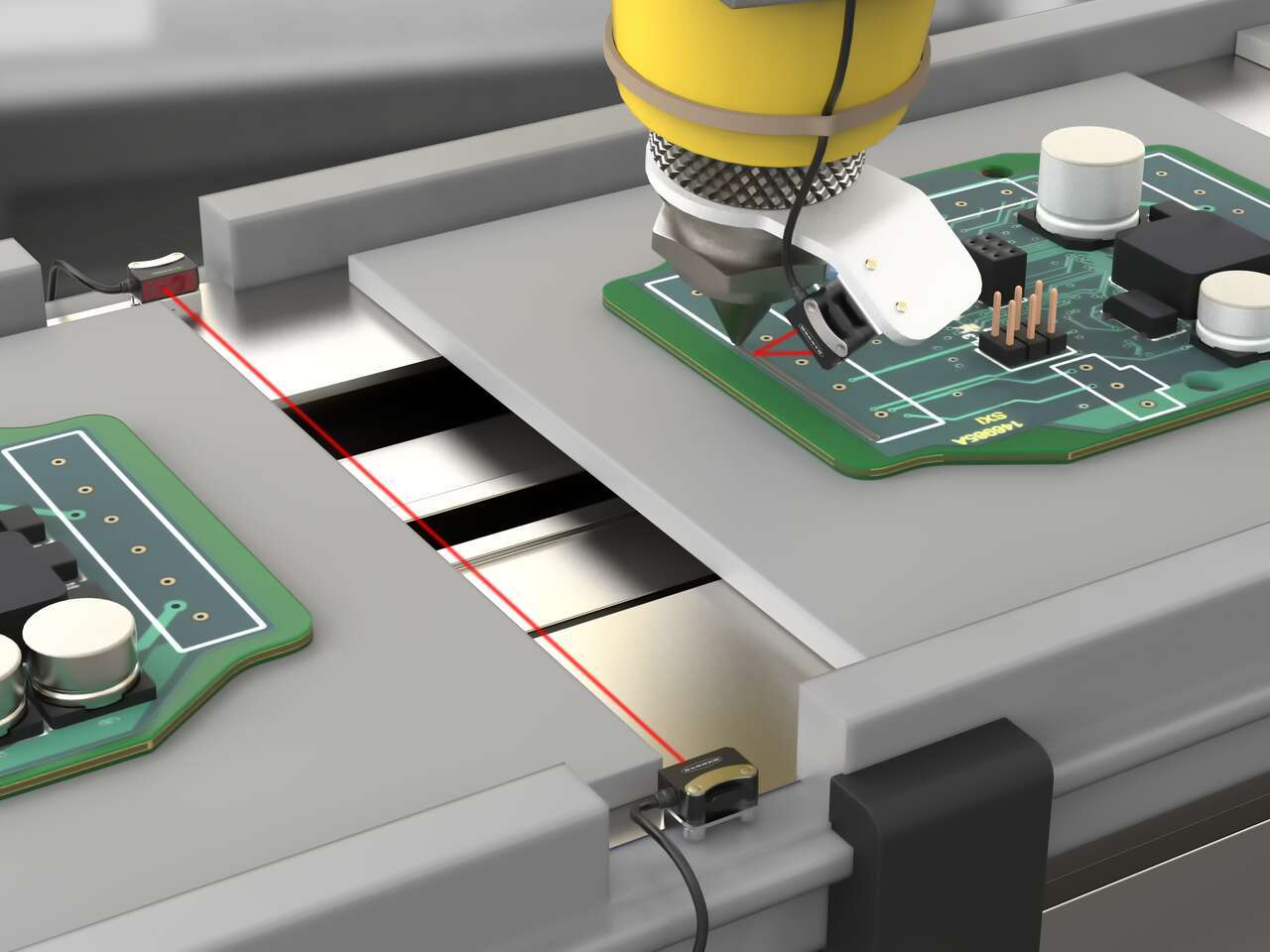
Detección de Adhesivo de PCB Durante el Proceso de Ensamblaje
-
Cierre de Proximidad de Pruebas de Error en la Línea de Montaje
-
Detección de Roles de Desayuno Refrigerados en un Transportador de Varios Líneas
-
Detección de la Orientación de Tapas
-

