
Sensores Fotoelétricos
A Banner oferece a linha mais completa de sensores fotoelétricos do mundo e fornece sensores para praticamente todas as empresas de manufatura da Fortune 500.
| Series Image | Series Name | Opposed Range (m) | Non-polarized Retroreflective Range (m) | Polarized Retroreflective Range (m) | Laser Polarized Retroreflective Range (m) | Diffuse Range (mm) | Fixed-Field Range (mm) | Adjustable-Field Range (mm) | Type of Emitter | Housing Material | IP Rating | Response Time (μs) | Operating Temperature | IO-Link | Clear Object Detection |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
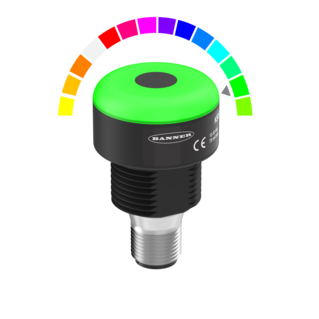
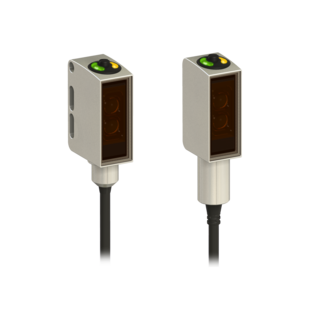
Series Image  |
Series Name QS18 | Opposed Range (m) 20 | Non-polarized Retroreflective Range (m) 6.5 | Polarized Retroreflective Range (m) 3.5 | Laser Polarized Retroreflective Range (m) 10 | Diffuse Range (mm) 600 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) 350 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 600–800 | Operating Temperature -20 to +70 °C | IO-Link ✅ YES | Clear Object Detection ✅ YES |
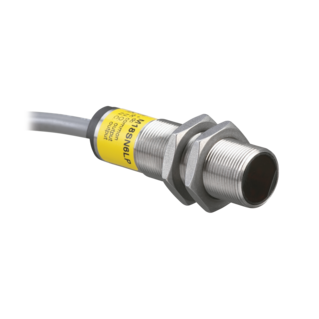
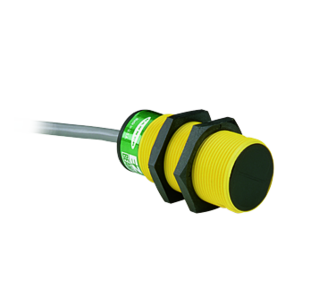
Series Image  |
Series Name Q20 | Opposed Range (m) 20 | Non-polarized Retroreflective Range (m) 6 | Polarized Retroreflective Range (m) 4 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 1500 | Fixed-Field Range (mm) 150 | Adjustable-Field Range (mm) 400 | Type of Emitter LED | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 850–1000 | Operating Temperature -20 to +60 °C | IO-Link ✅ YES | Clear Object Detection 🚫 NO |
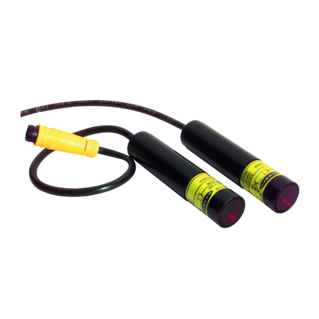
Series Image  |
Series Name QS30 | Opposed Range (m) 60 | Non-polarized Retroreflective Range (m) 12 | Polarized Retroreflective Range (m) 8 | Laser Polarized Retroreflective Range (m) 18 | Diffuse Range (mm) 1400 | Fixed-Field Range (mm) 600 | Adjustable-Field Range (mm) 600 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 2000–5000 | Operating Temperature -20 to +70 °C | IO-Link 🚫 NO | Clear Object Detection ✅ YES |
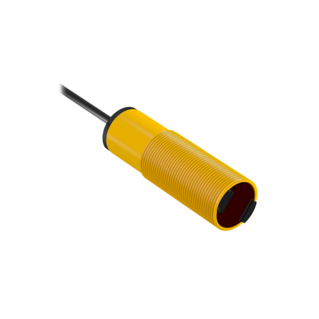
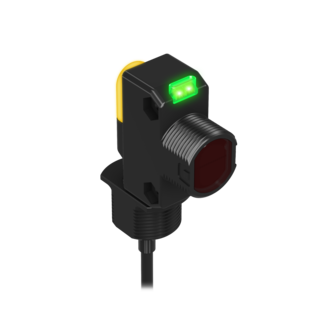
Series Image  |
Series Name T18-2 | Opposed Range (m) 25 | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) 6 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 750 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) — | Type of Emitter LED | Housing Material Plastic | IP Rating IP67, IP68, IP69K | Response Time (μs) 1500–2000 | Operating Temperature -40 to +70 °C | IO-Link 🚫 NO | Clear Object Detection 🚫 NO |
Series Image  |
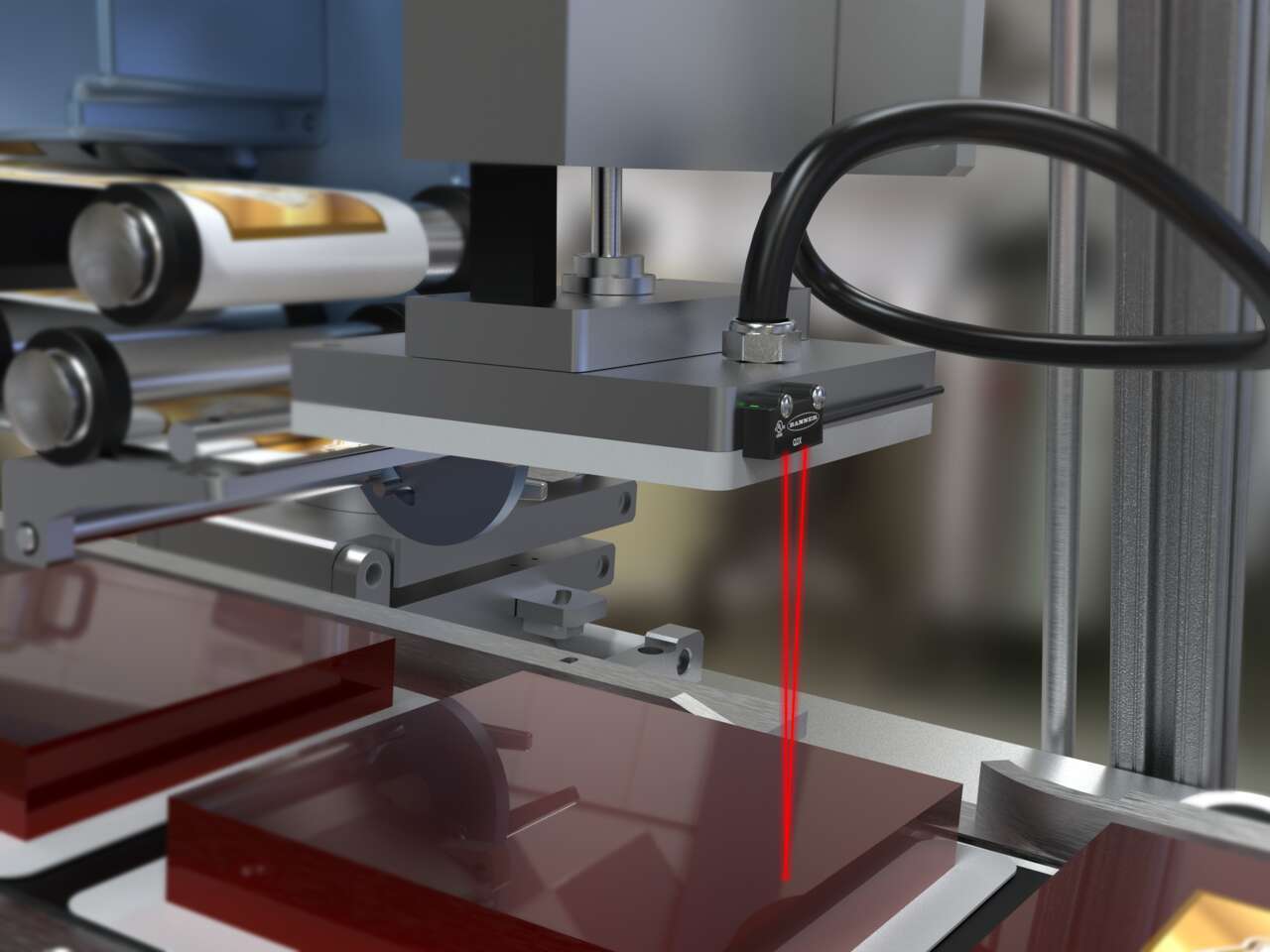
Series Name Q3X | Opposed Range (m) — | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) — | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 300 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) — | Type of Emitter Laser | Housing Material Metal | IP Rating IP67, IP68, IP69K | Response Time (μs) 250 | Operating Temperature -10 to +50 °C | IO-Link 🚫 NO | Clear Object Detection 🚫 NO |
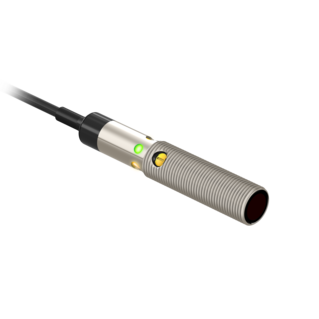
Series Image  |
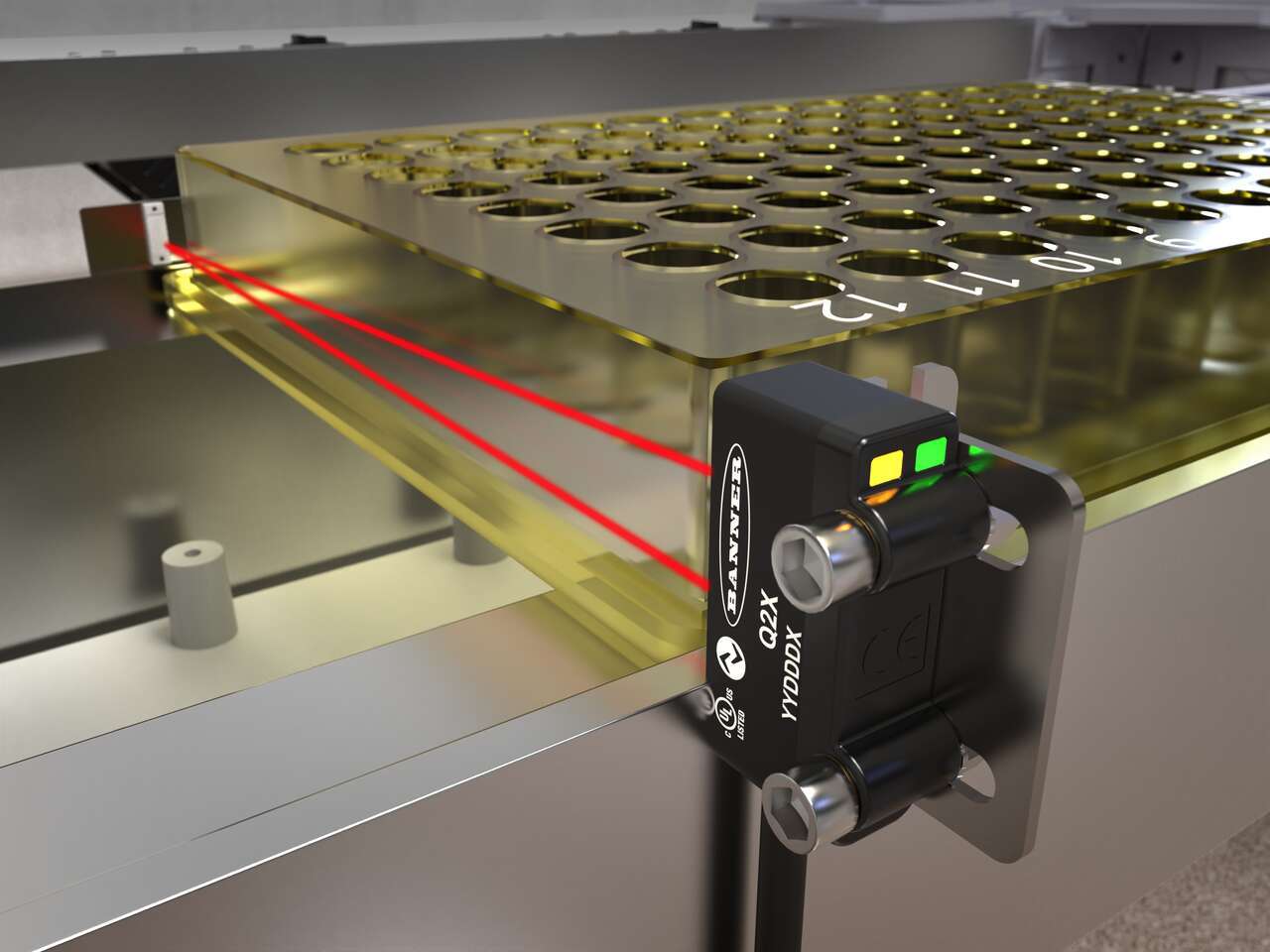
Series Name Q2X | Opposed Range (m) 3 | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) 3.3 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) — | Fixed-Field Range (mm) 50 | Adjustable-Field Range (mm) 3000 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 600–100,000 | Operating Temperature -25 to +50 °C | IO-Link ✅ YES | Clear Object Detection ✅ YES |






































Photoelectric Applications
-
Dark Wafer Presence Detection
-
Accurate Positioning in Medical & Scientific Laboratories
-
Streamline Labeling Process with a Fixed-Field Sensor
-

Preventing Jams in Airport Baggage Retrieval Systems
-

Status Indication on Airport Conveyor
-

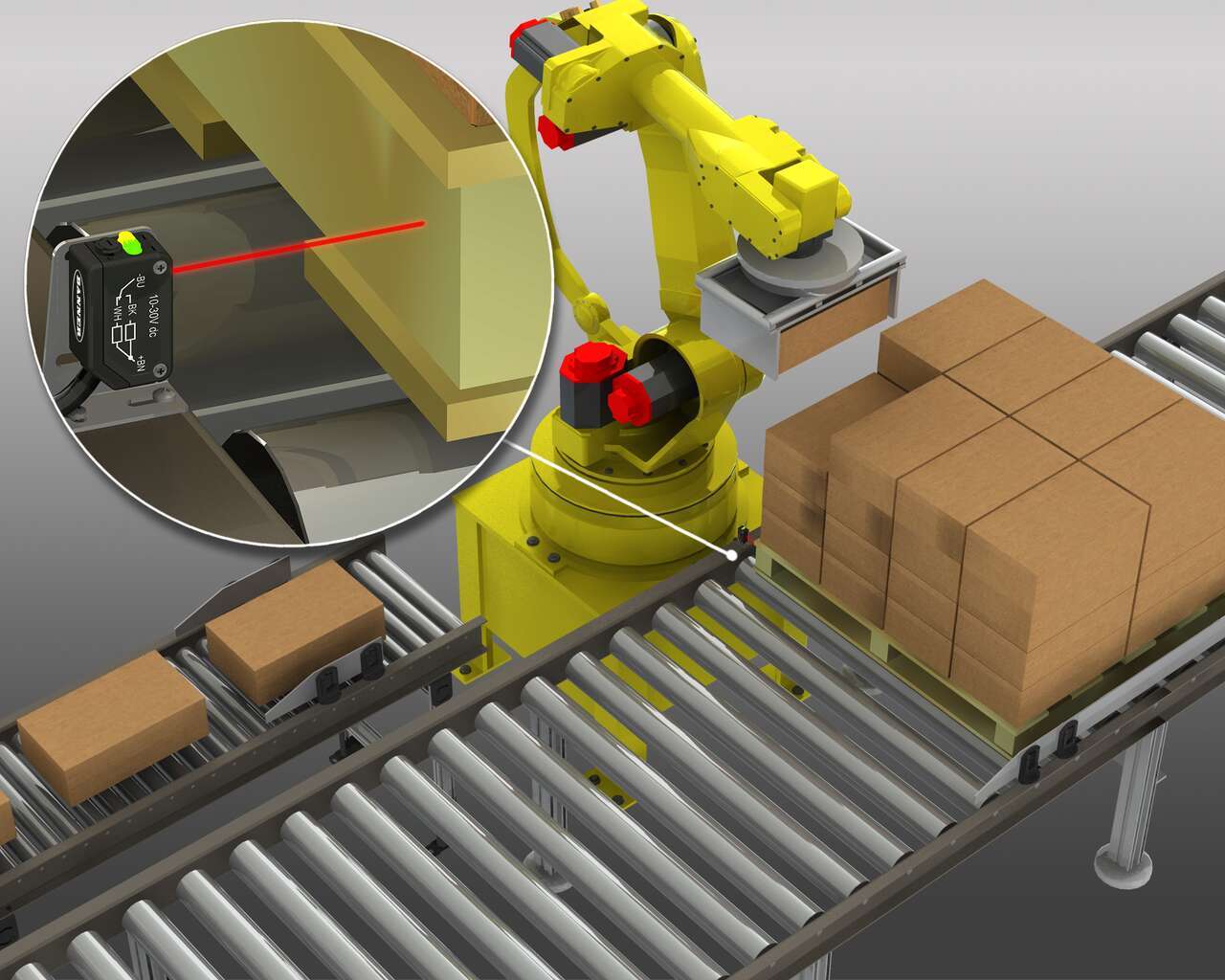
Positioning Pallets for Unloading by Robot Arms
-

