Pharmacy Automation
At all levels of pharmacy automation, companies rely on Banner’s extensive industry experience, application knowledge and comprehensive product offering to solve challenging applications.

At all levels of pharmacy automation, companies rely on Banner’s extensive industry experience, application knowledge and comprehensive product offering to solve challenging applications.

Ensuring product quality in assembly processes for medical products or kitted assemblies is critical. Banner Engineering provides products and solutions that help ensure and improve product quality as well as assembly processes and efficiency, worker experience, productivity and safety.

From ensuring caps are in place and labels are correct to closing up cartons and loading them on pallets, Banner solutions ensure that packaging is applied properly and efficiently and that product are secure and safe for shipment.
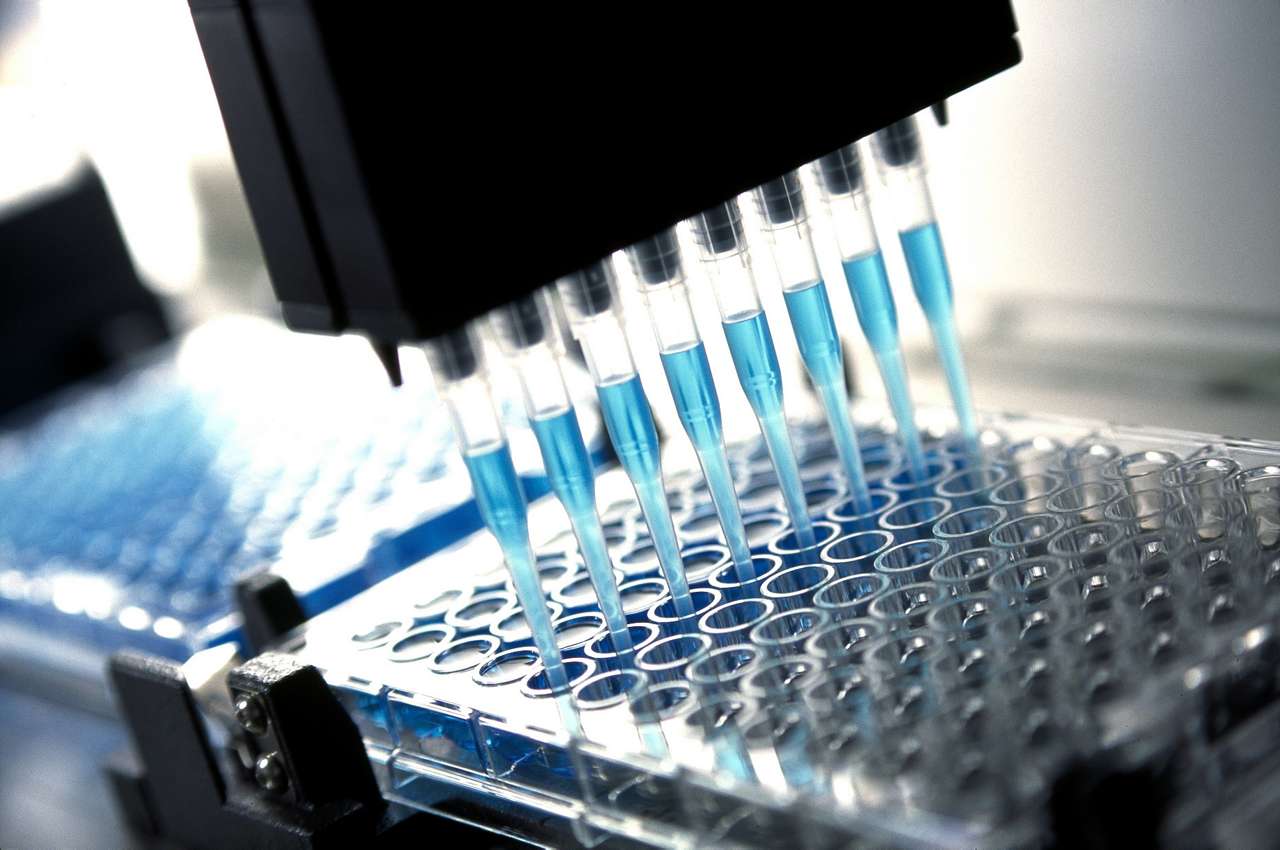
Companies operating in the laboratory automation, bio-storage, and automated diagnostic industry rely on Banner’s team of industry and application experts and our comprehensive offering of sensors, vision sensors, safety, and lighting products to solve challenging applications.