Detección de Disco Duro
-

Inspección de Paquetes Utilizando un Sensor Láser Difuso
-
Inspección de Piezas en un Alimentador Lineal
-
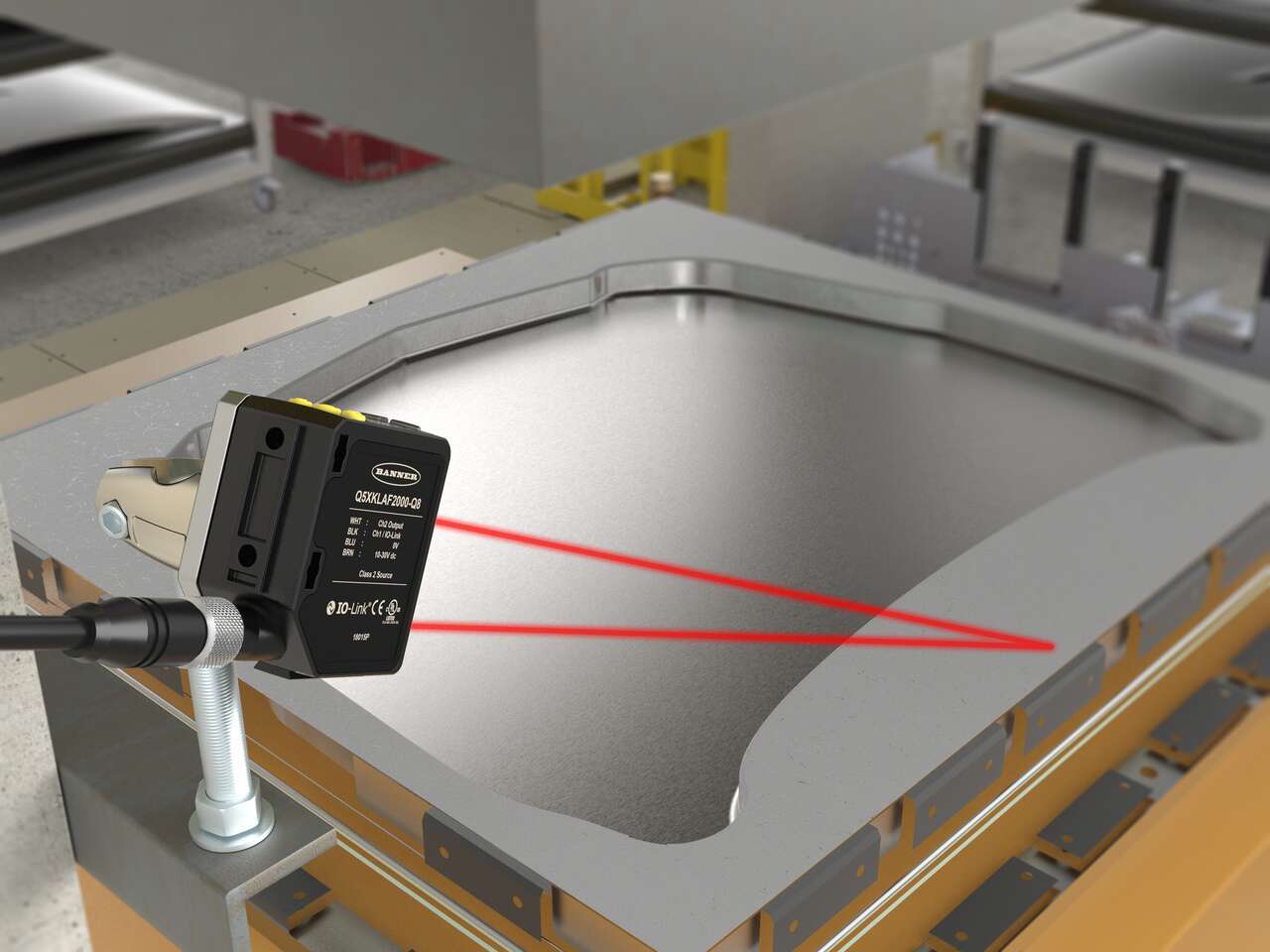
Verificación de las Hojas de Metal en una Prensa de Estampado
-