Orientação Iluminada para Empilhadeiras
-

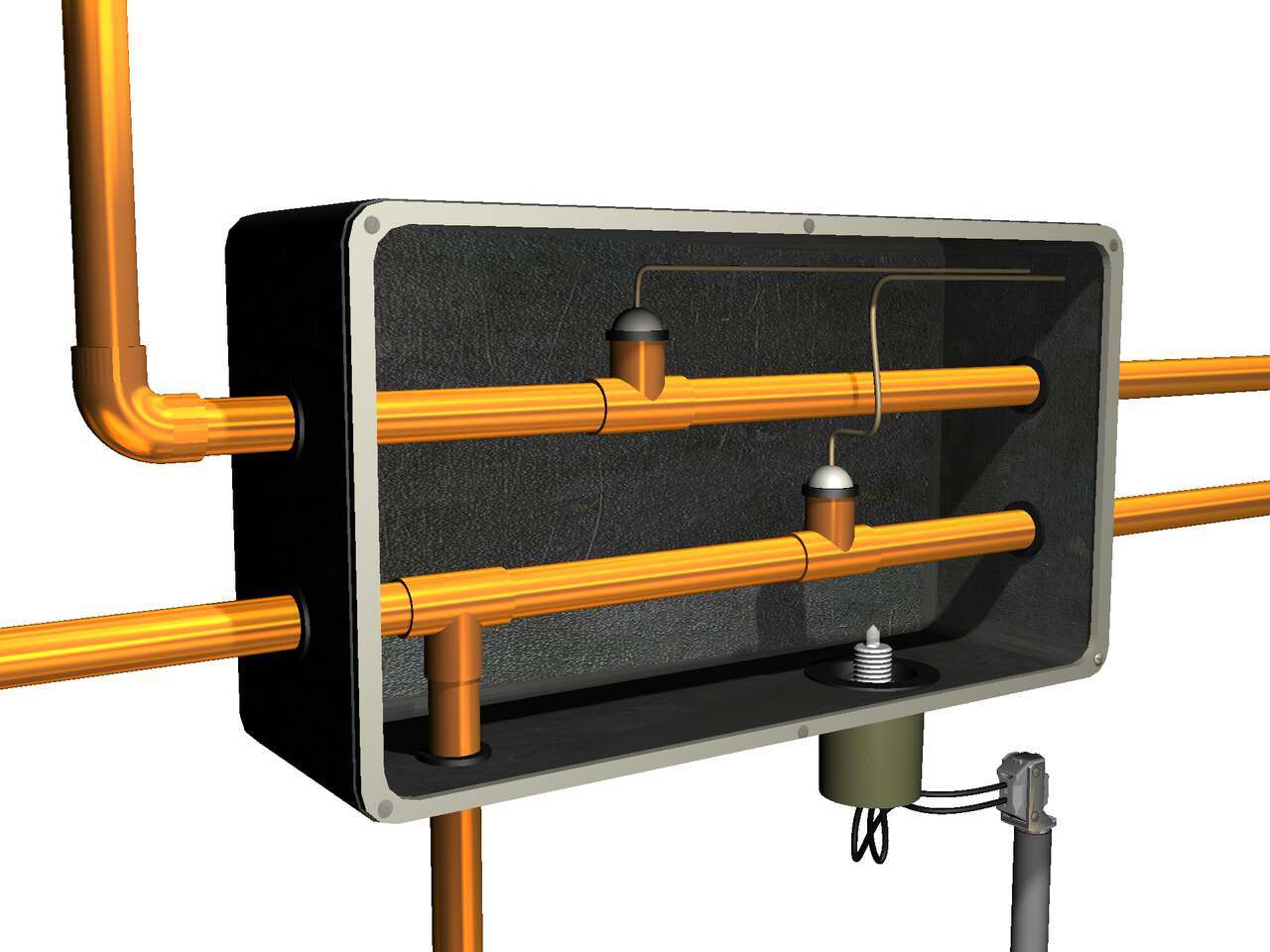
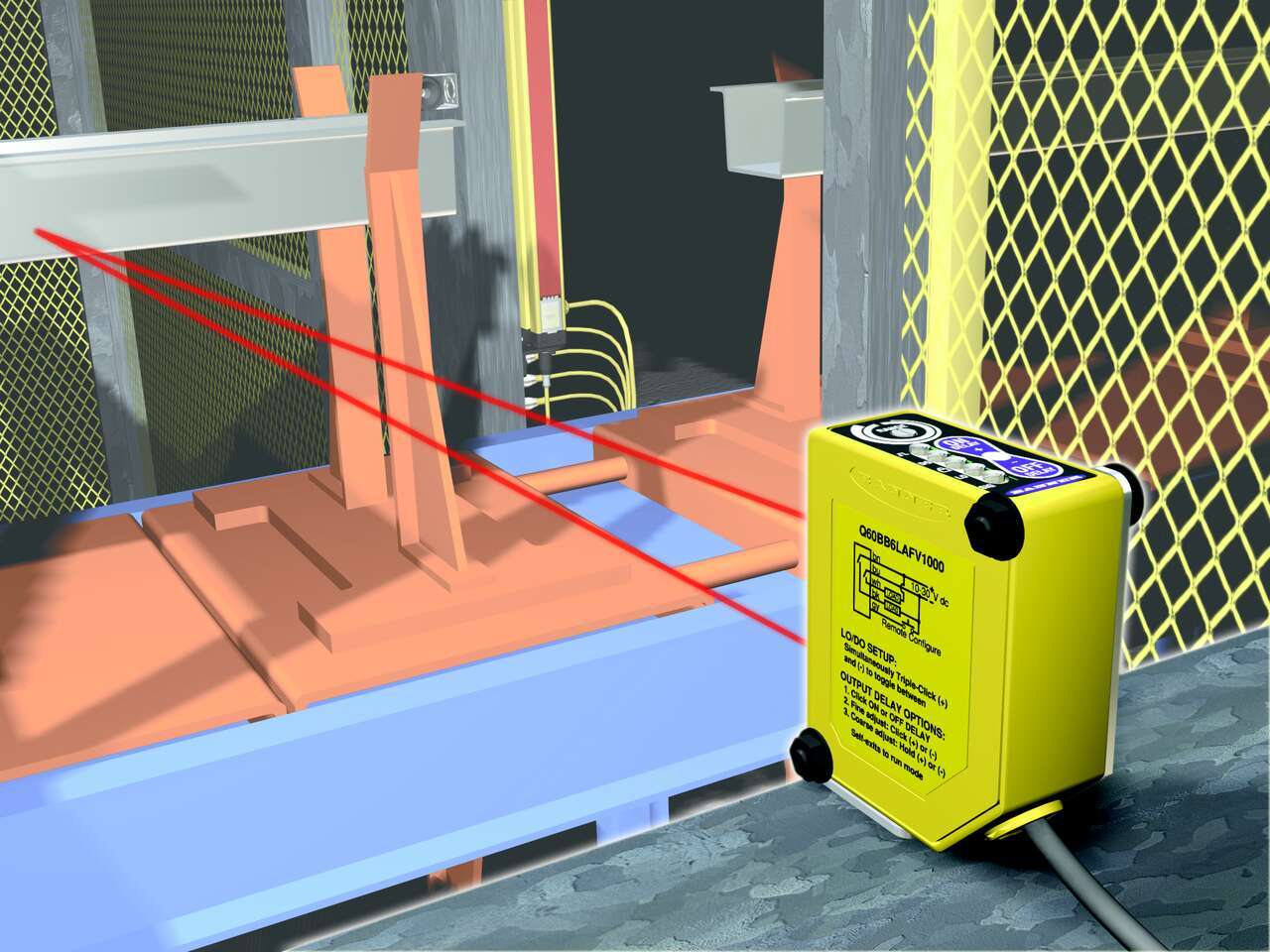
Jam Detection on a Conveyor with Only AC Power
-
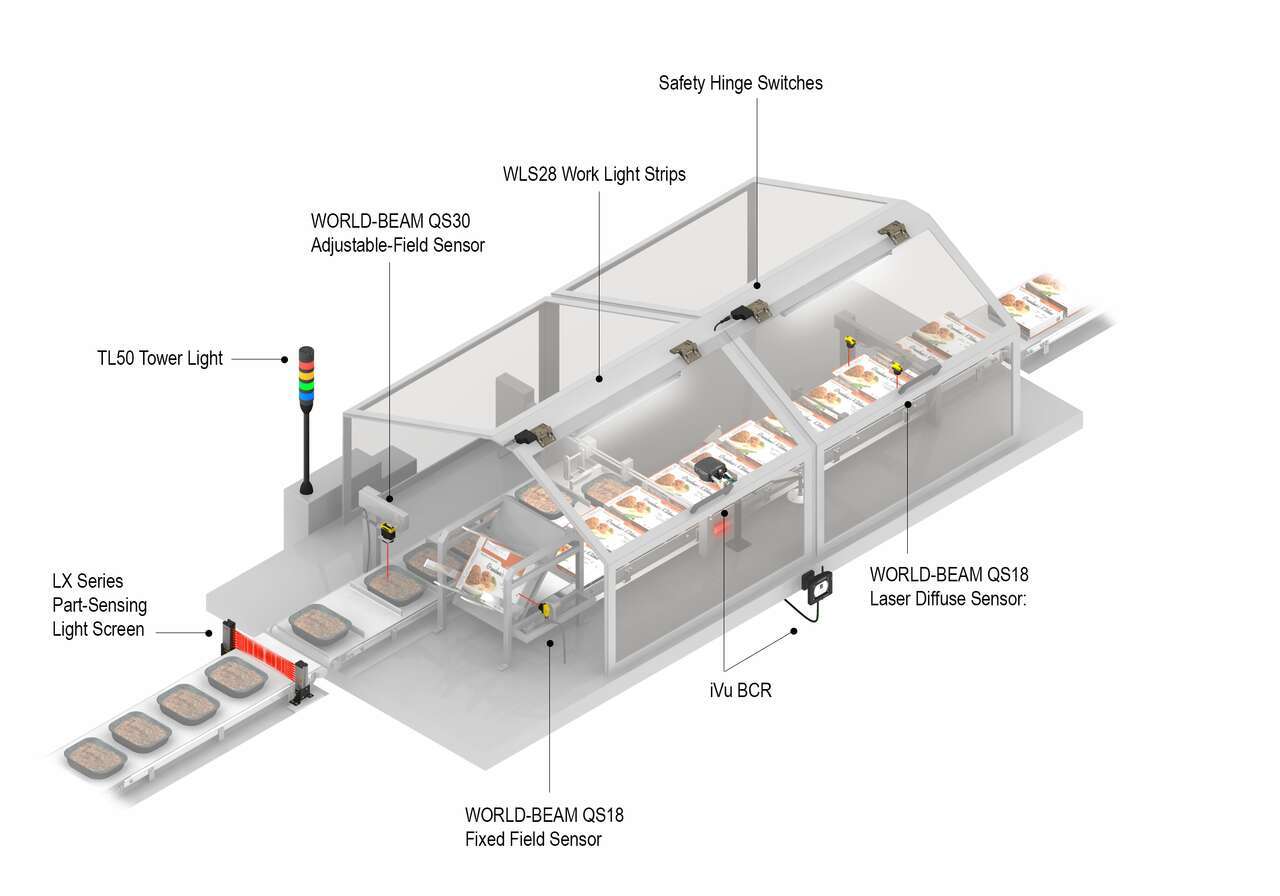
![Operator Guidance Solution [Success Story]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2013/PVD_QS30LE_OTB_K50L_Bin-Pick-for-Transmission-Plate.psd/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
Operator Guidance Solution
-
![Detecção Consistente de Garrafas Plásticas Transparentes em um Transportador [História de Sucesso]](/content/dam/banner-engineering/photography/general---stock-photography/stock_photo_new/bigstock-Bottle-Industry-30664220.jpg/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
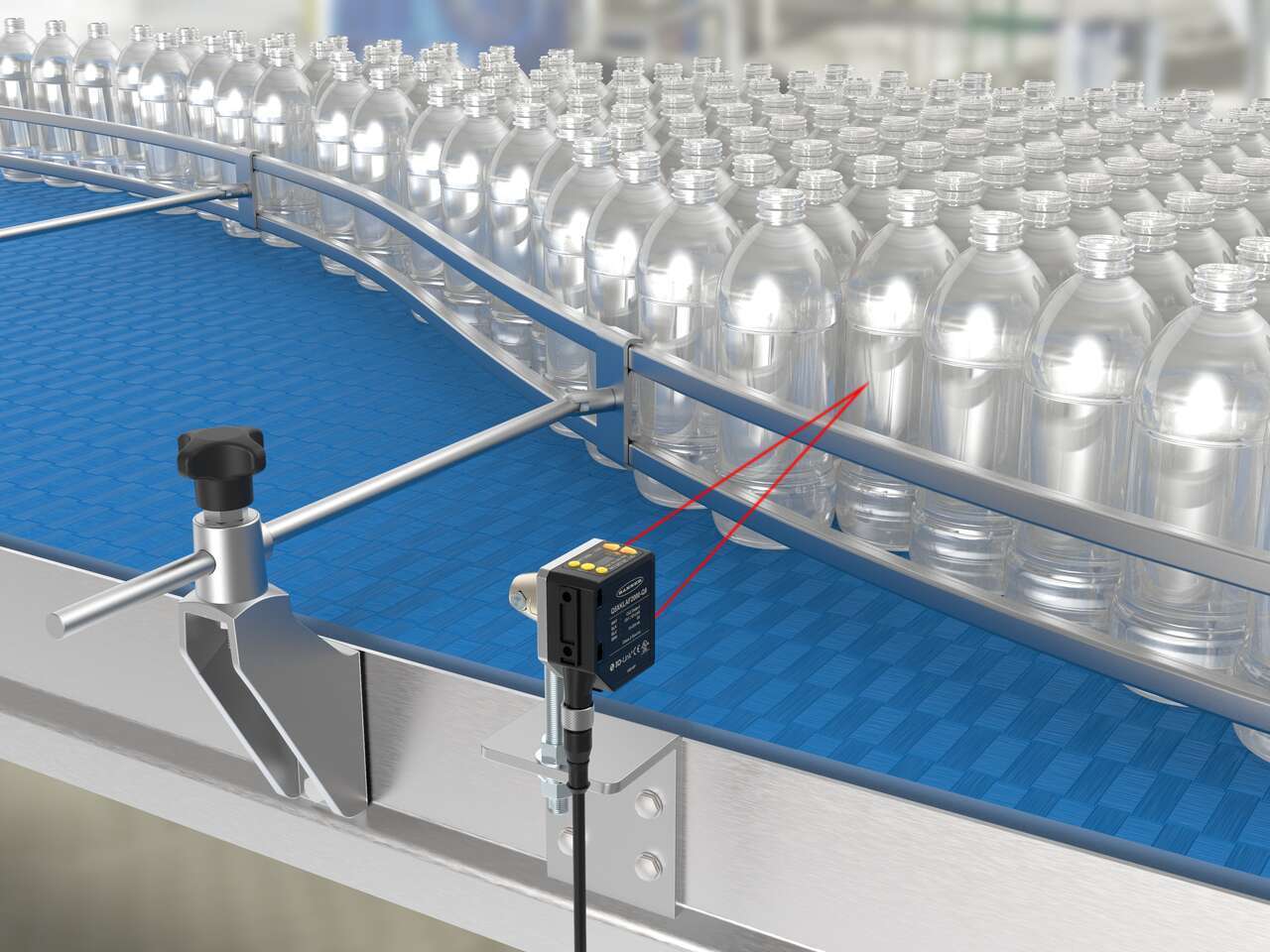
Consistent Detection of Transparent Plastic Bottles Along a Conveyor Machine
-
![Rotulagem Termorretrátil em Altas Velocidades [História de Sucesso]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2013/QS18VN6LLPQ5-Shrink-Sleeve-Bottle-Labeling.psd/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
Rotulagem Termorretrátil em Altas Velocidades [História de Sucesso]
-
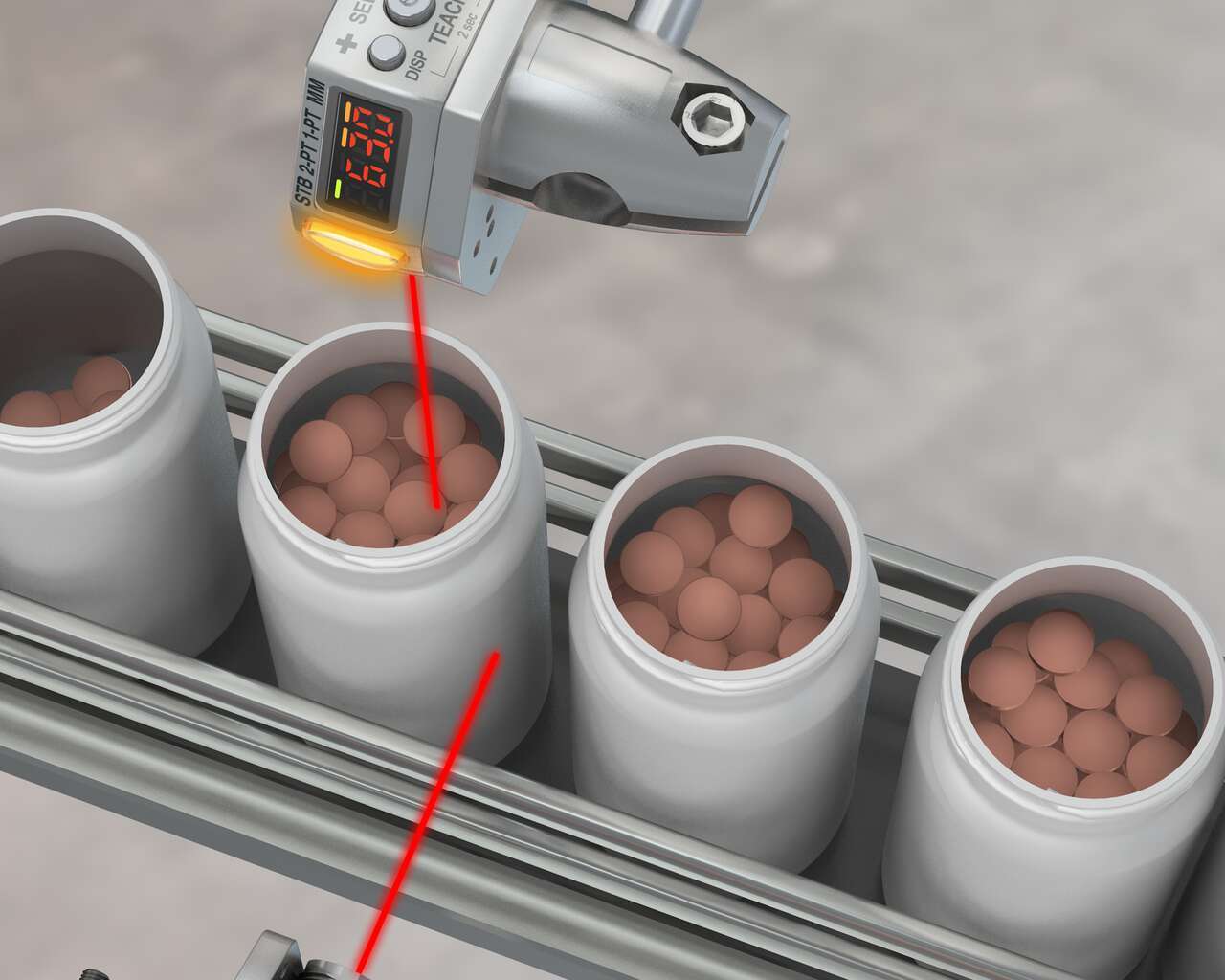
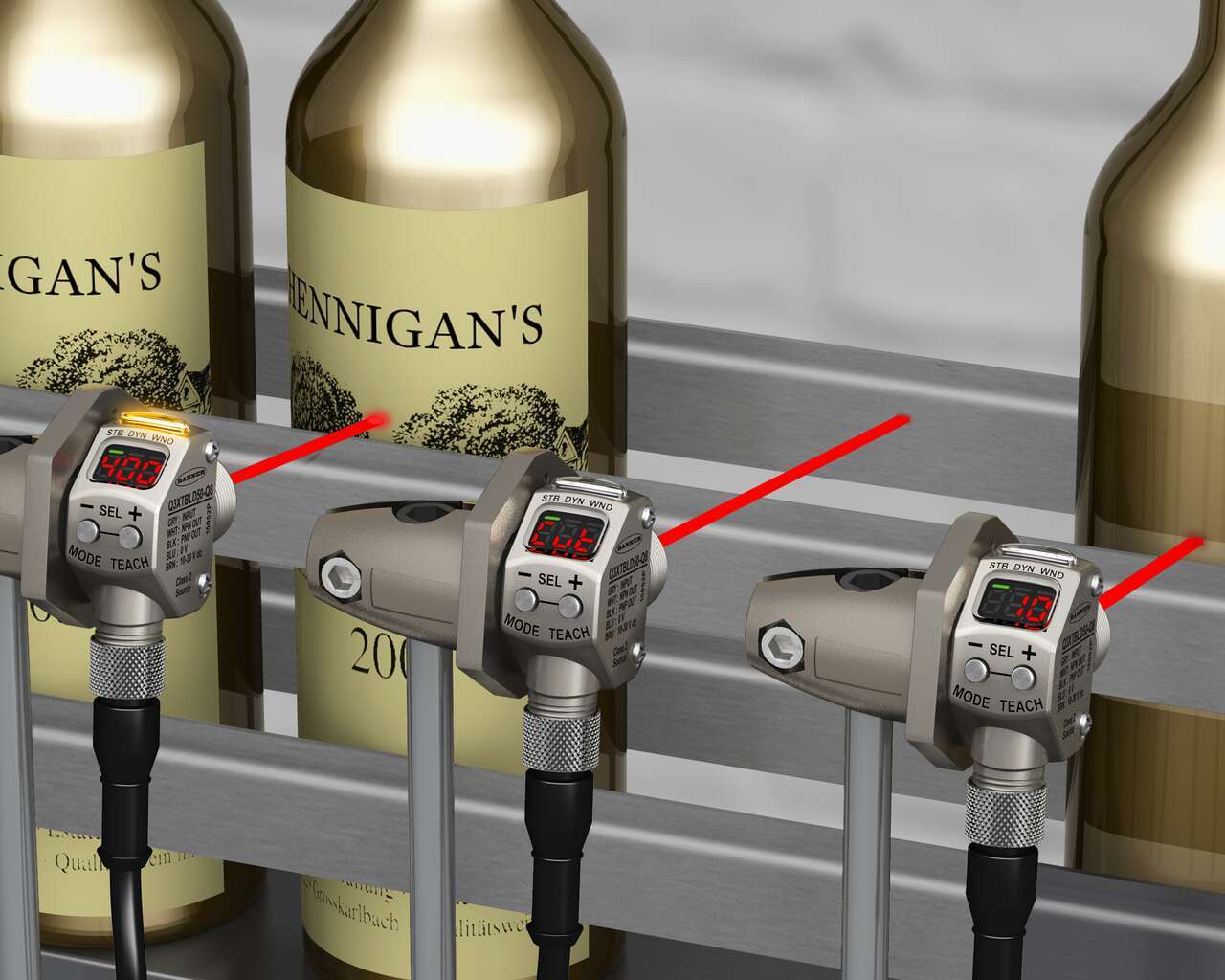
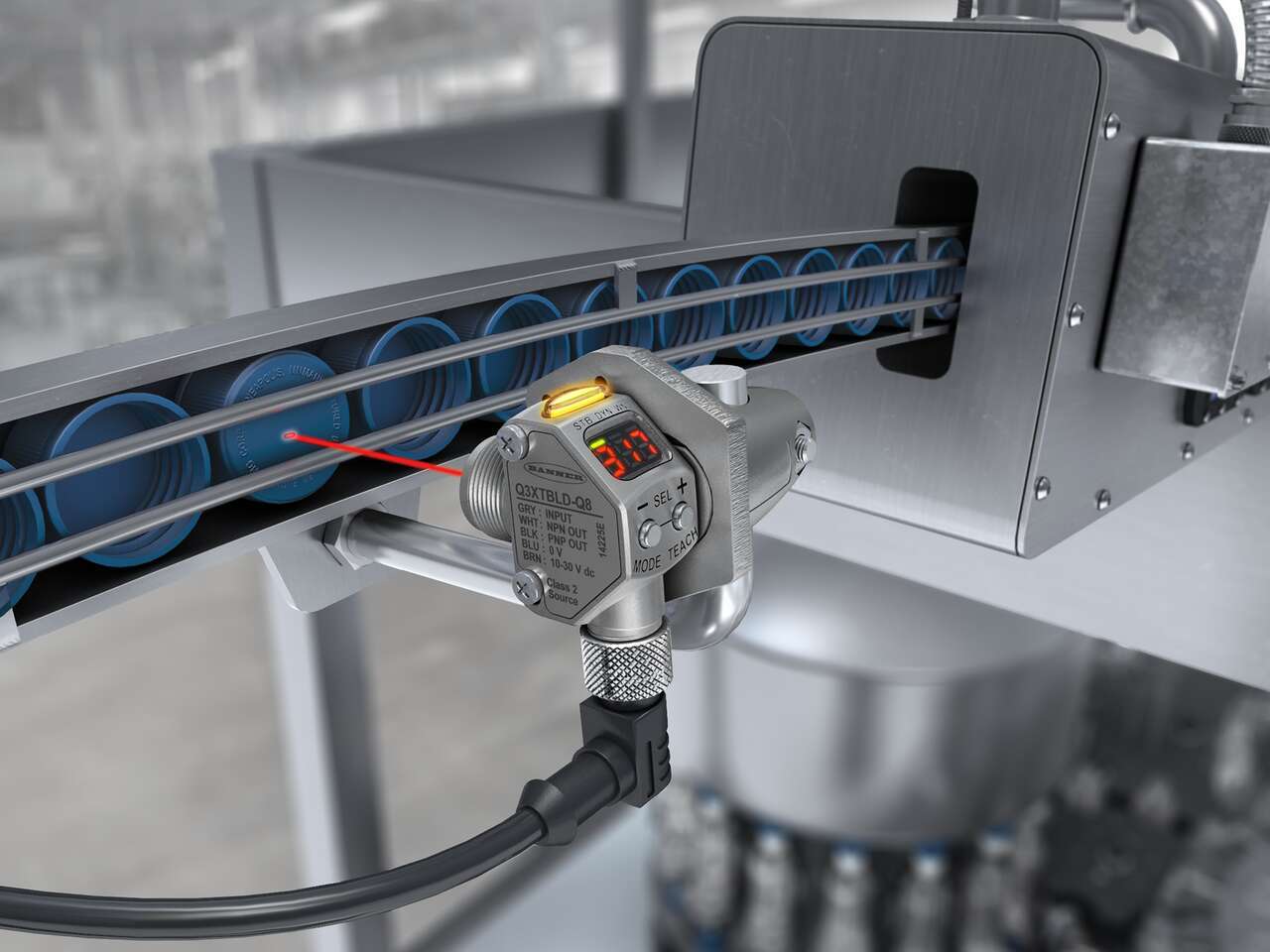
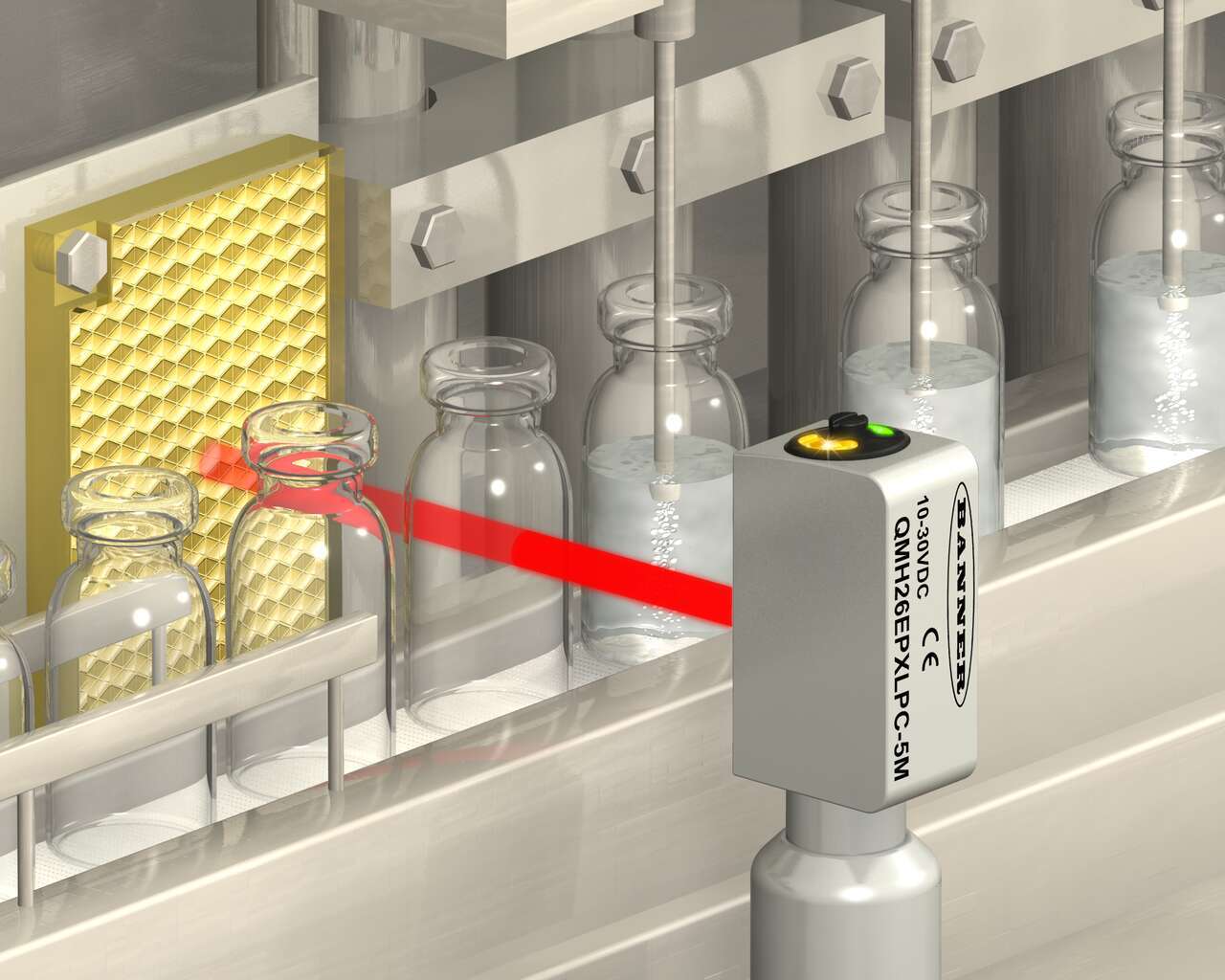
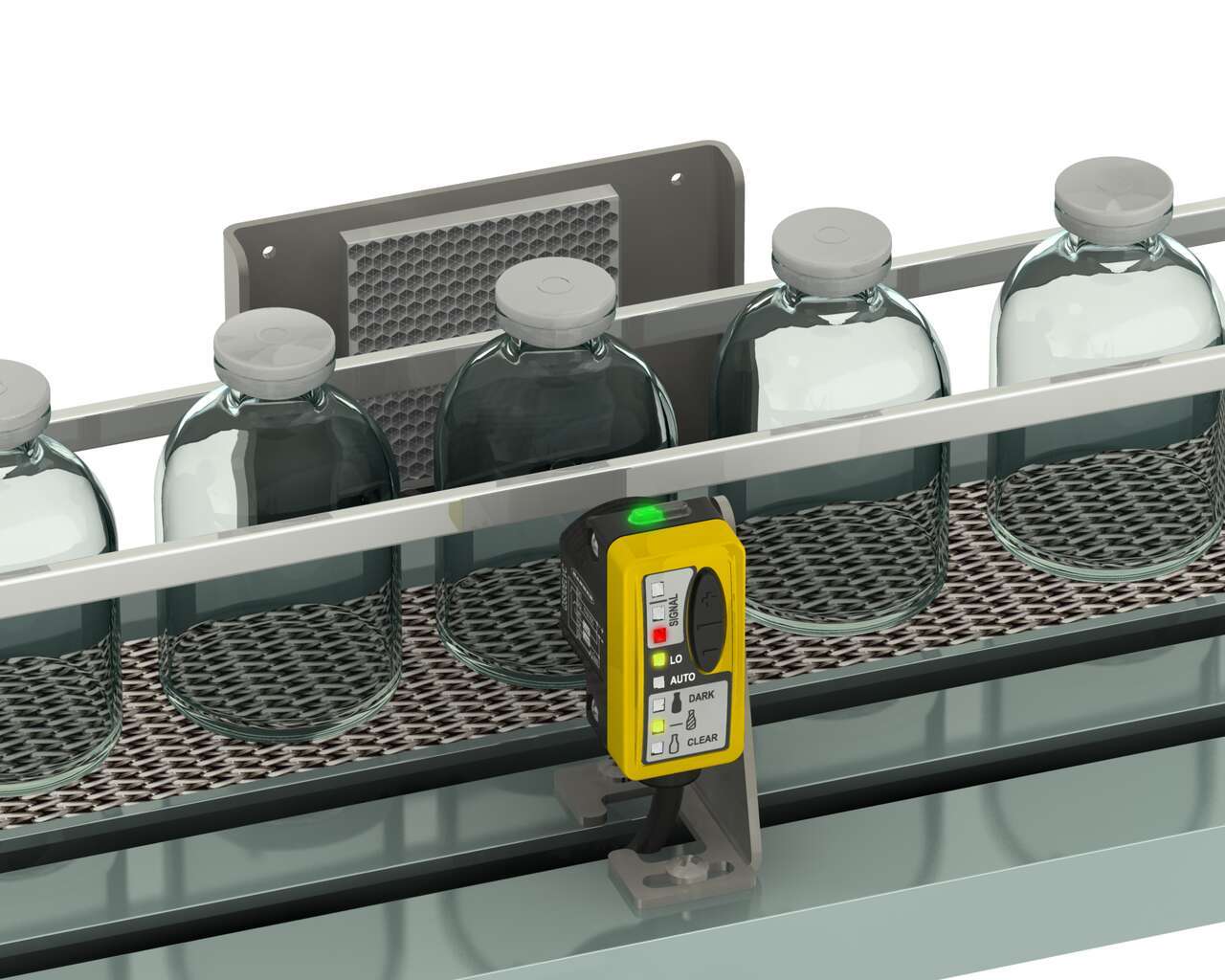
![O Sensor de LED Azul Detecta Frascos de Cor Âmbar [História de Sucesso]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2010/QS18LV-Solid-Dose-Pkng---Perscription-Vial-Detect.psd/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
O Sensor de LED Azul Detecta Frascos de Cor Âmbar [História de Sucesso]
-
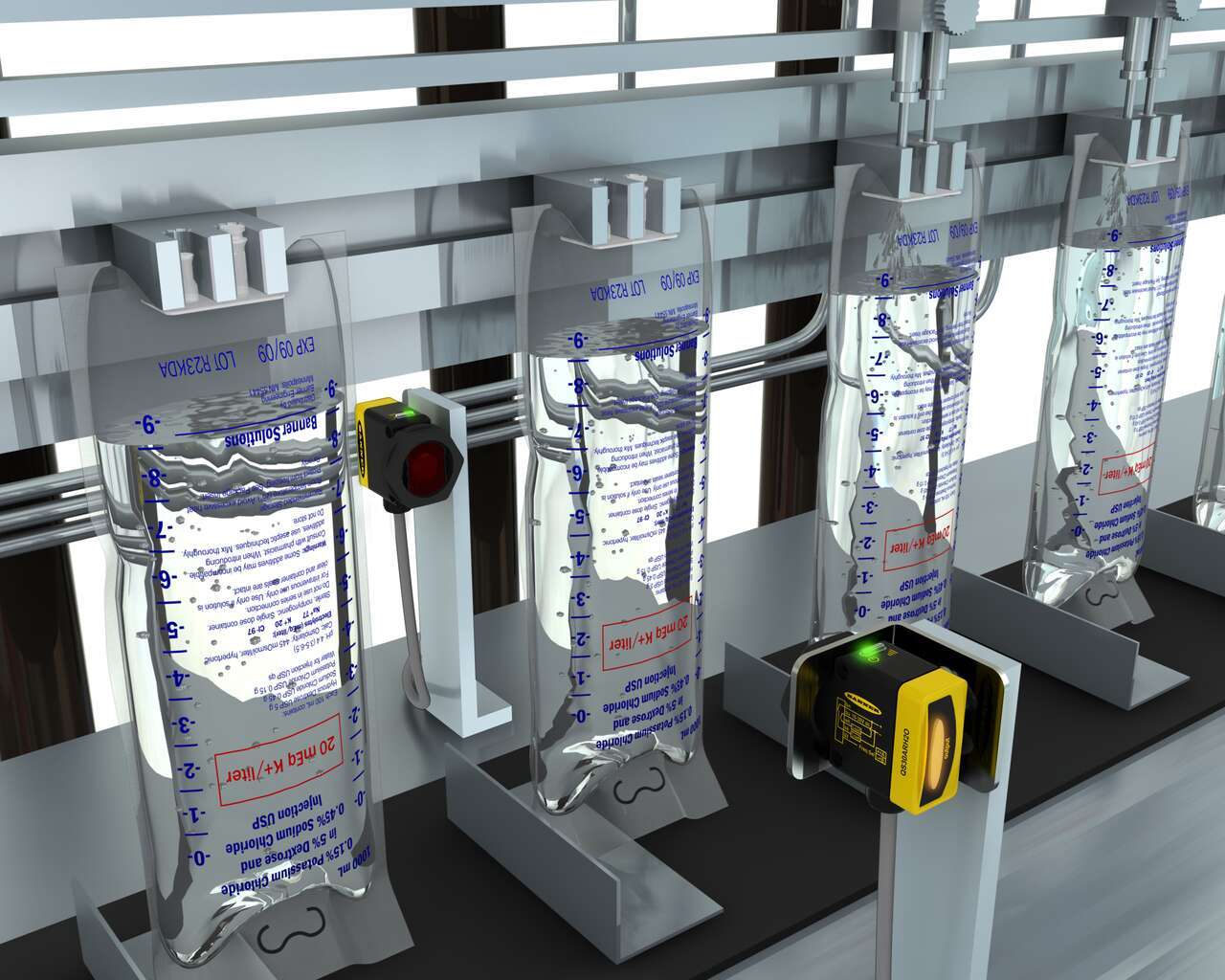
Detecção do Nível de Enchimento do Frasco
-
Medição de Nível
-