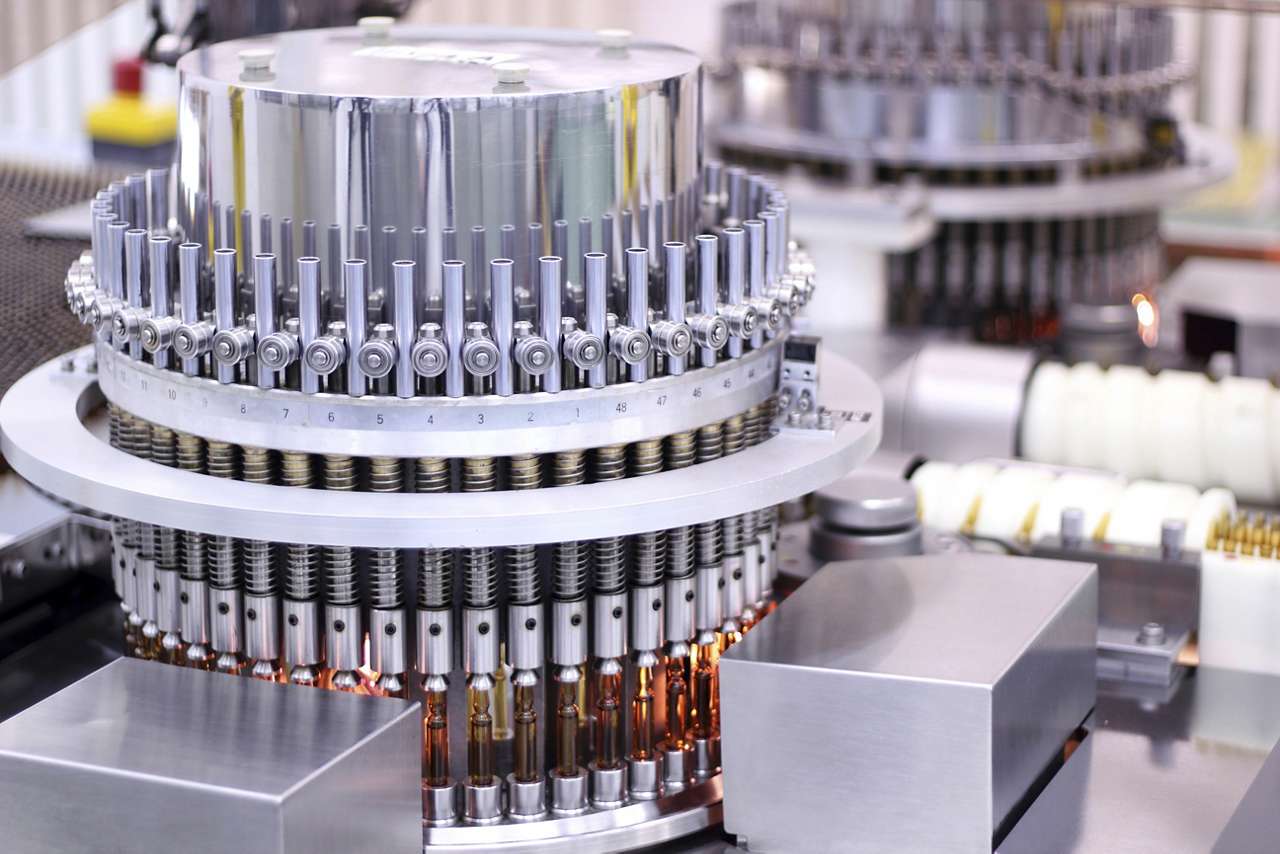
In the pharmaceutical industry, filling the correct amount of solid or liquid products into the correct container is critical. With different drug delivery methods and packaging schemes, companies rely on banner sensors to ensure that the proper amounts of the right products are packaged correctly.

One global provider of healthcare products had been using vision machines to detect particulates in their liquid pharmaceuticals. When the machines were no longer able to detect contaminants to the required percentage level, the company began using human visual inspections. Since many of the particulates are extremely minute, the company needed to install bright and highly uniform illumination in their work stations so operators could effectively verify the quality of products.

A recent industry switch from polypropene (PP) to polyethylene terephthalate (PETE) bottles prompted a leading US mail-order facility to re-evaluate their fulfillment process. With over 2,000 red LED sensors to be replaced, the facility turned to Banner for a solution.