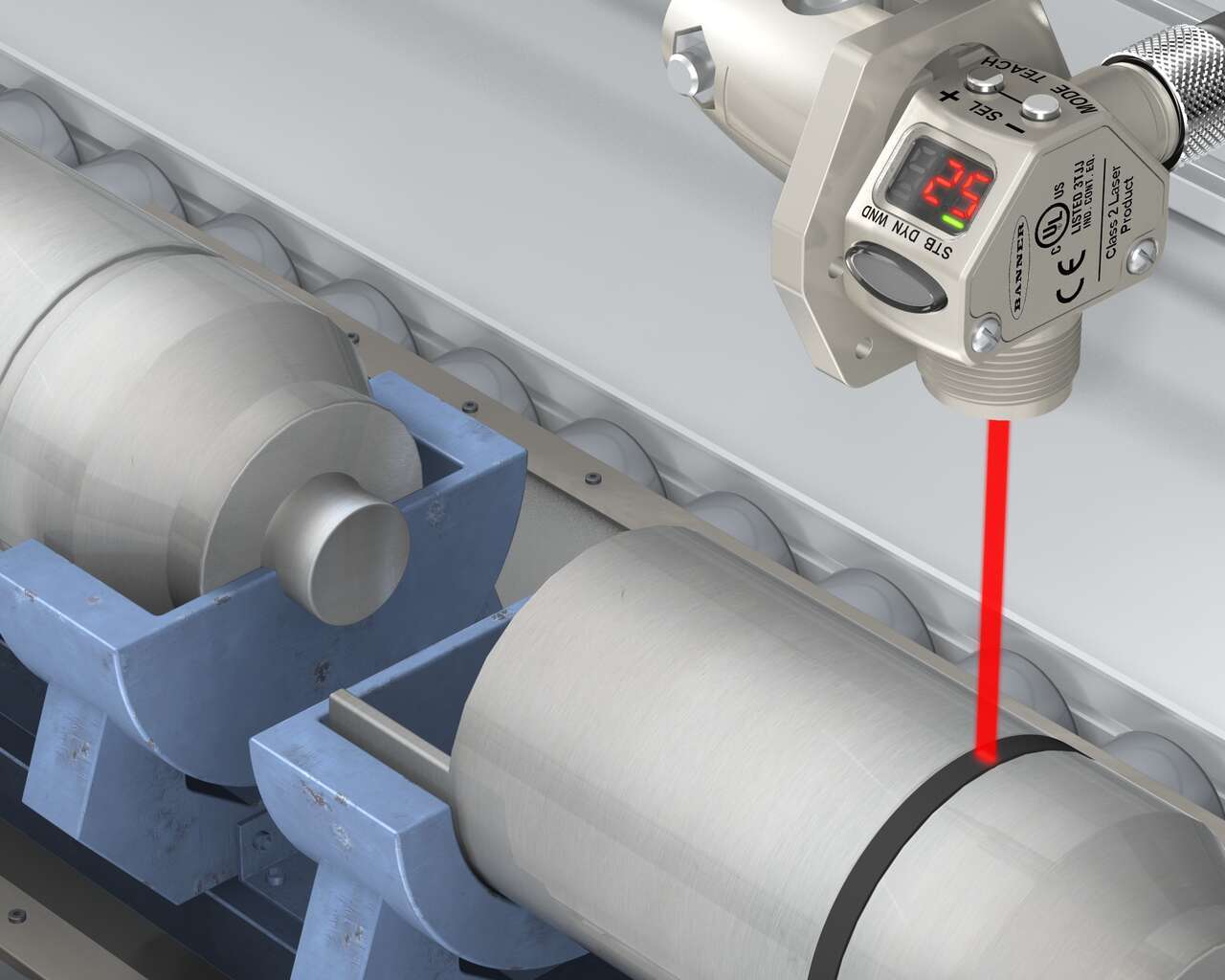
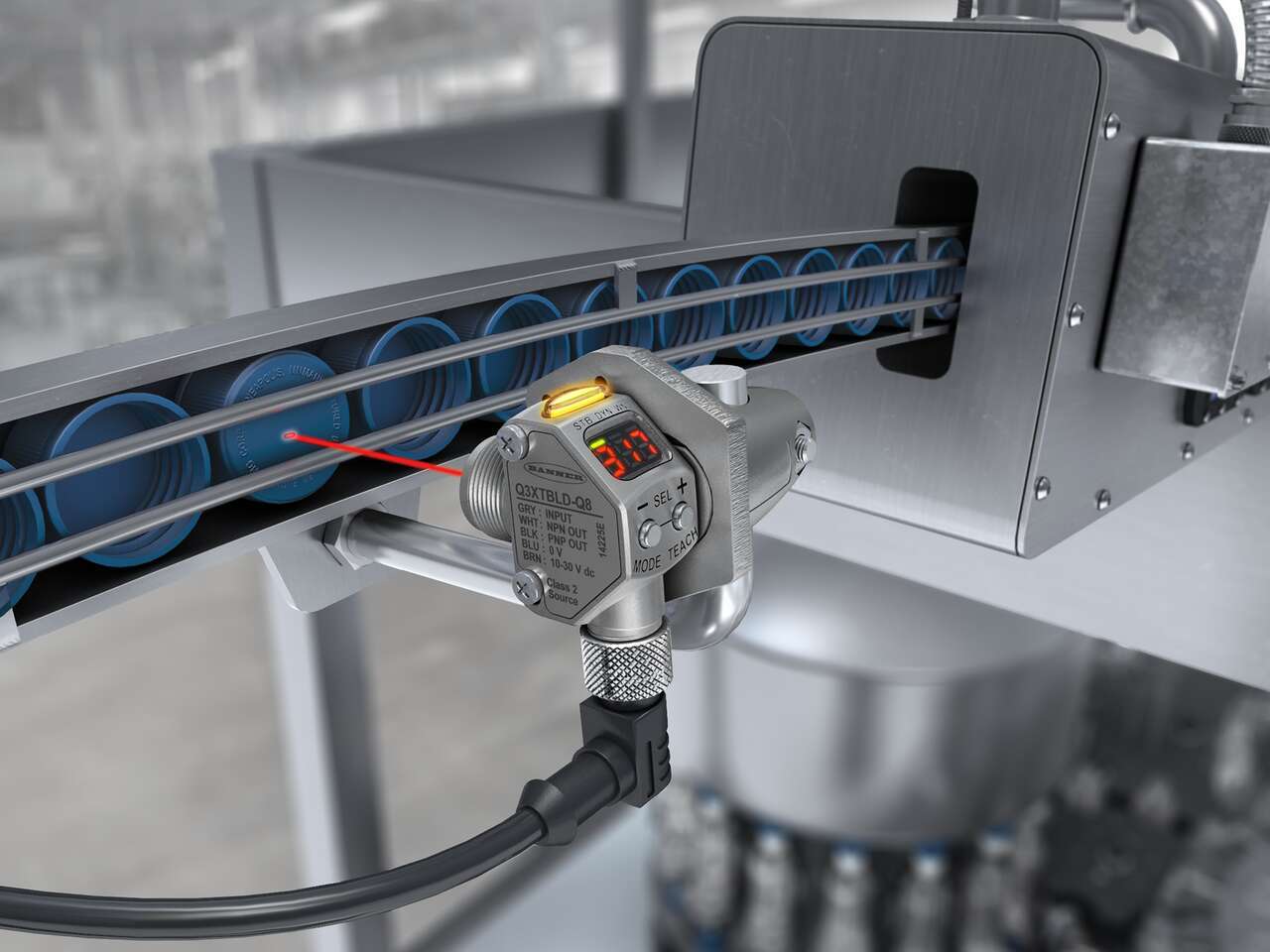
Conteo de Anillos Reflectantes
-