Monitorar Níveis de Bandejas Plásticas em uma Desempilhadora
-

Detecção de Congestionamento no Transportador
-
Contagem de Cartões de Memória
-

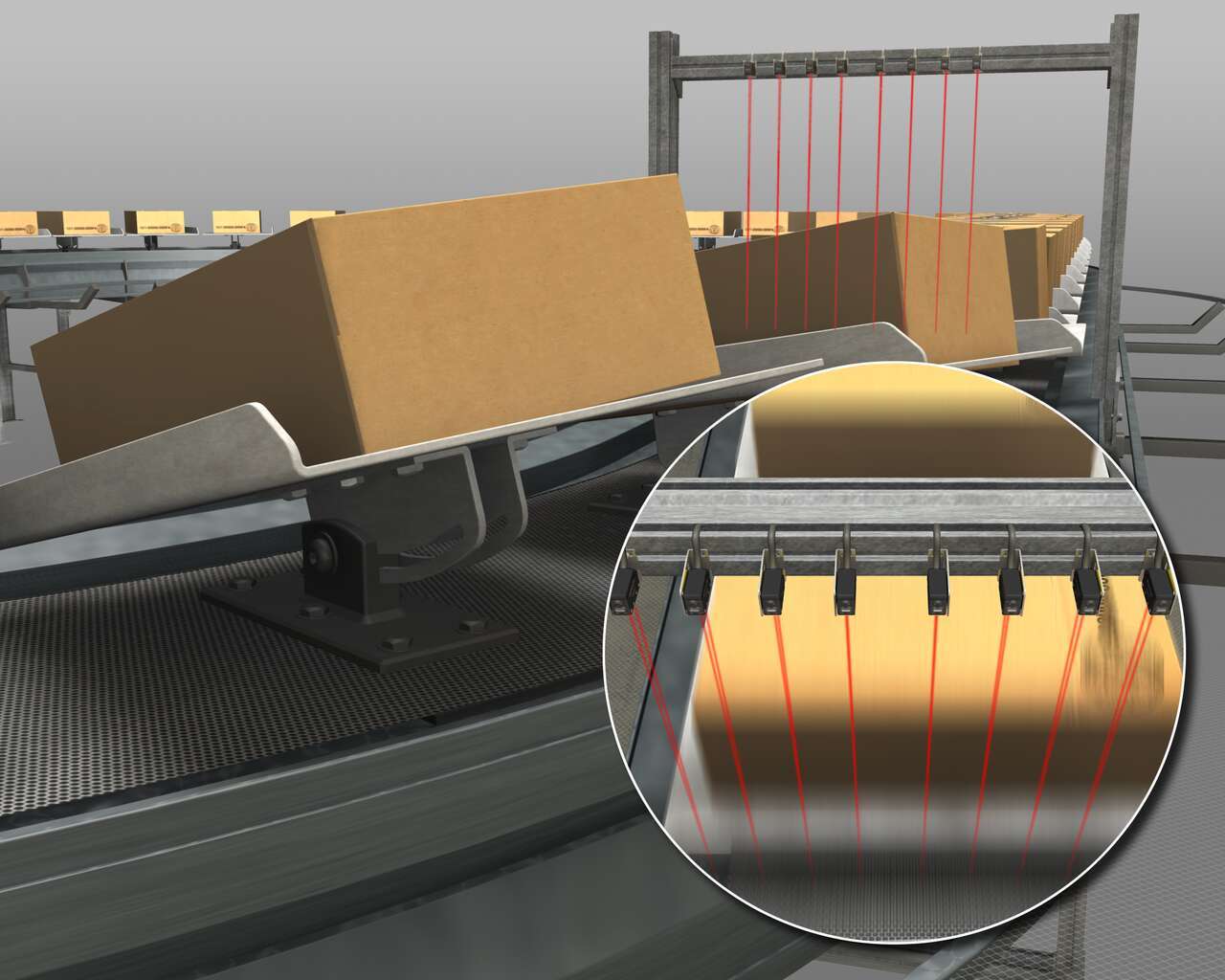
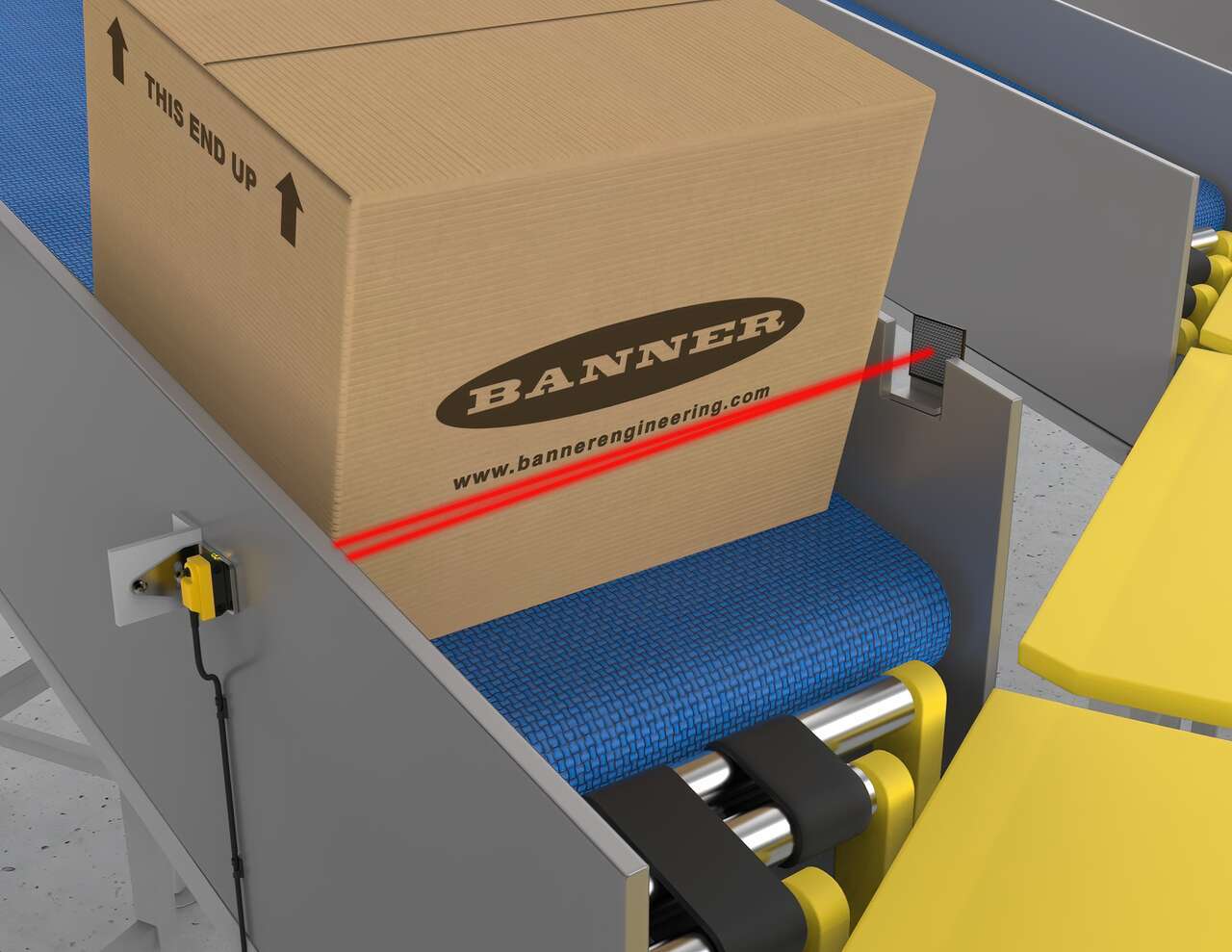
Detecção de Embalagens de Tamanhos Diferentes em um Transportador
-