Objetivos Obscuros y de Bajos Contraste
-
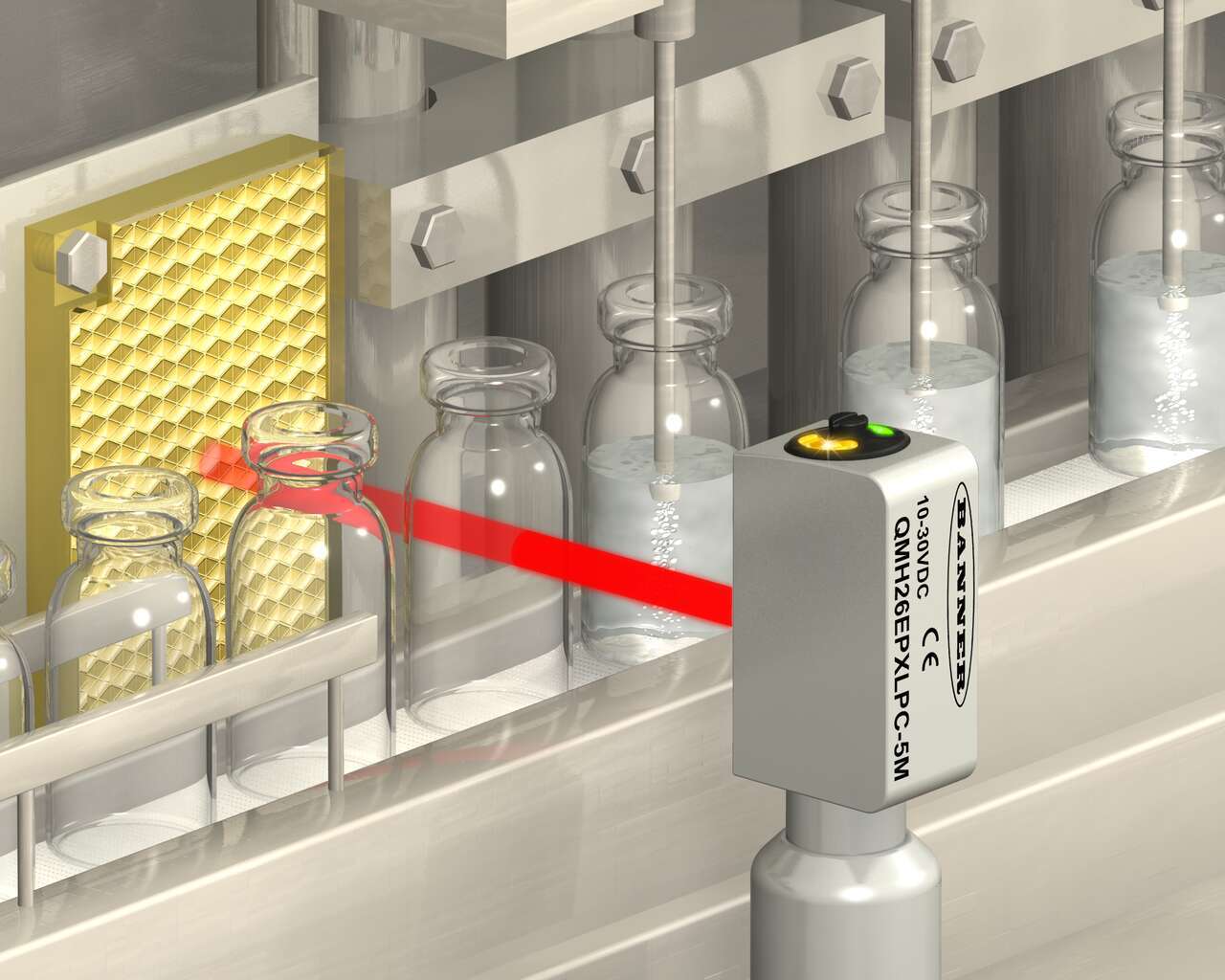
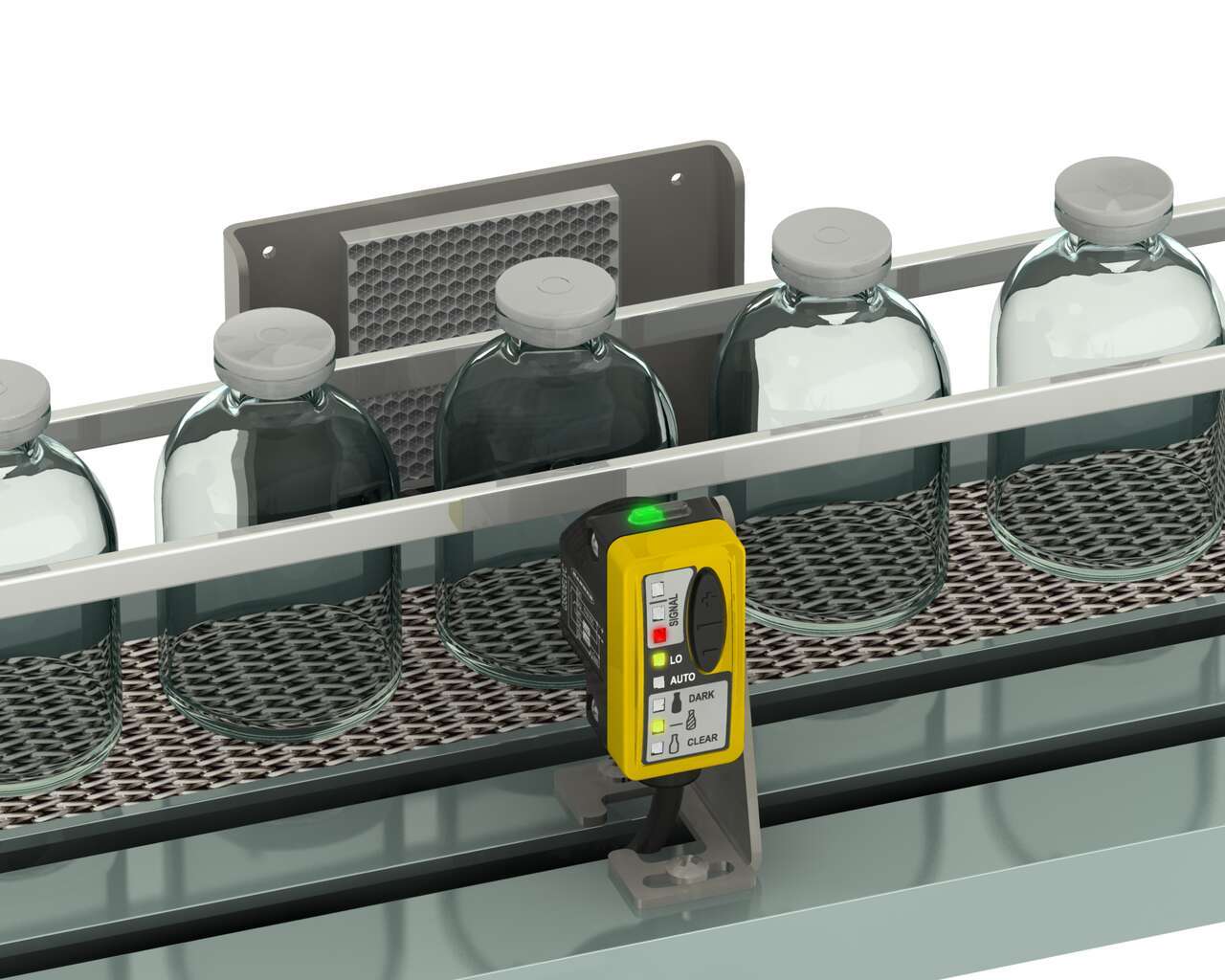
Sensores Higiénicos para Detectar Frascos de Vidrio en Entornos con Químicos Abrasivos
-
Packaging Frozen Dinners on a Cartoner
-