Detecção de Itens em um Transportador Alimentado por AC
-

Transportador de Alcance Extensível
-

Verificação do Nível de Enchimento das Garrafas de Água
-

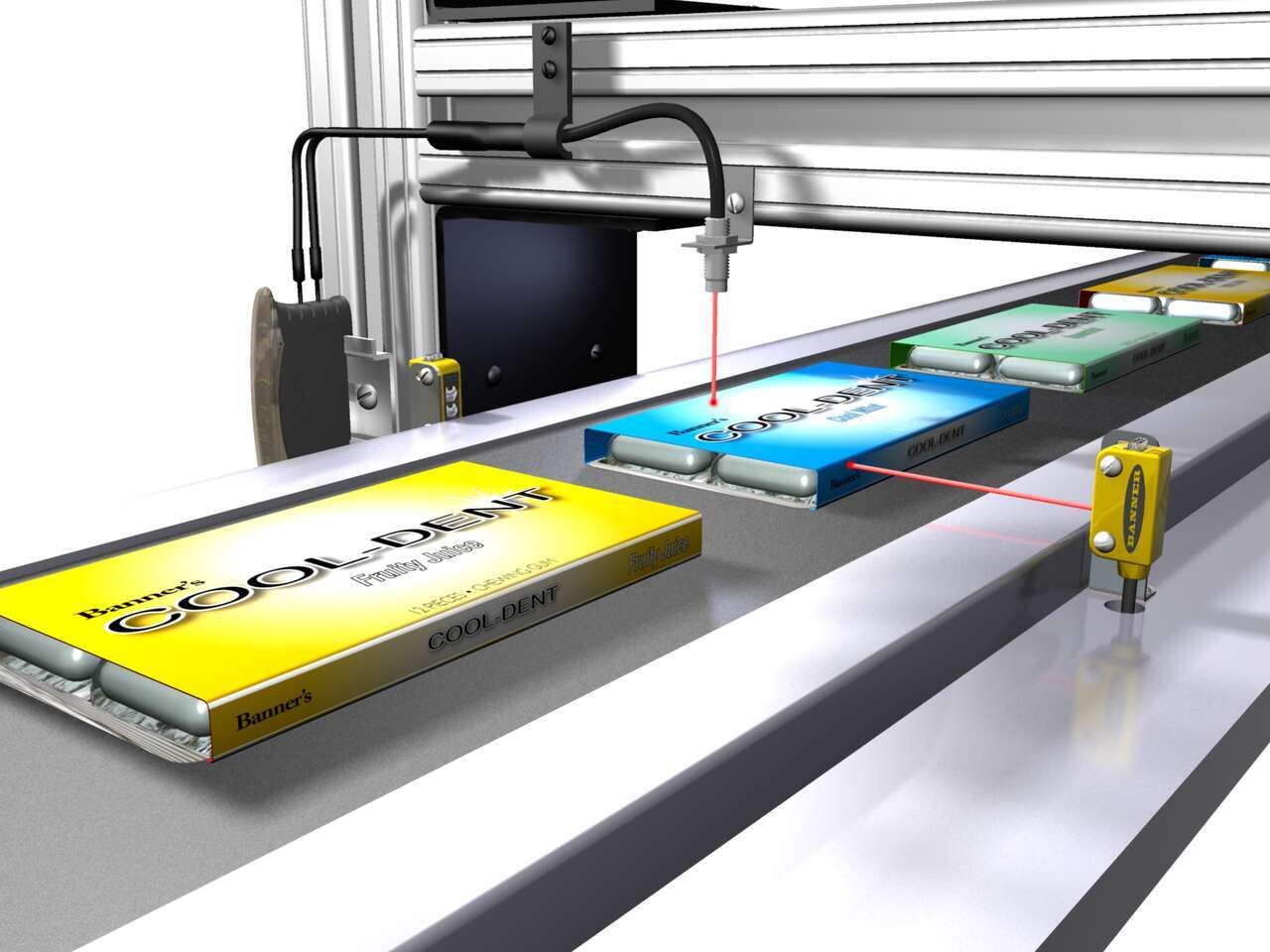
Detecção de Embalagem de Suco
-
Detecção de Vazamento de Líquido com o QS18
-

Classificação de Correspondência por Tamanho
-

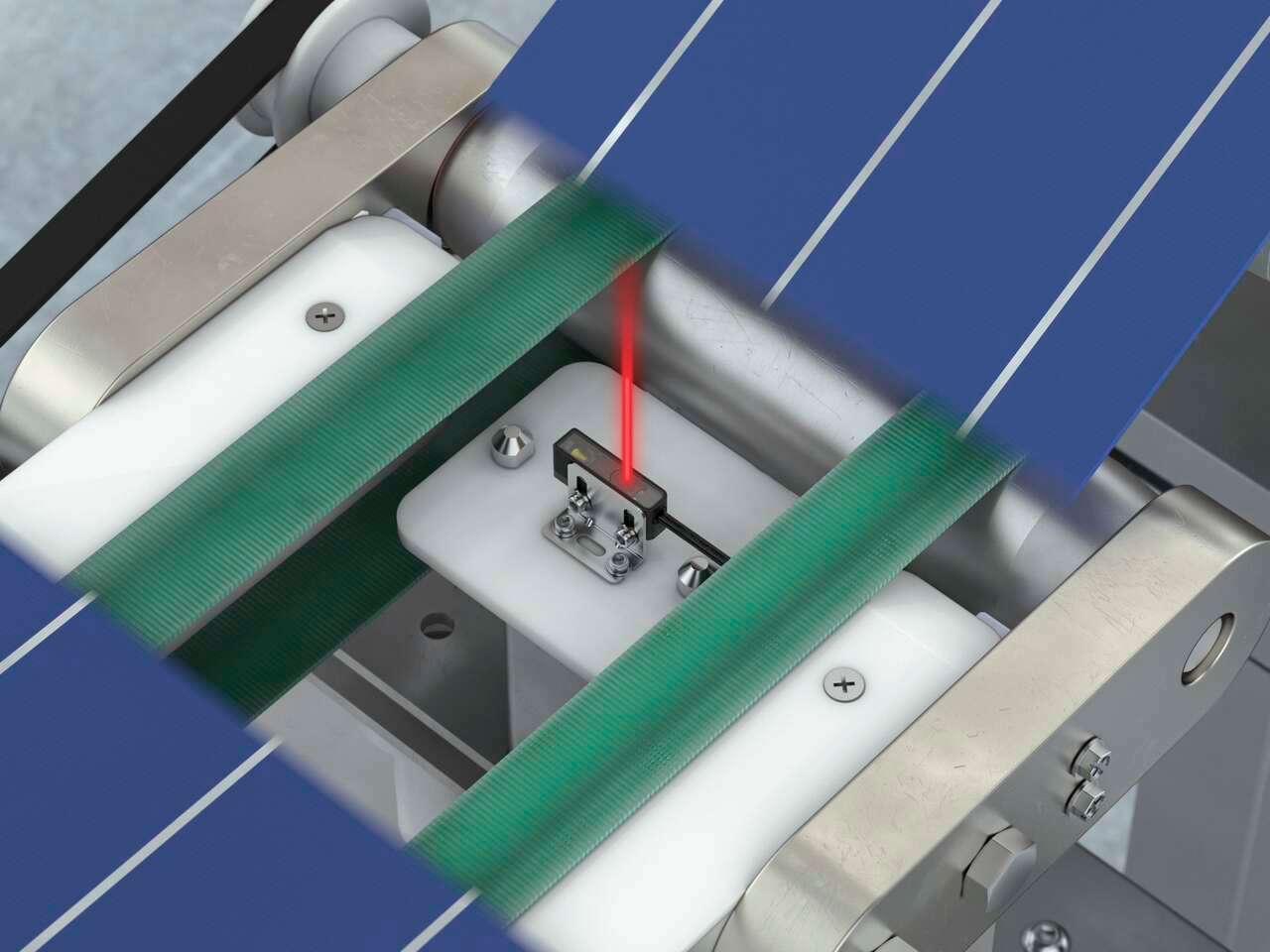
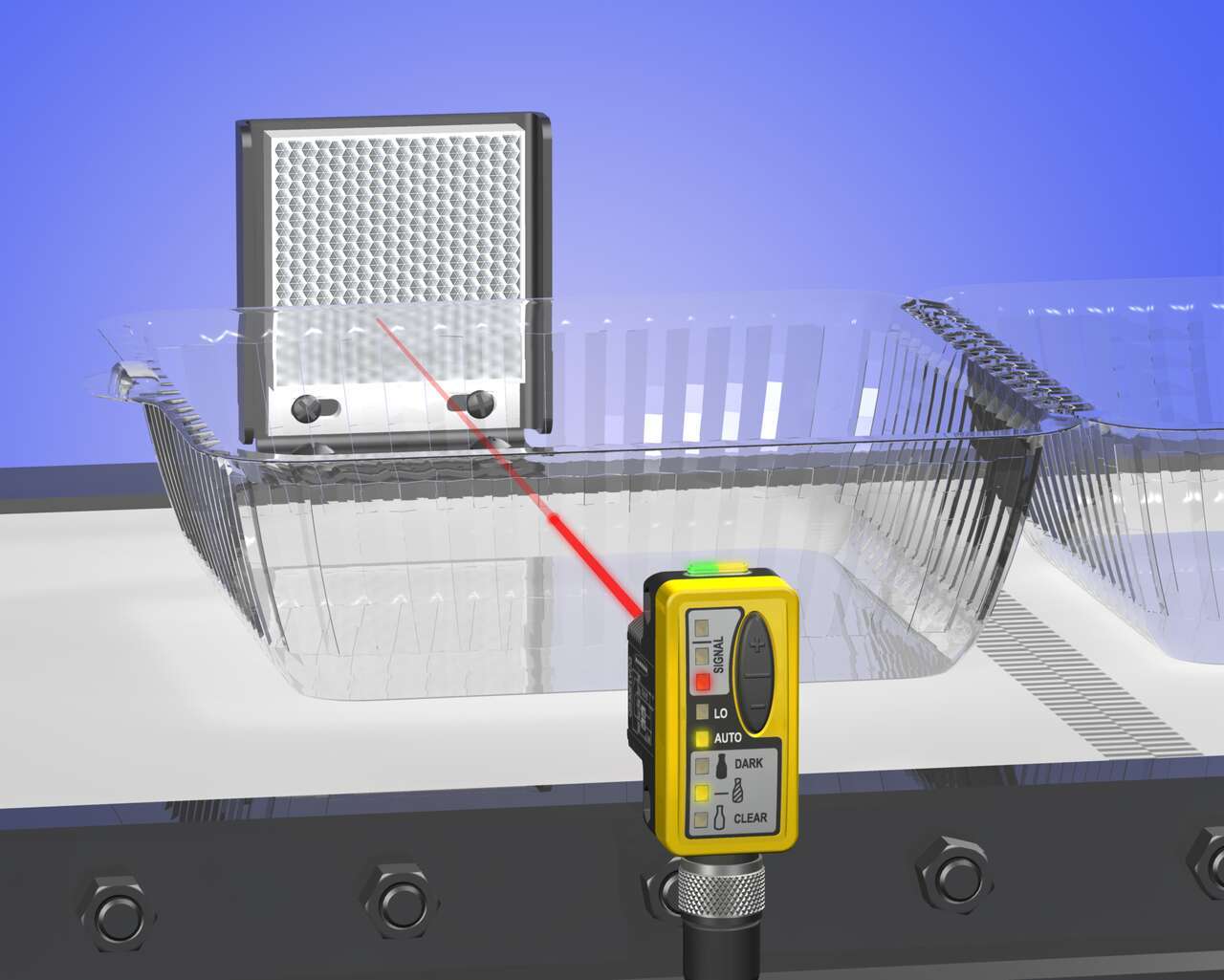
Monitorar Filme Transparente em uma Seladora de Bandejas
-
Objetos em um Transportador
-

Detecção de Peças em um Alimentador
-
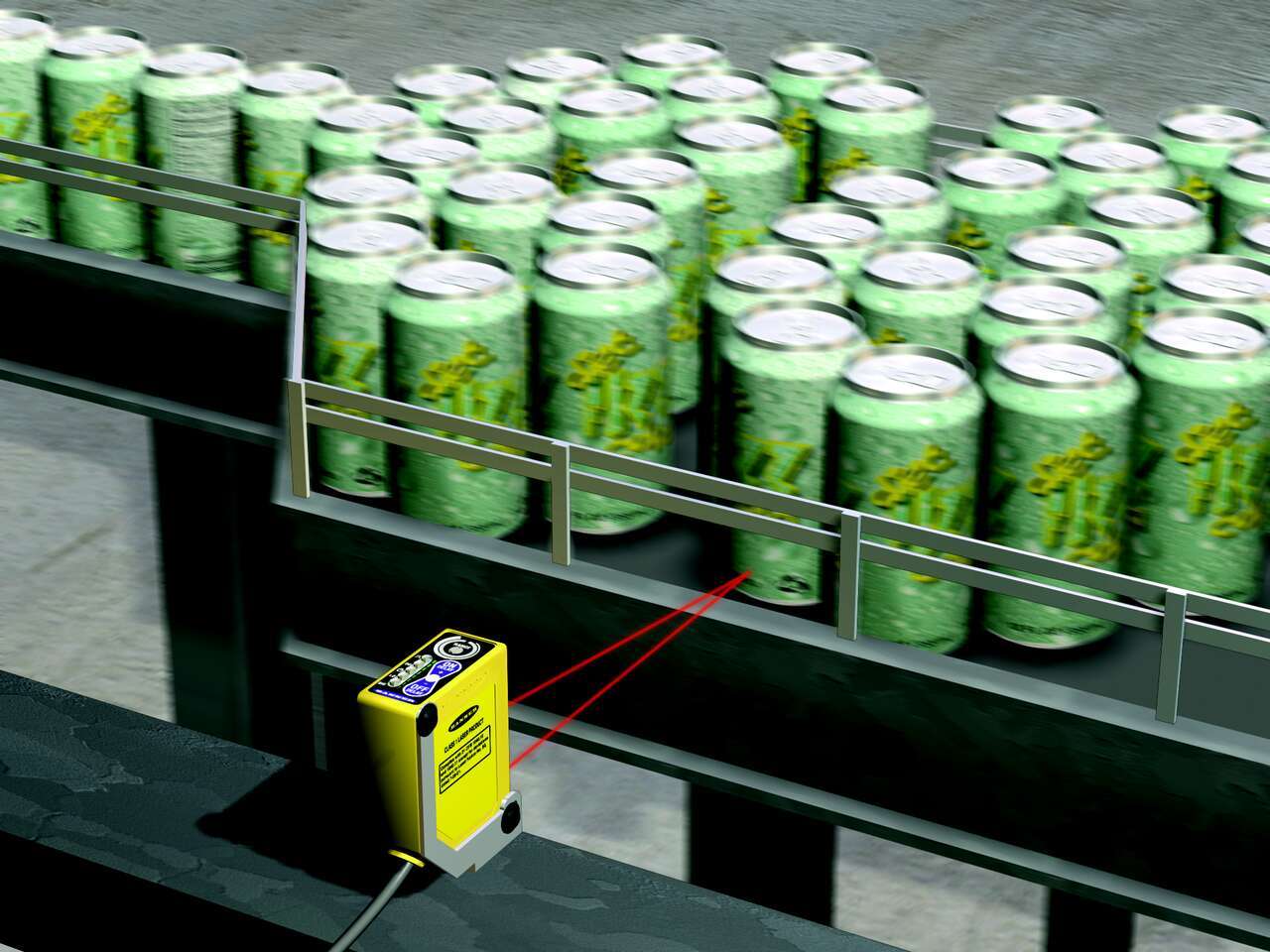
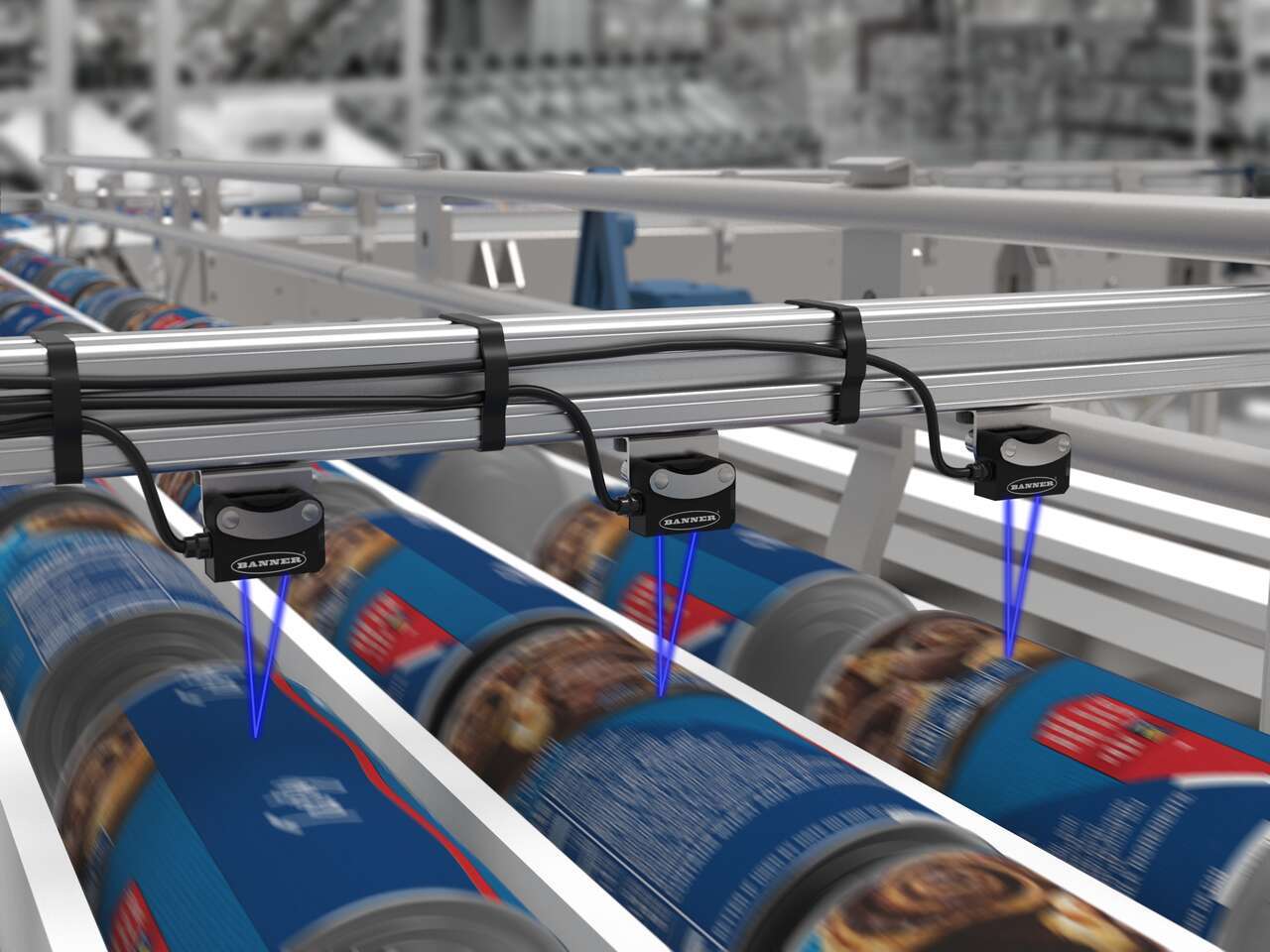
Controle Fluxo de Latas de Refrigerante
-
Detecção da Altura de Pilha de Peças Metálicas
-
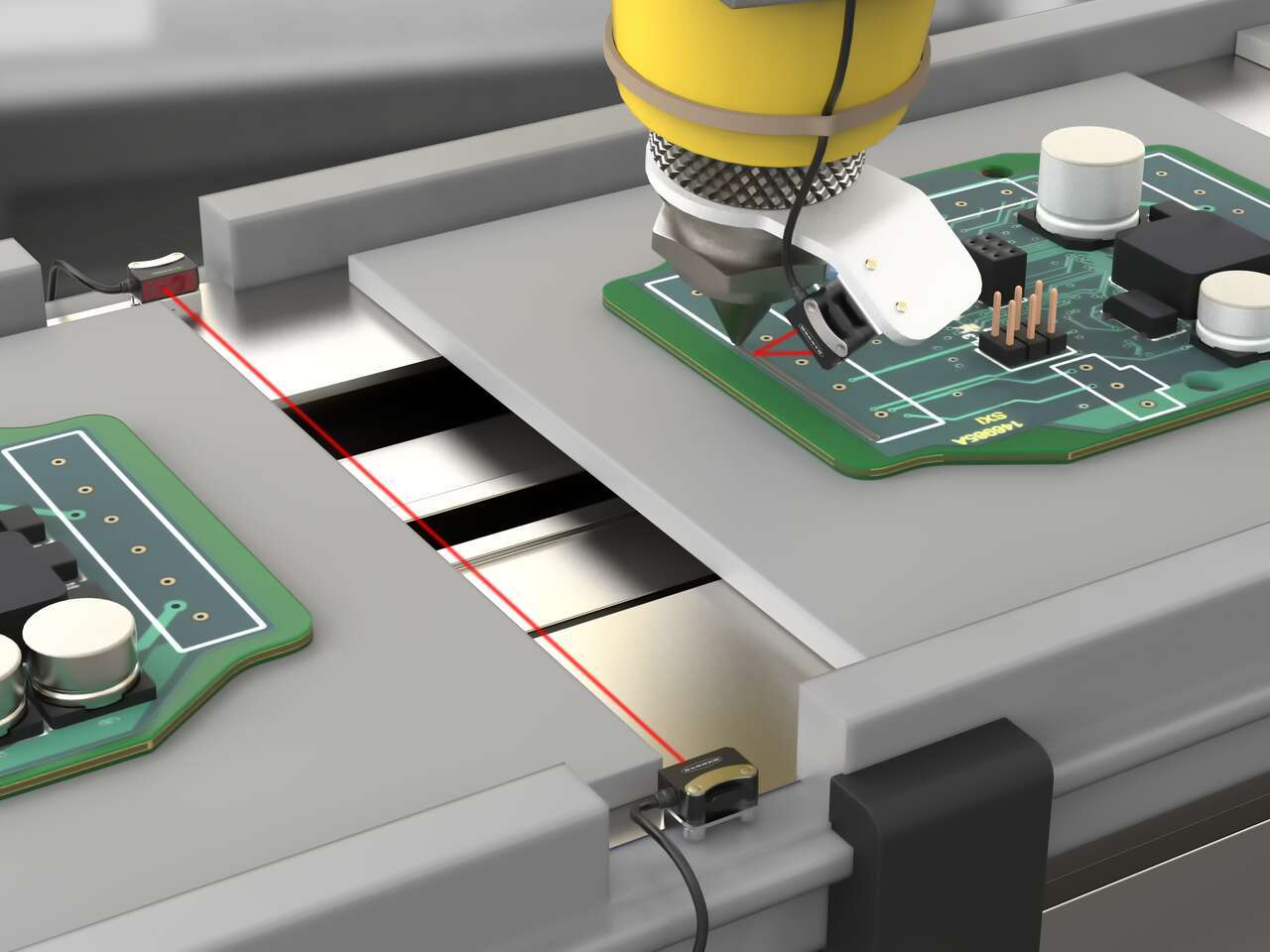
Adhesive Detection on PCB Assembly During the Assembly Process
-
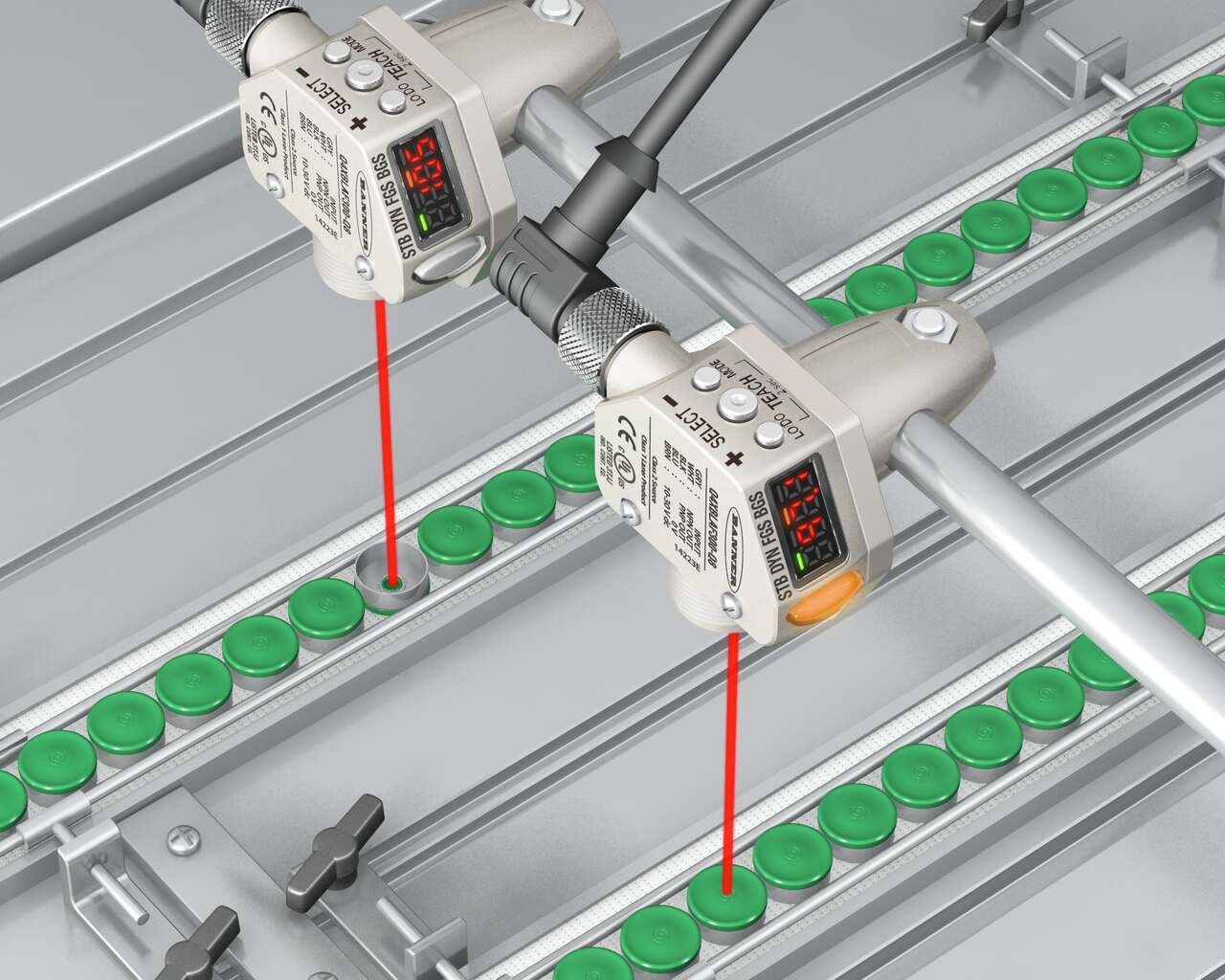
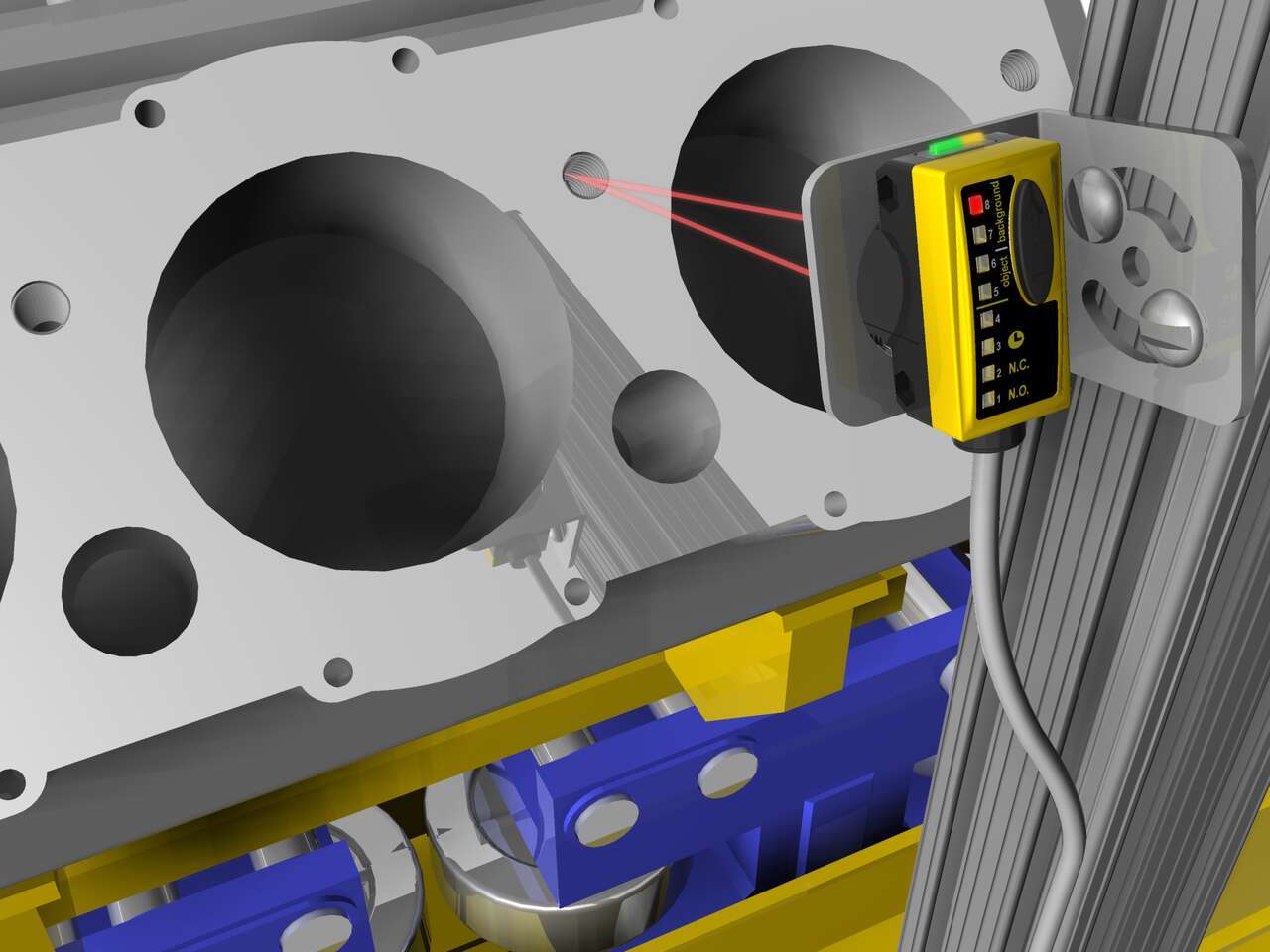
Black O-Ring Detection
-

Detecção de Bandeja de Plástico Preta em uma Tremonha e Estação de Enchimento
-

Bottle Cap Inspection
-

Cap Inspection in Confined Areas
-
Cap Orientation Verification
-
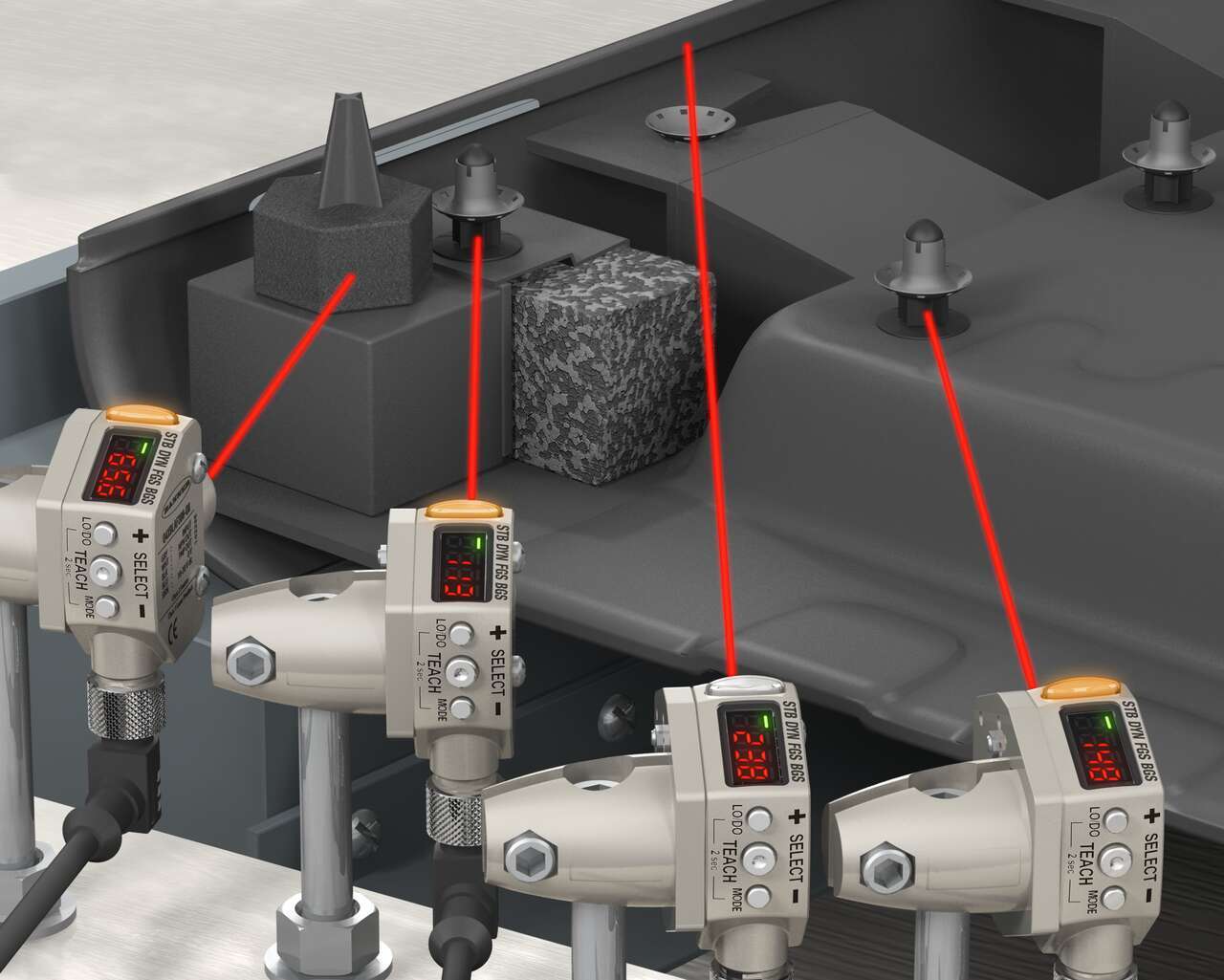
Detecting Black Parts on Black Door Panel
-

Detecting Bottle Caps of Various Colors
-
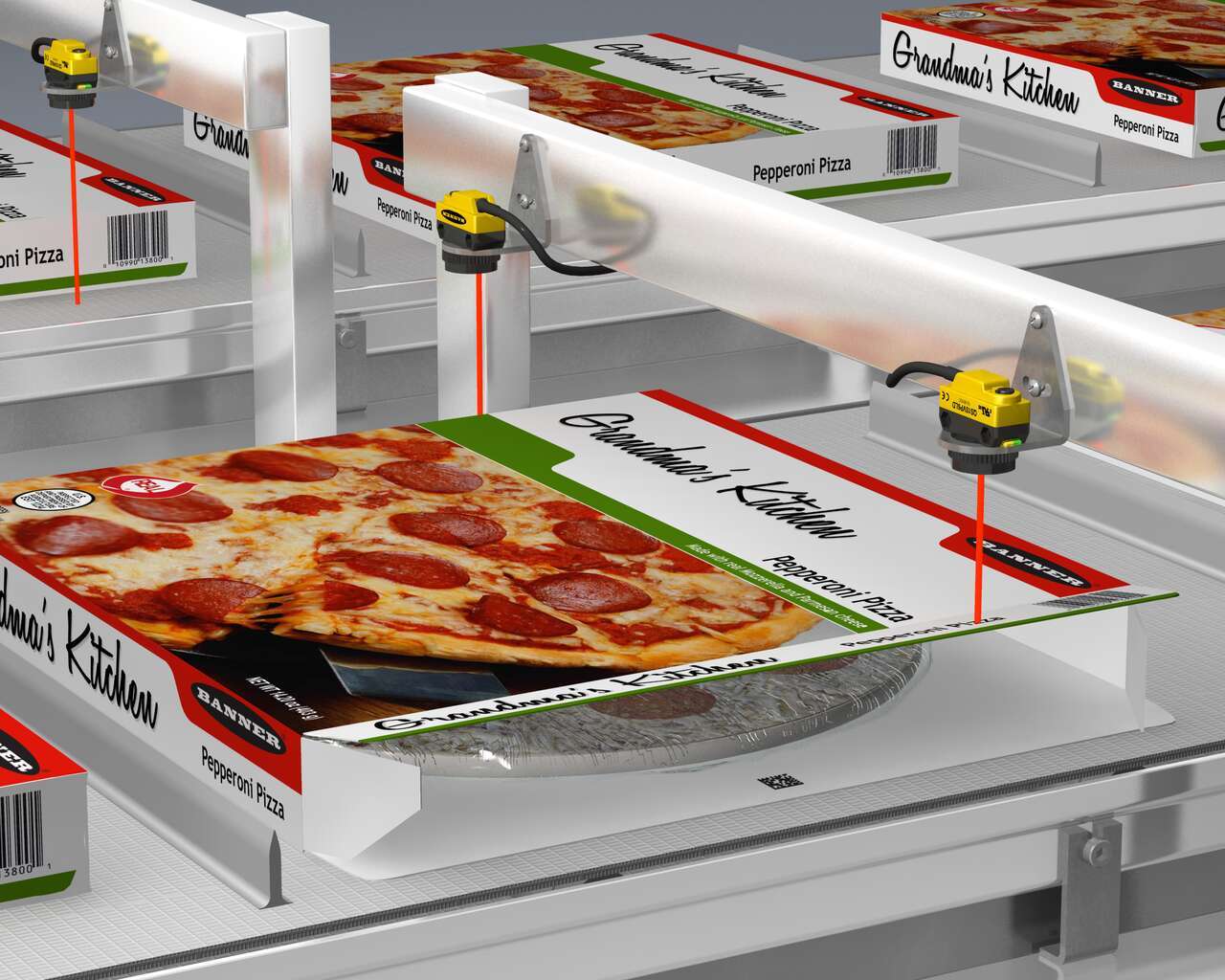
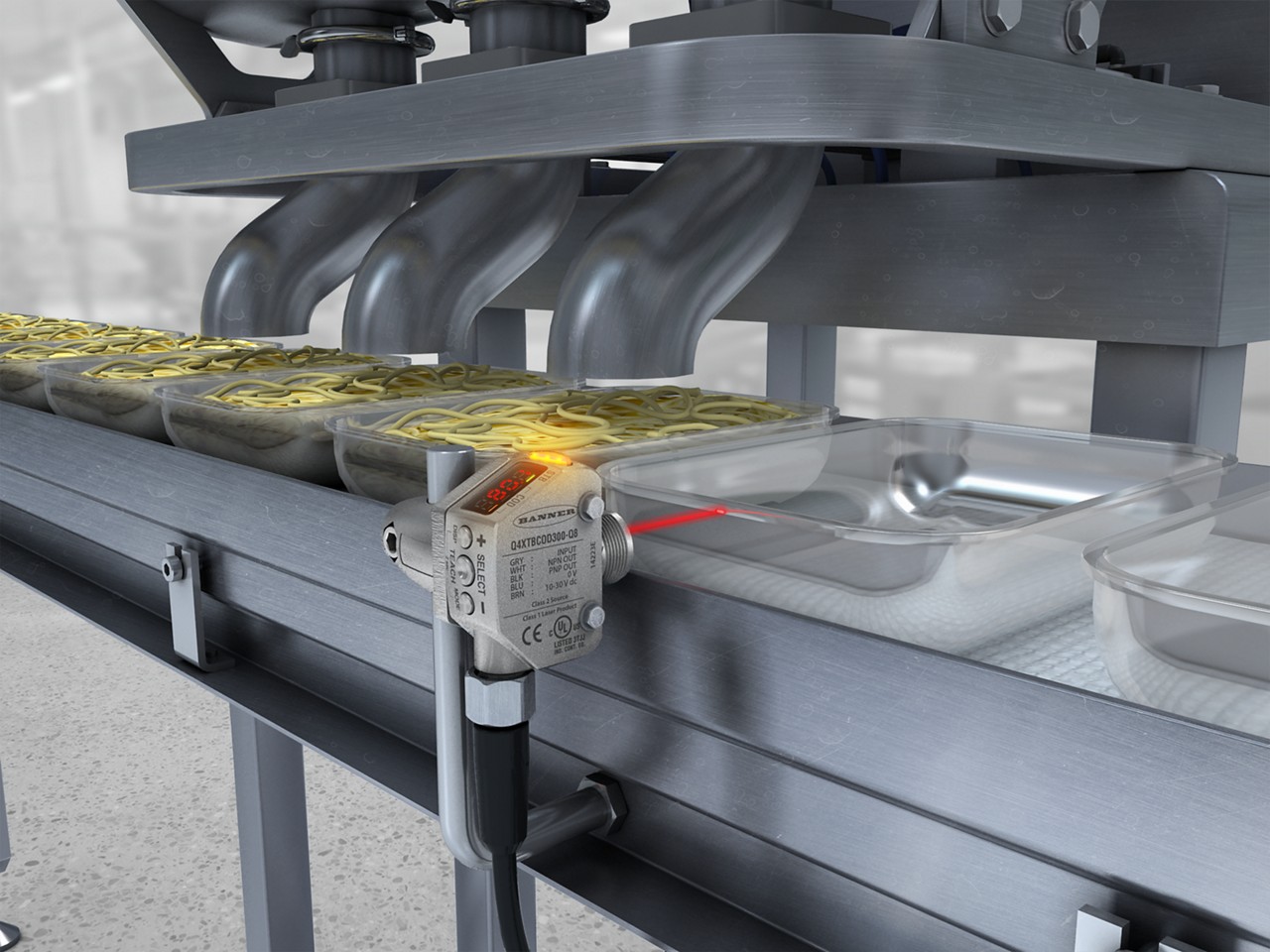
Detecção de Abas em Refeições Congeladas Embaladas
-