Indicación de Atasco en un Tobogán de Salida
-

Lavado de Auto
-

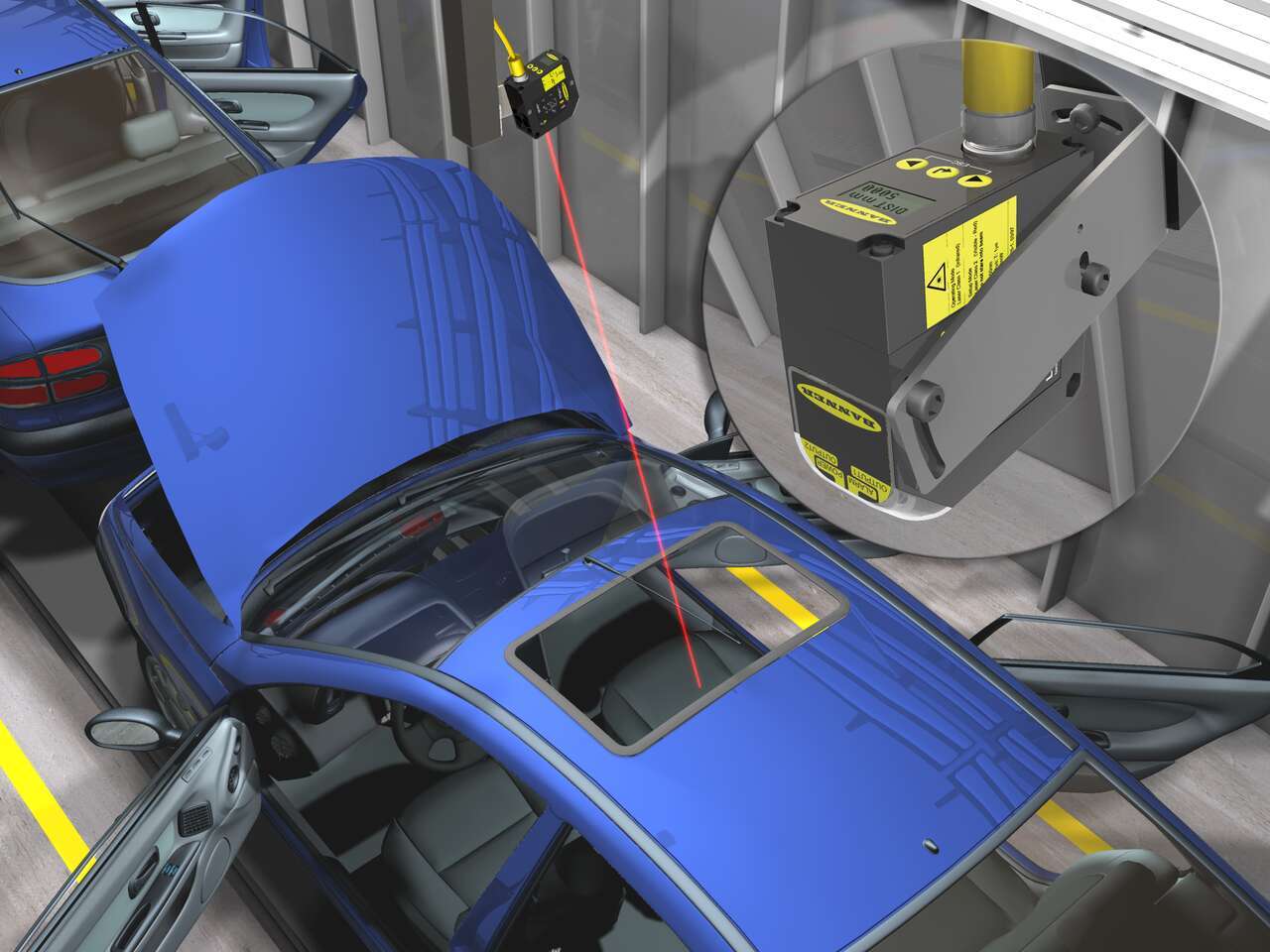
Posición del Vehículo en el Lavado Automático con Ambiente Extremo
-