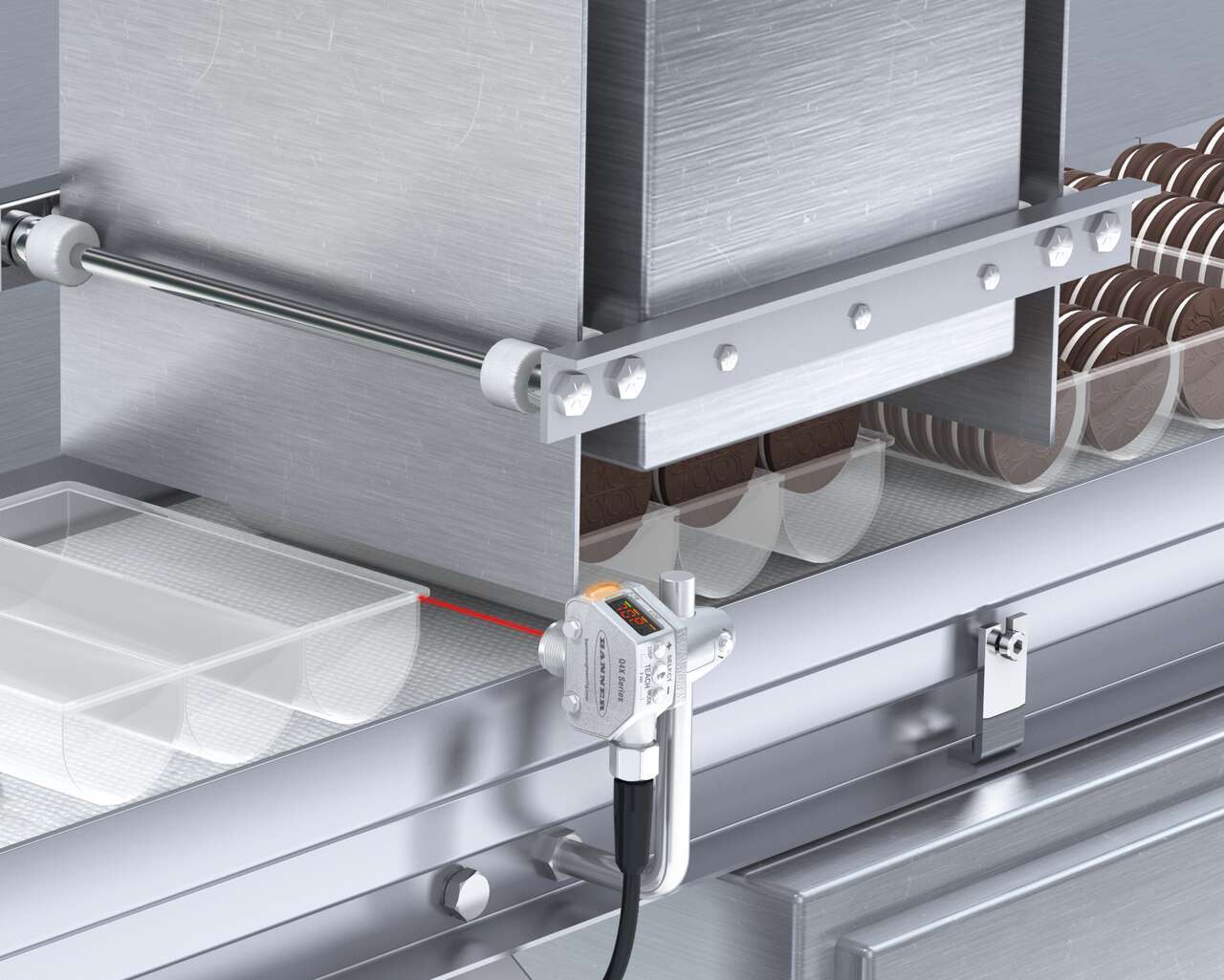
Inspecting for Missing Chocolates on a Packaging Line
-

Labeling Detection
-
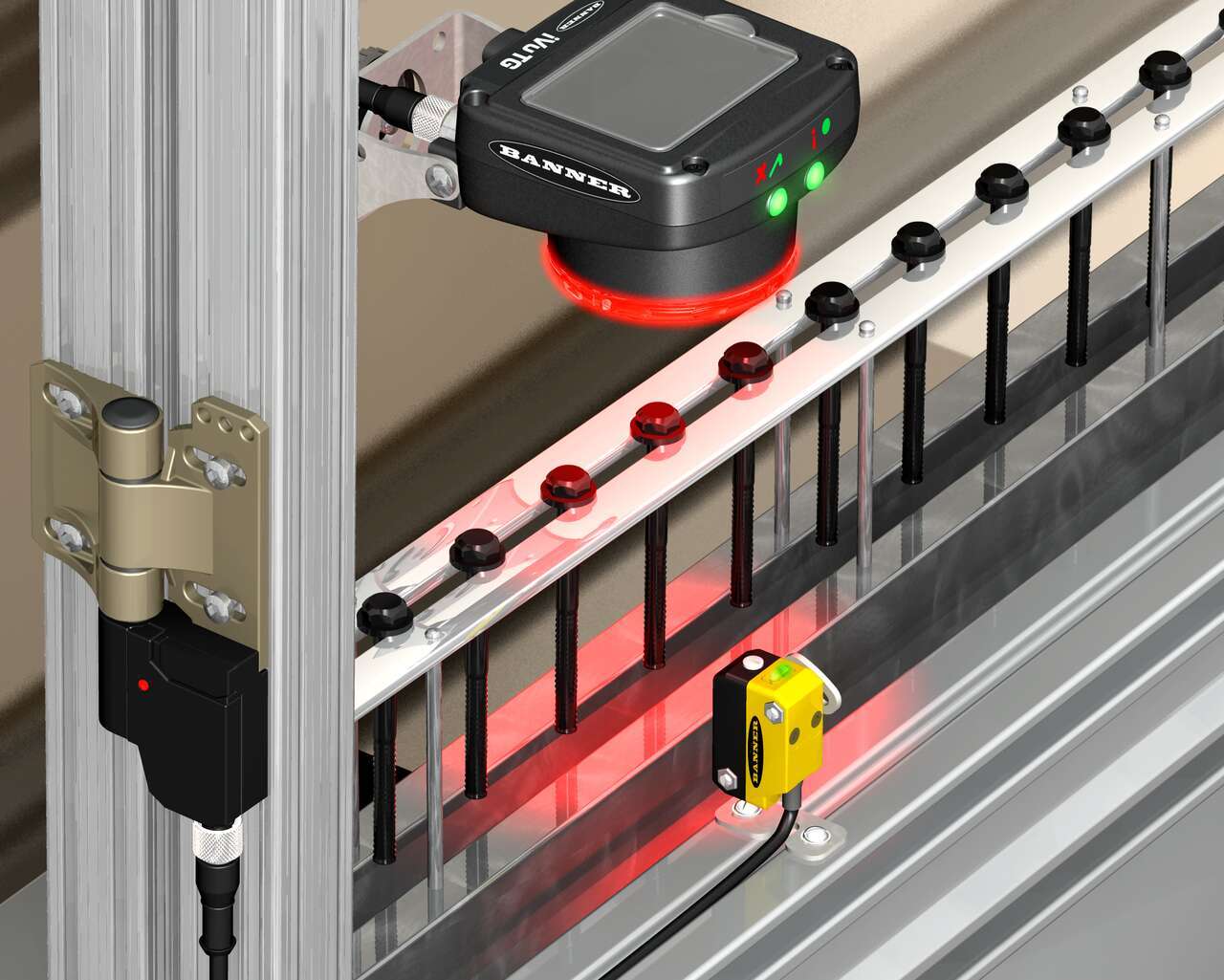
Rubber Washer Detection on Engine Block
-

Track Vials Through an Automated Clinical Laboratory
-

Alvos Escuros e de Baixo Contraste
-

Altura da Pilha de Embalagens
-
Detecção de Características a Longa Distância
-

Verificação do Nível de Enchimento Sem Contato
-
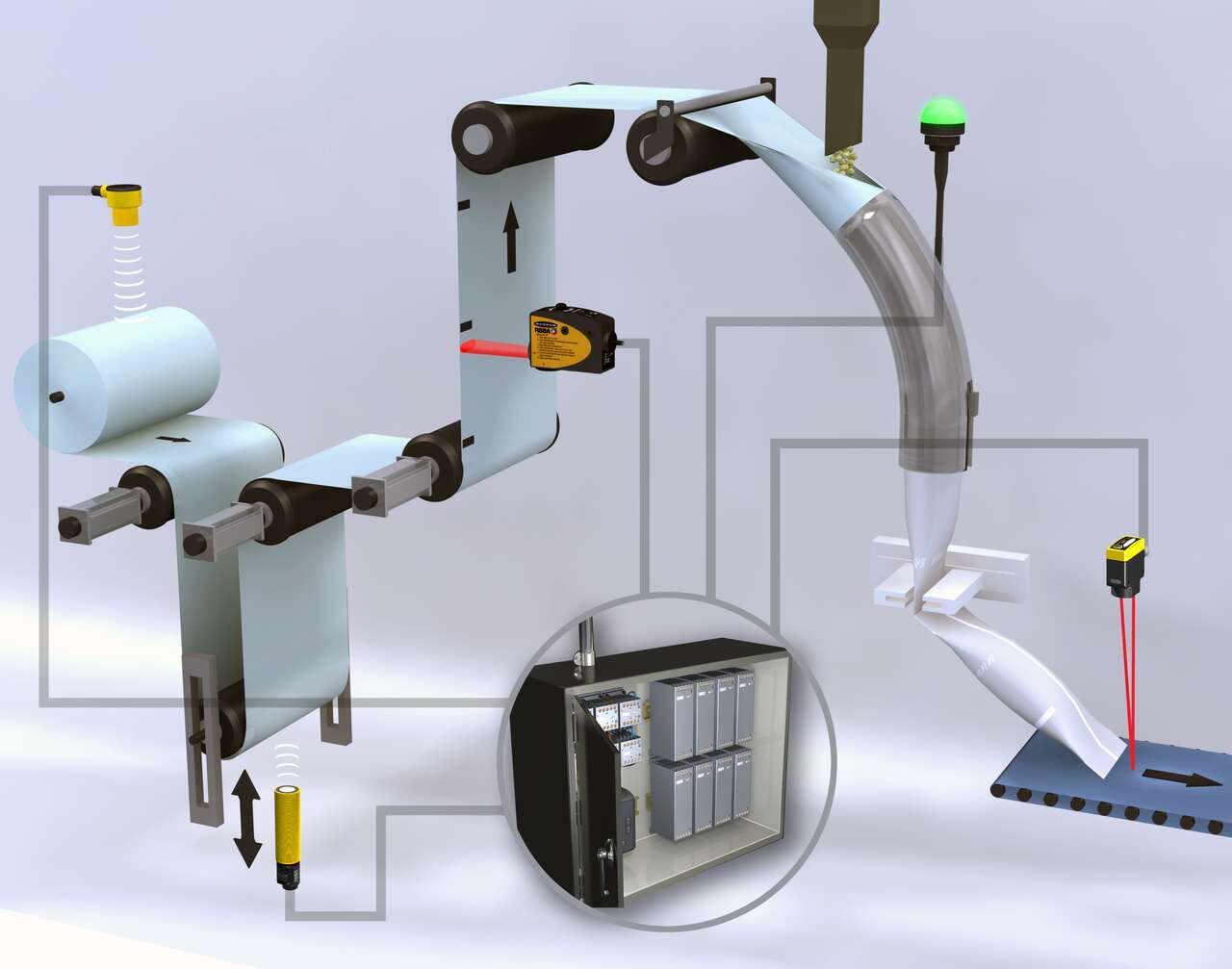
Soluções de Máquinas de Selagem e Enchimento Verticais
-
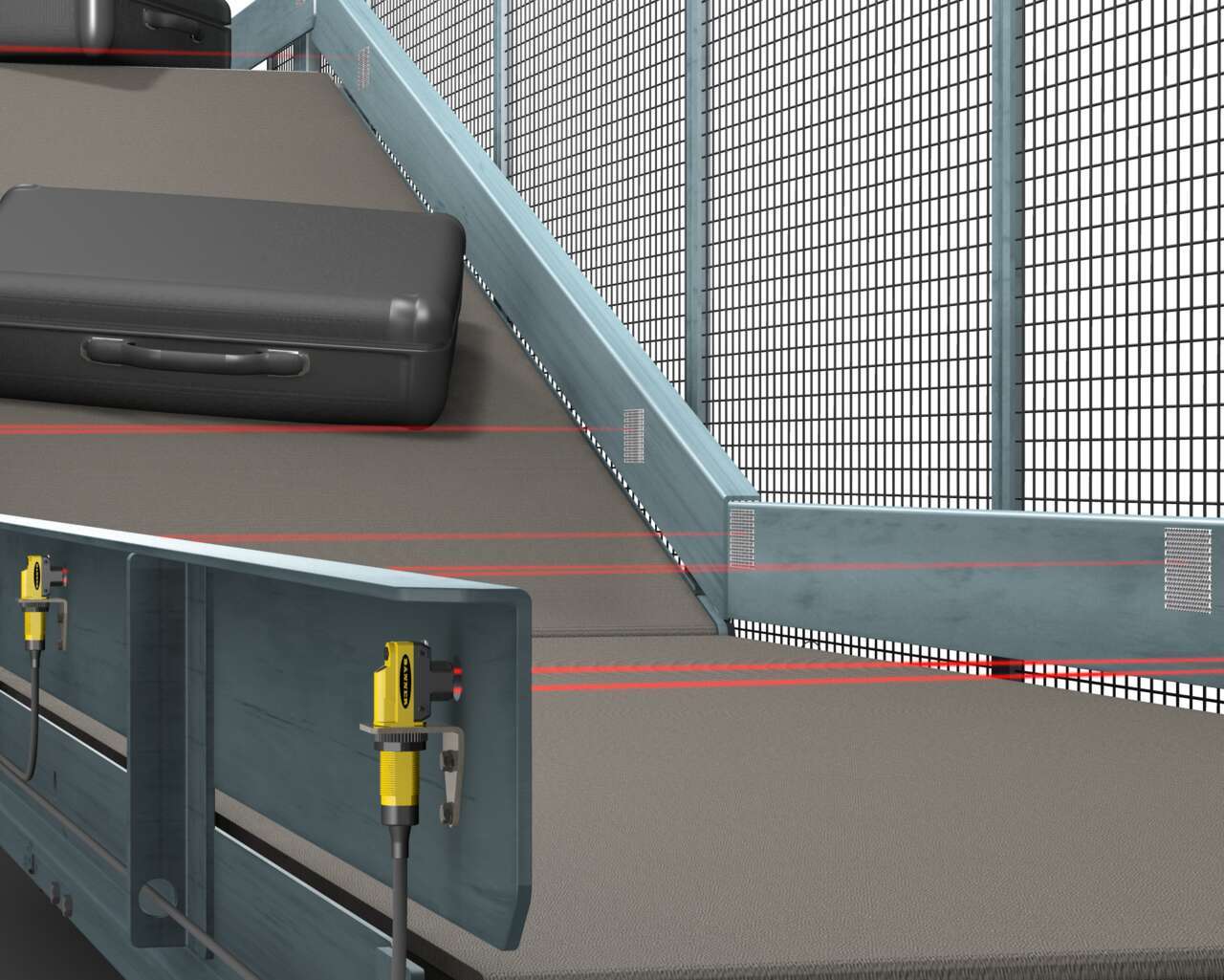
Manuseio de Bagagem
-
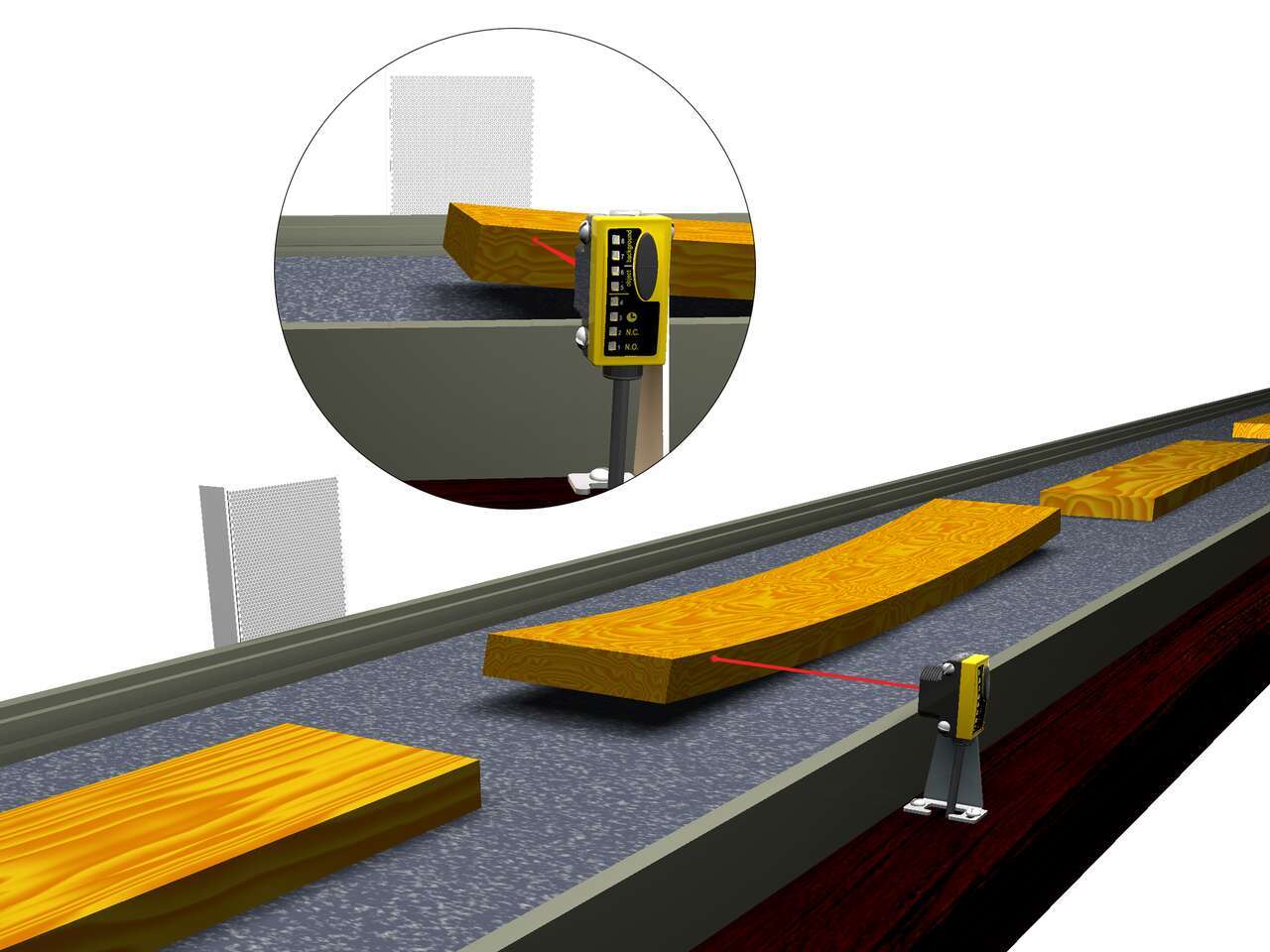
Detecção de Empenamento de Tábuas com um QS30
-
Verificação de Rótulos de Garrafas
-