Objetivos Claros y Reflectantes.
-

Empaque Multicolor
-

Detección de Botellas Transparentes en un Entorno de Lavado a Presión
-

Detección de Envolturas Reflectivas en un Transportador
-

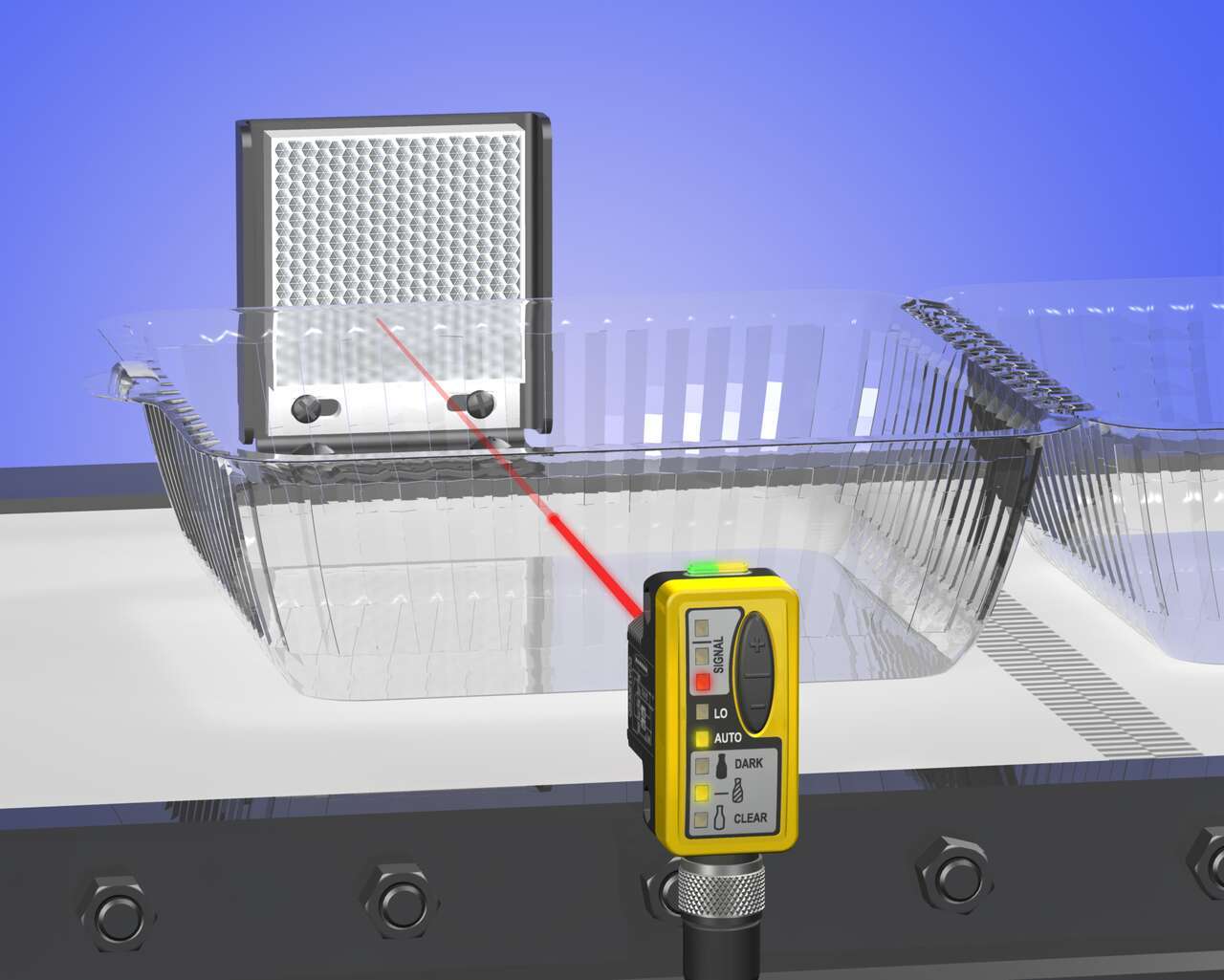
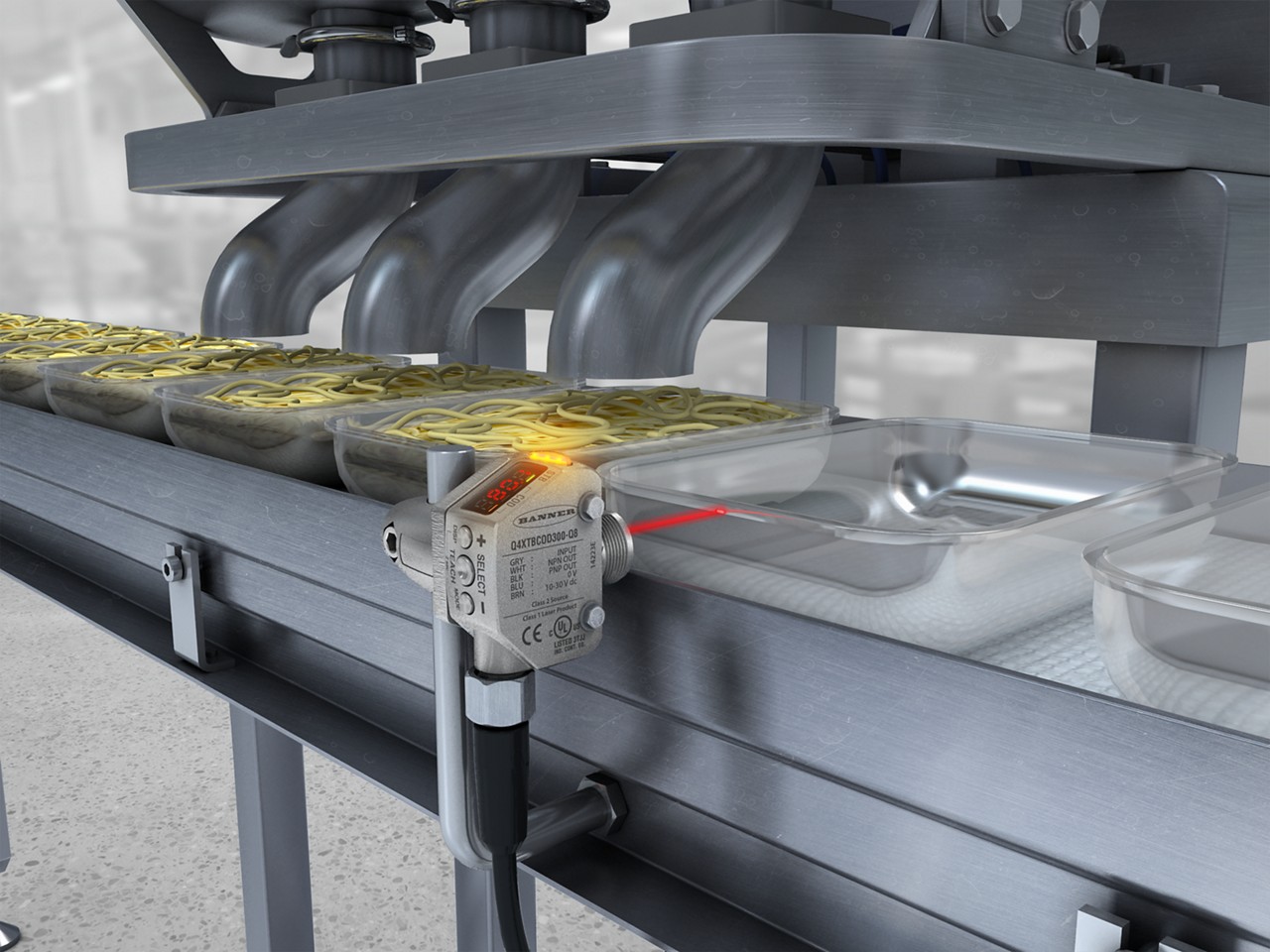
Control de la Presión en la Línea de Separación de Bandejas Transparentes de Comida
-
Accurate Counting of Transparent Pharmaceutical Bottles
-
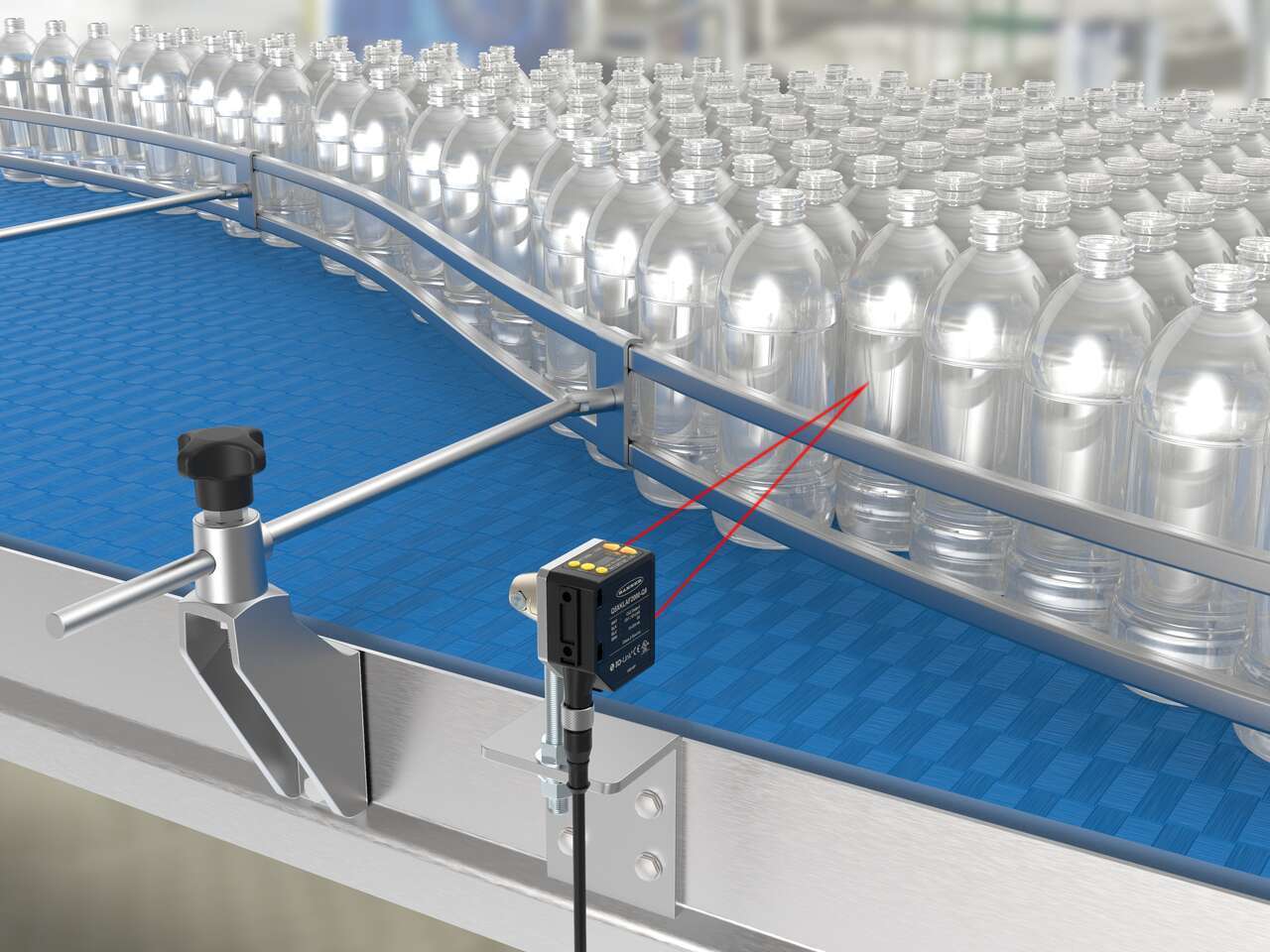
Conteo de Envases de Plástico Transparente en una Banda Transportadora
-
Detección de Líquidos Transparentes en Envases Transparentes
-
Detección de Bandeja Transparente en la Tolva en las Unidades de Almacenamiento de Alimentos
-
Detección de Envases Plásticos Transparentes para Alimentos en un Entorno Sanitario
-
Detecting Clear Glass and Plastic PET Bottles in Washdown Environments
-
In-Line Accumulation on Single Filer
-

Detección de Botellas de PET para Regular el Flujo del Producto
-

Detección de Envase de Vidrio Transparente para Alimentos y Bebidas Splash Zone
-

Detectar e Indicar la Presencia de una Botella Ladeada
-

Detección de Botellas Volcadas en una Línea de Embotellado de Alta Velocidad
-
Medición de Nivel
Resources
El último folleto de Soluciones de Sensores Fotoeléctricos explora los diferentes tipos de sensores Banner y cómo elegir el adecuado para su aplicación, ya sea conteo de objetos, control de calidad, presencia o ausencia de objetos u otra necesidad de automatización.