Contagem de Caixas de Alimentos Para Embalagem Correta
-

Trigger de Embalagem para Impressão de Data/Código de Lote
-
Classificação por Cor
-
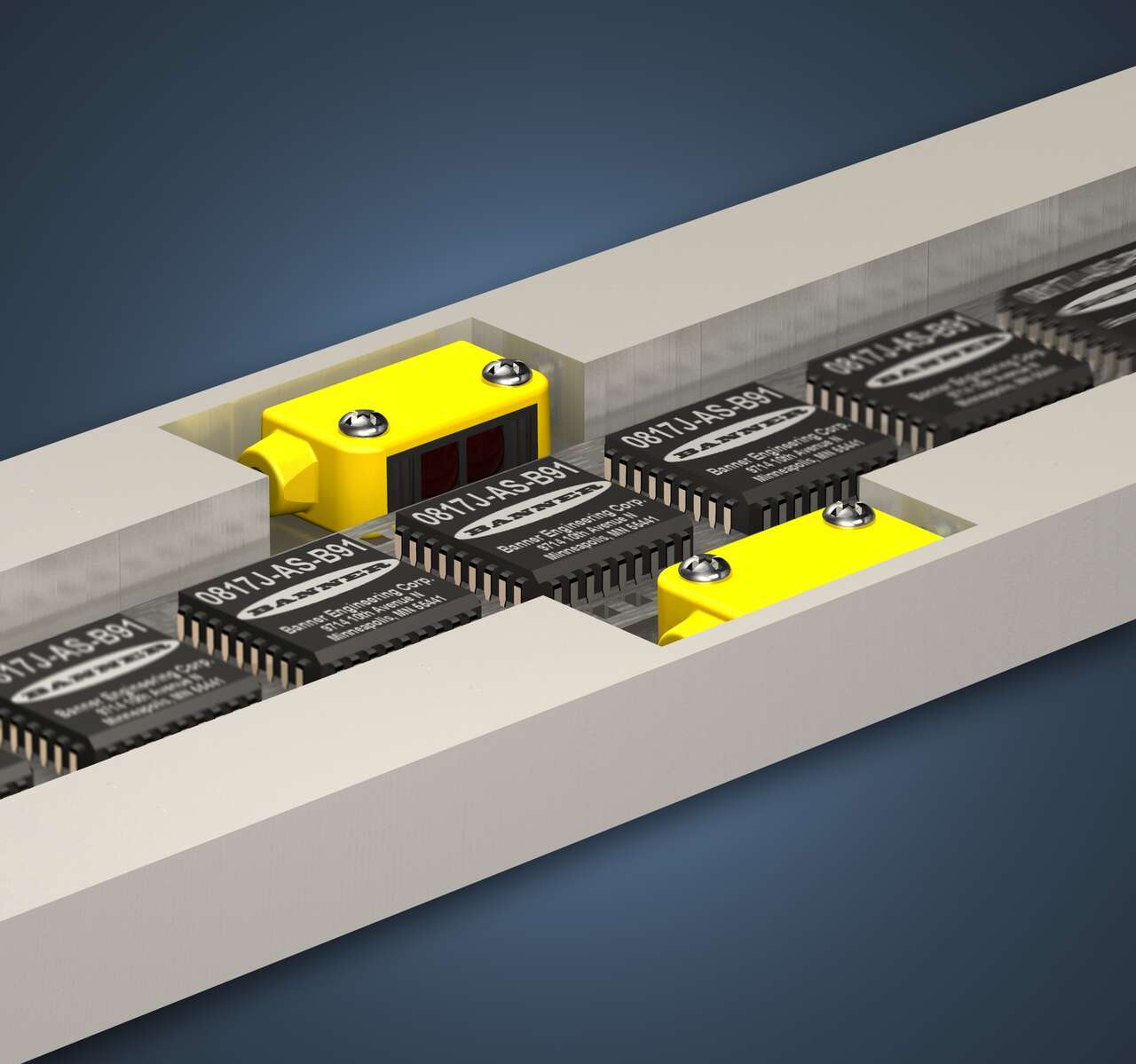
Contagem de Circuitos Integrados
-
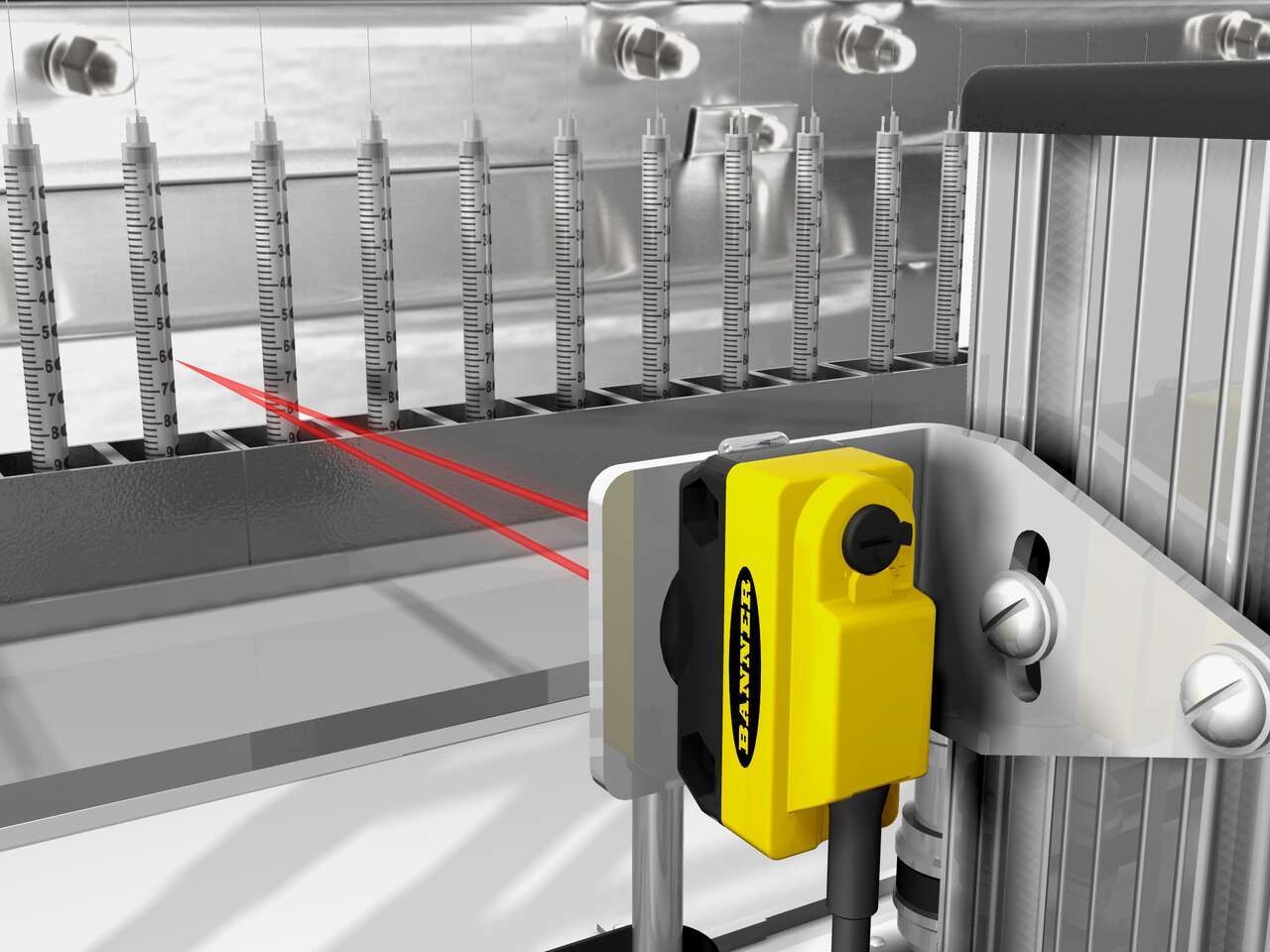
Contagem de Seringas Usando Supressão de Fundo
-
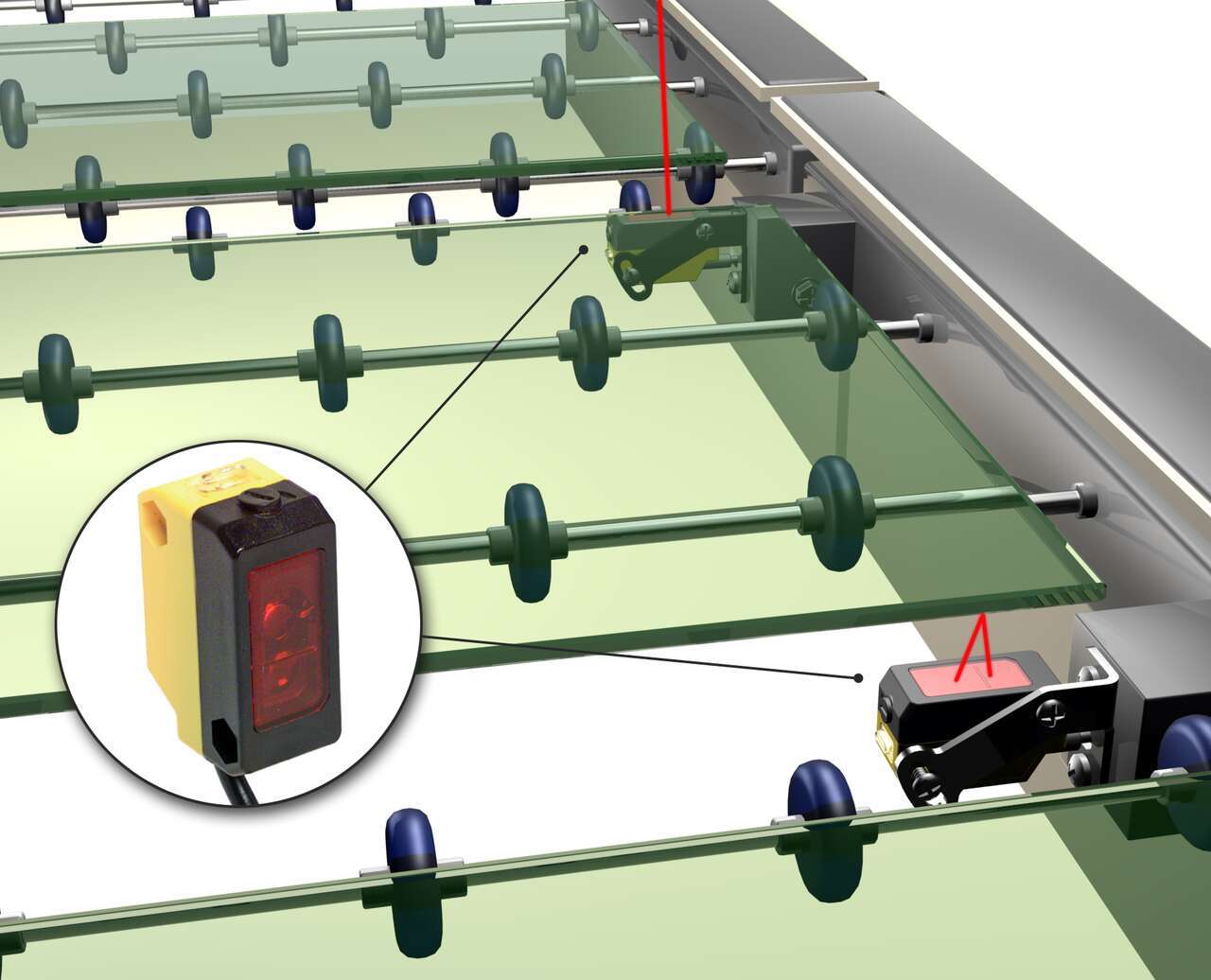
Detecção de Painéis de Vidro
-
Acionador de Inspeção de Impressão
-
Load Station Pallet Detection
-

Detecção de Frascos de Medicamentos para Enchimento
-

Detecção de Motores
-

Prevenção de Colisão de Pacotes
-
Posicionamento de Galões em Sistemas de Transporte
-
Estação de Introdução Automática de Triagem
-
Close Proximity Error Proofing on Assembly Line
-
Detecting Refrigerated Breakfast Rolls on a Multi-Lane Conveyor
-
Detection of Cap Orientation
-

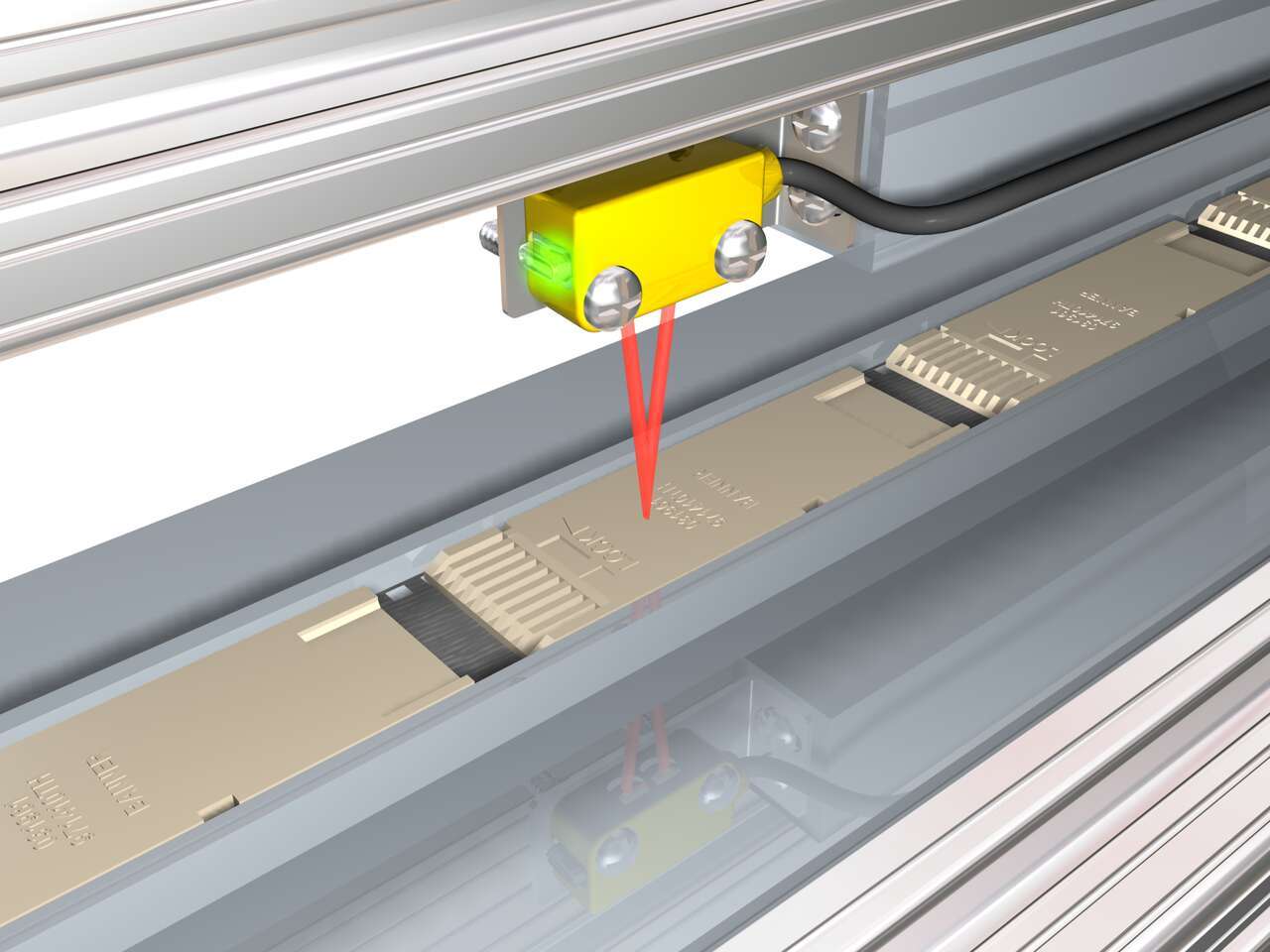
Error Proofing for Integrated Circuit Chips Loaded into Pocket Tape
-

Hard Disk Detection
-

Package Inspection Using Diffuse-Mode Laser Sensors
-

Part-in-Place Verification
-
Parts Inspection on a Feeder Bowl Rail
-
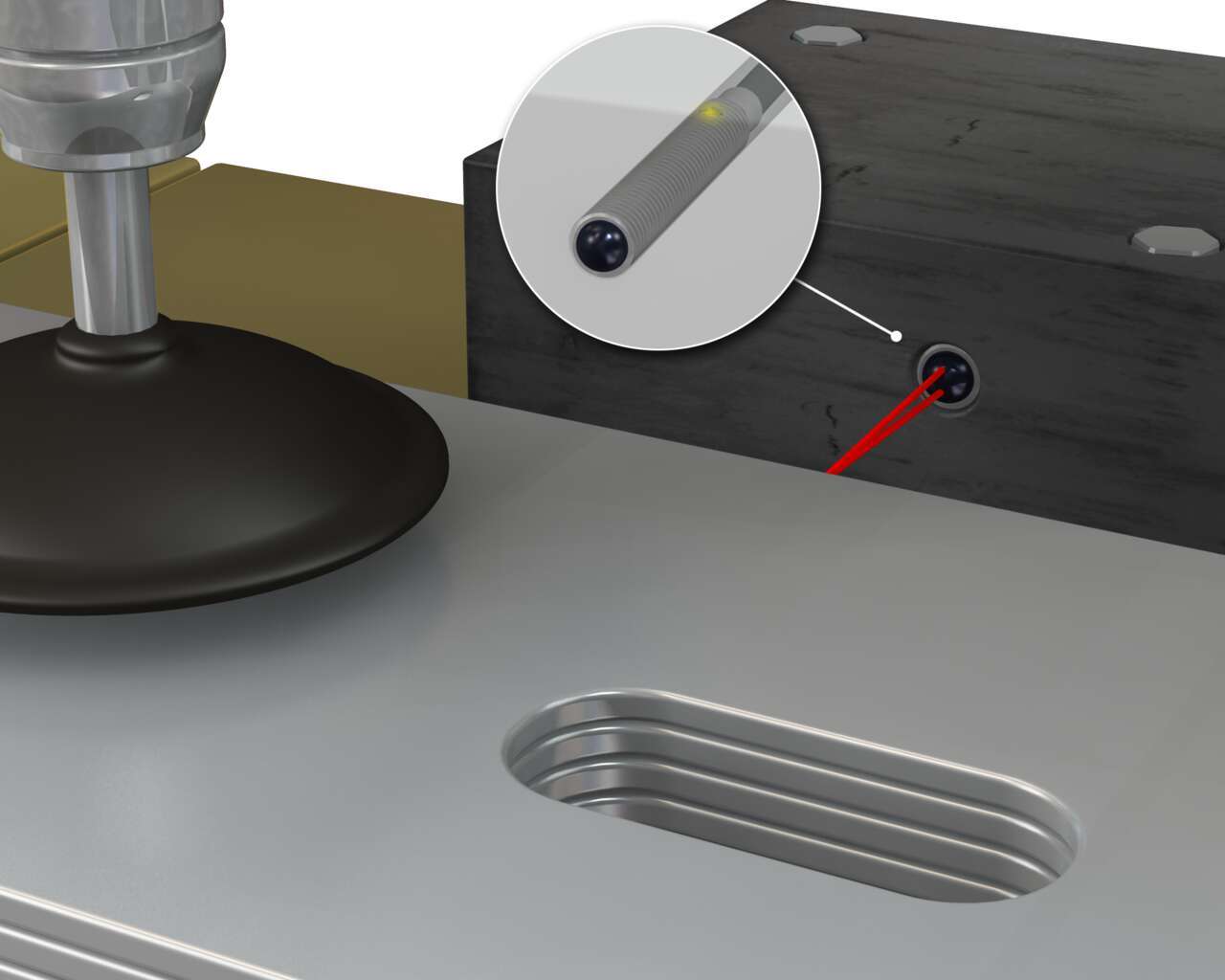
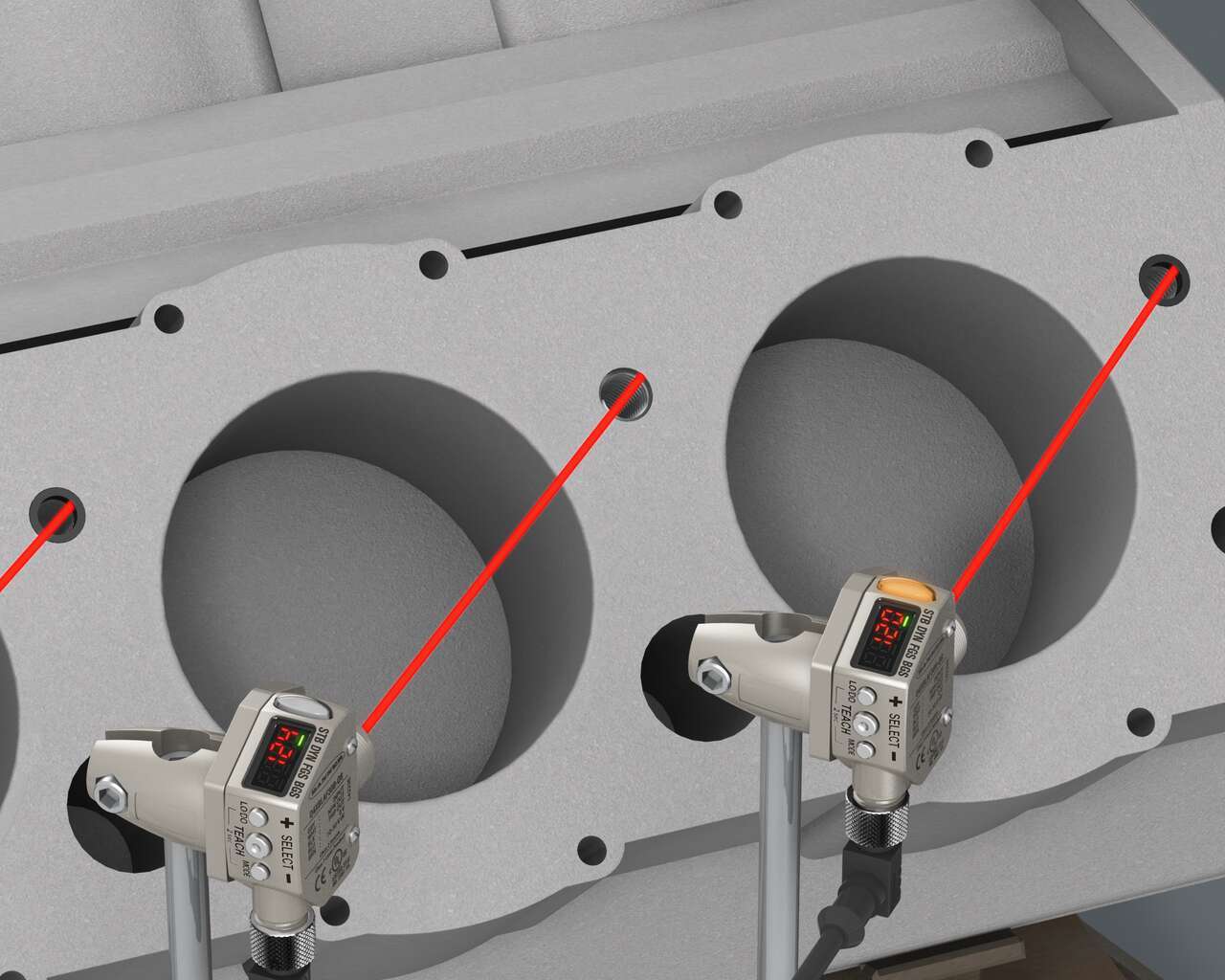
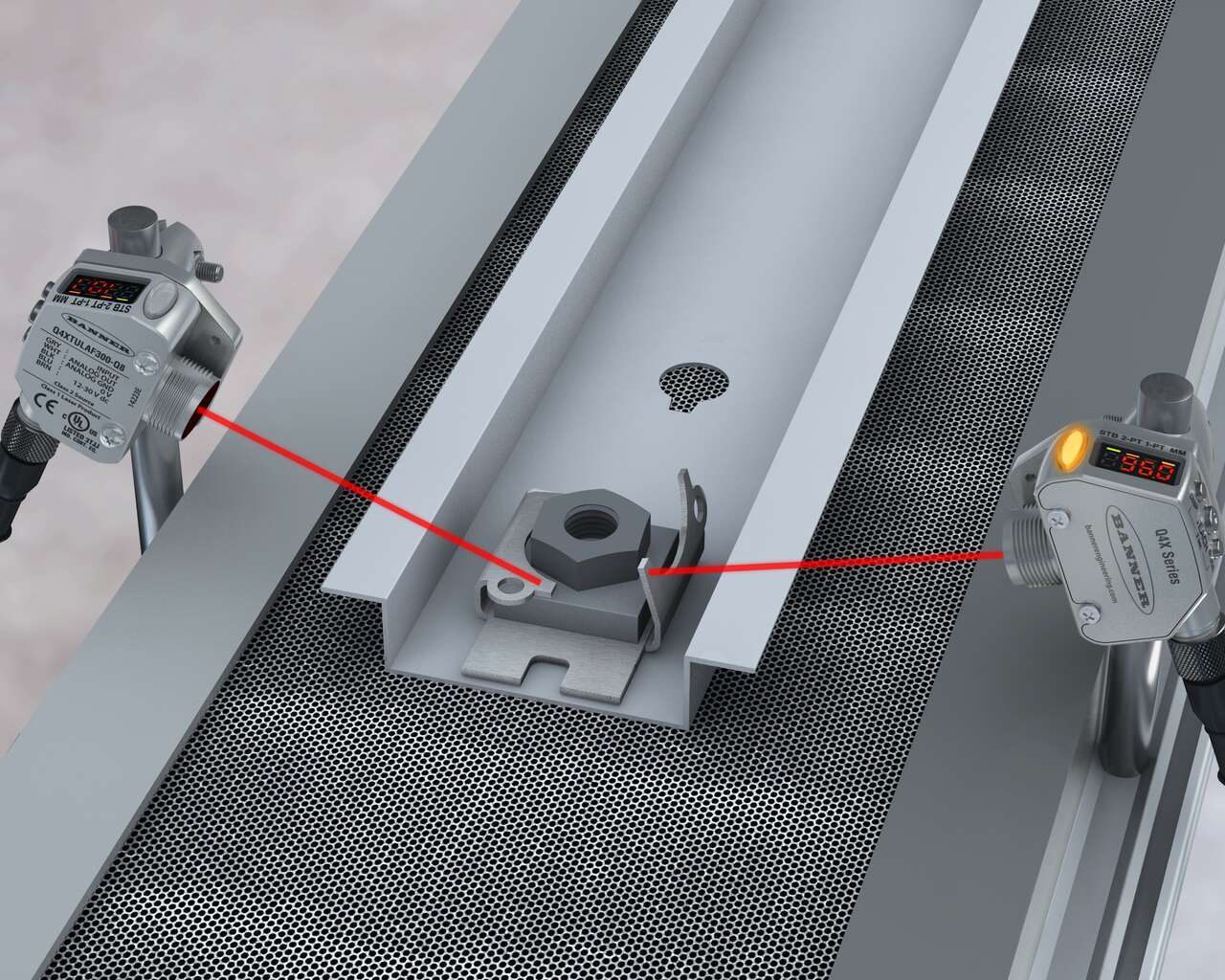
Thread Hole Detection
-
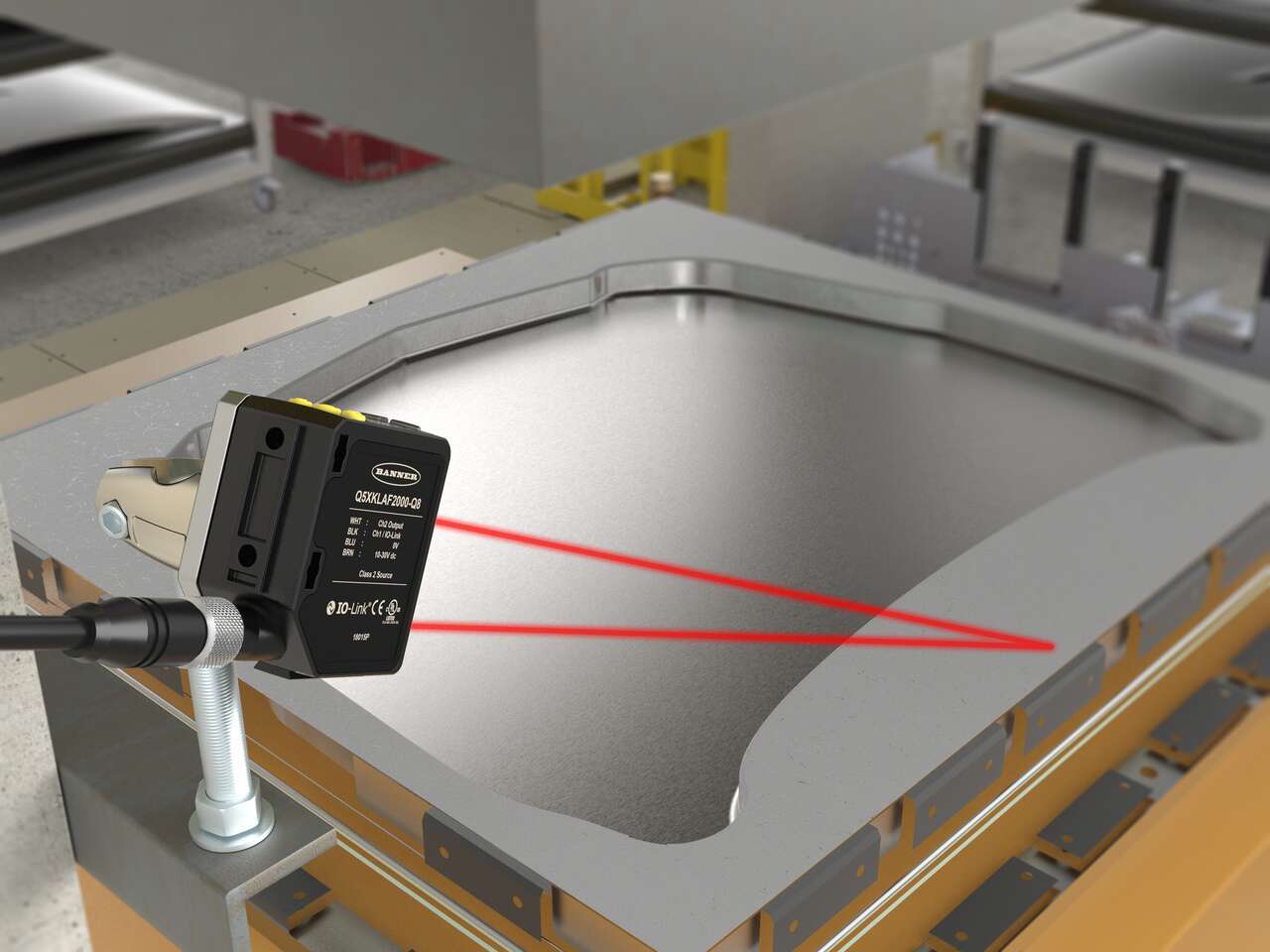
Verifying Metal Sheets on a Stamping Press
-

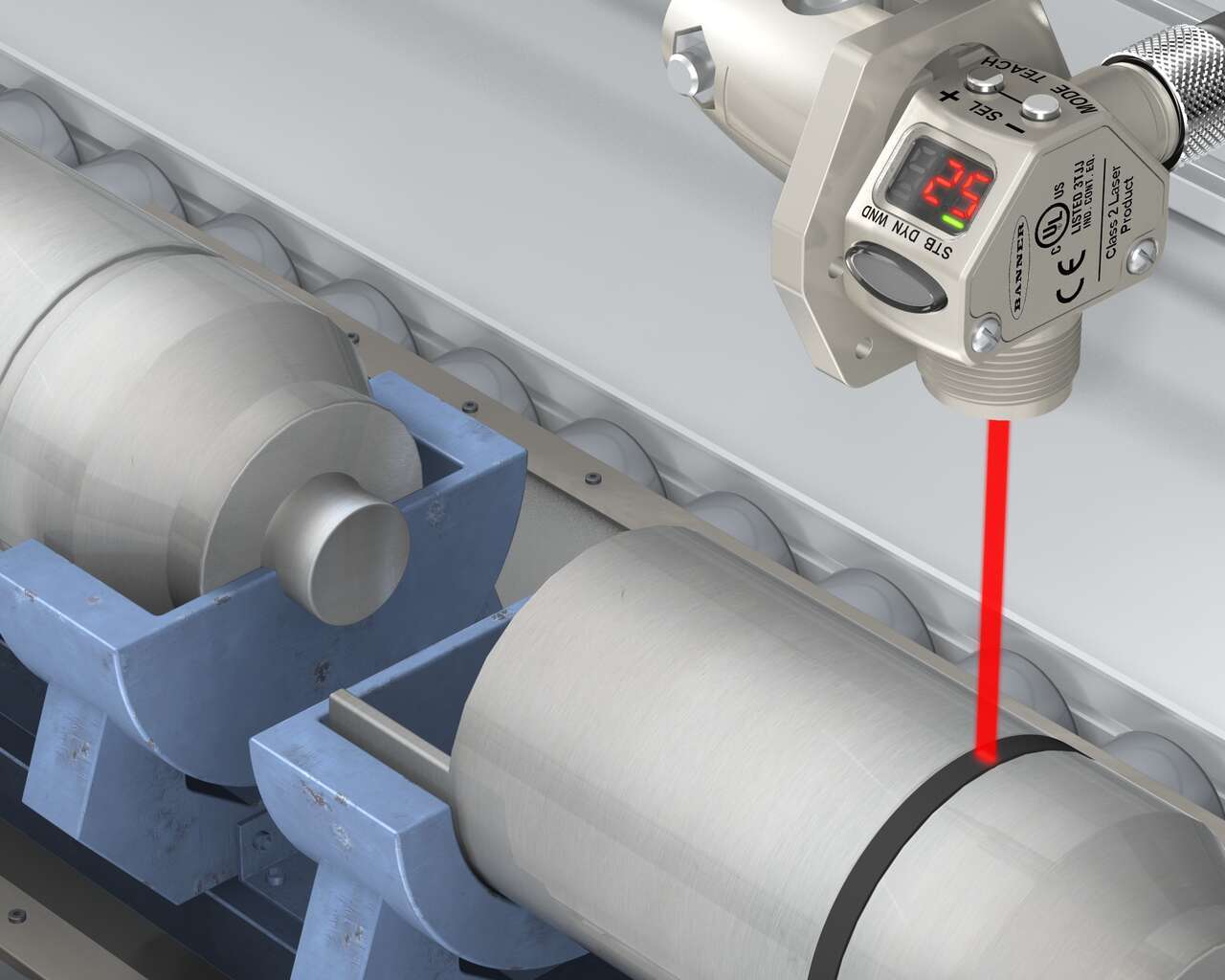
Contagem de Anéis Refletivos
-
Sensores Higiênicos para Detecção de Frascos de Vidro em Ambiente Químico Hostil
-
Embalagem de Refeições Congeladas em uma Máquina Cartonadora
-

Indicação de Congestionamento na Calha de Saída
-

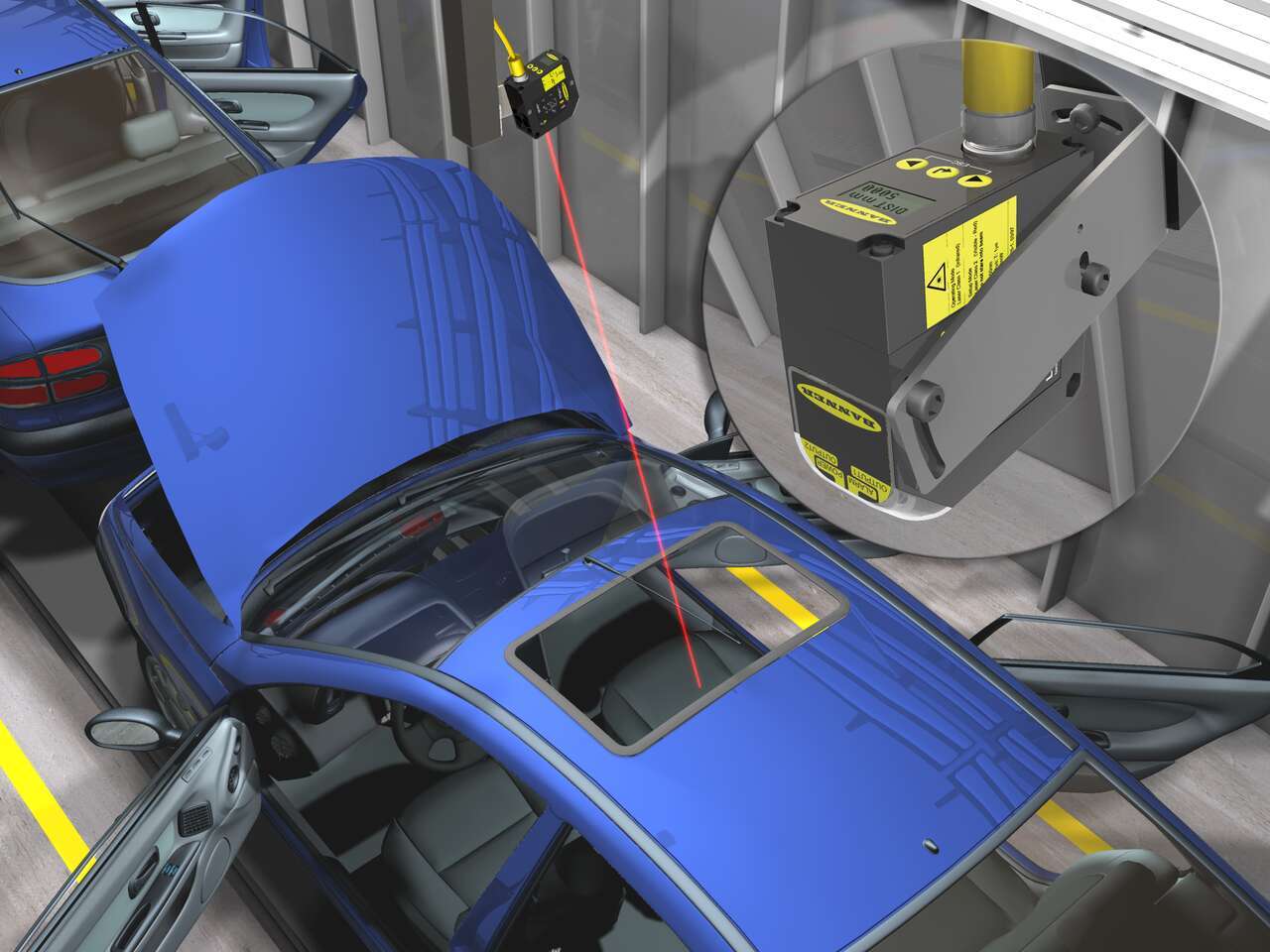
Lava-Rápido
-

Posição do Veículo no Lava-Rápido em Ambiente Extremo
-

Alvos Transparentes e Reflexivos
-

Detecção de Garrafas Transparentes em Ambientes de Lavagem
-

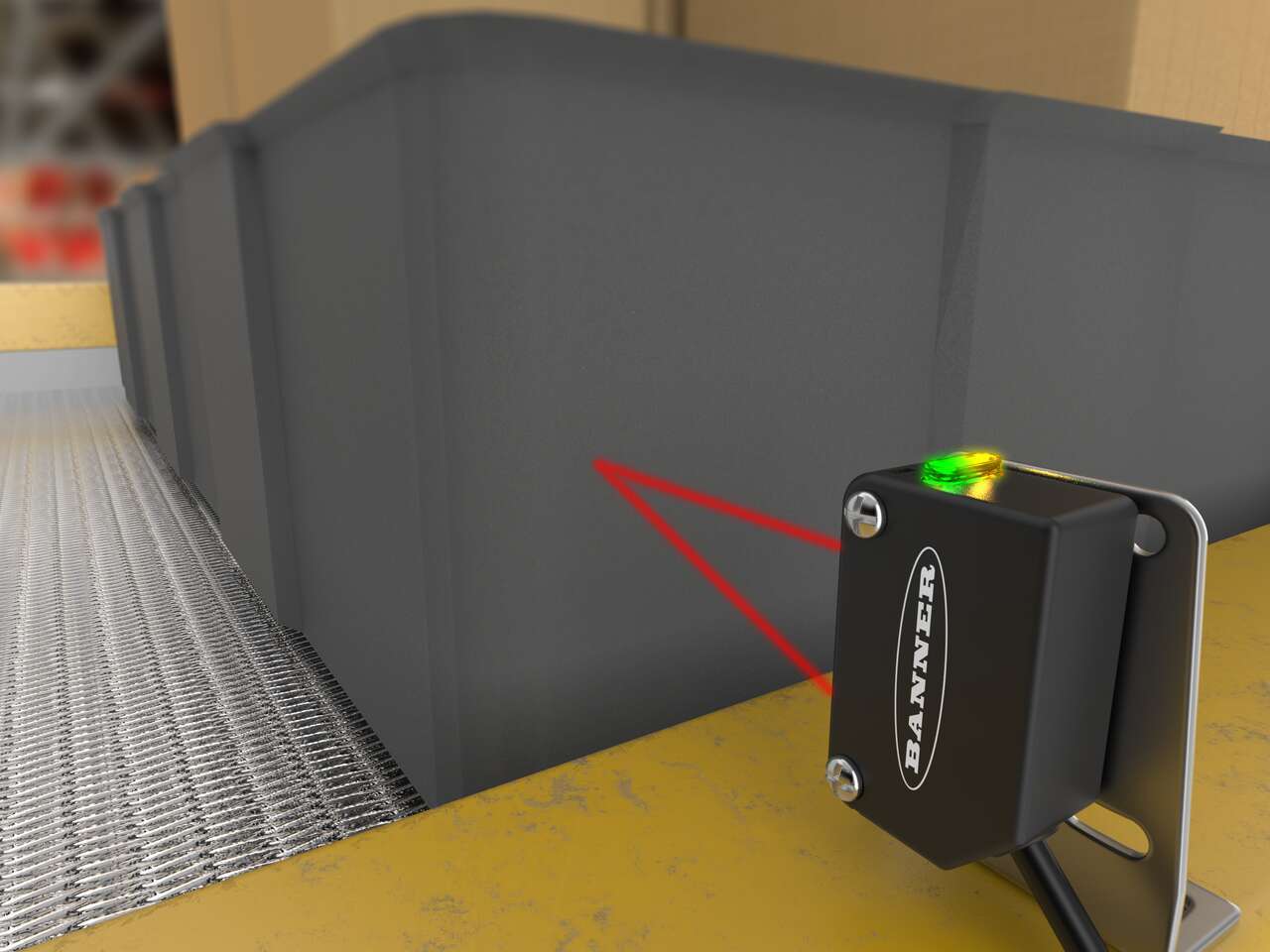
Detecção de Embalagens Refletivas em um Transportador
-

Controle de Pressão da Linha de Bandejas de Alimentos Transparentes na Desempilhadora
-
Accurate Counting of Transparent Pharmaceutical Bottles
-
Contagem de Recipientes Plásticos Transparentes em um Transportador
-
Detecção de Líquidos Transparentes em Embalagens Transparentes
-

Detecção de Garrafas Caídas em uma Linha de Engarrafamento de Alta Velocidade
-
Detecção de Bandeja Transparente em Unidades de Armazenamento de Alimentos da Tremonha
-

Multicolor Packaging
-
Detecção de Recipientes Plásticos de Alimentos Transparentes em um Ambiente Sanitário
-
Detecting Clear Glass and Plastic PET Bottles in Washdown Environments
-
In-Line Accumulation on Single Filer
-

Detectar Garrafas PET Para Regular o Fluxo de Produtos
-

Detecção de Frascos de Vidro Transparentes na Zona de Lavagem de Alimentos e Bebidas
-

Detectar e Indicar a Presença de Garrafa Caída
Resources
The latest Photoelectric Sensors Solutions brochure explores the many different types of Banner sensors and how to choose the right one for your application, whether it be object counting, quality control, object presence or absence, or other automation need.
