



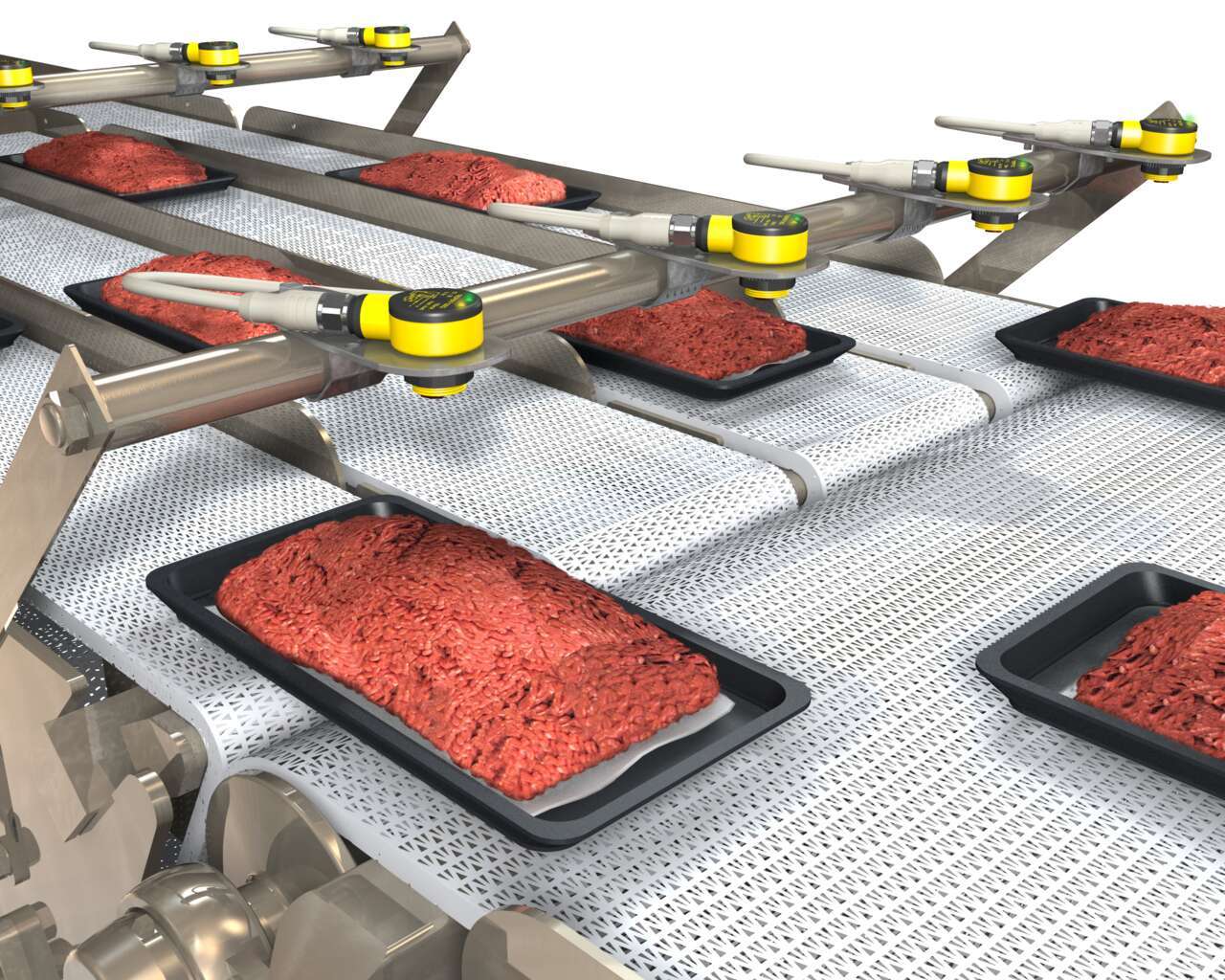








Primary Food Packaging
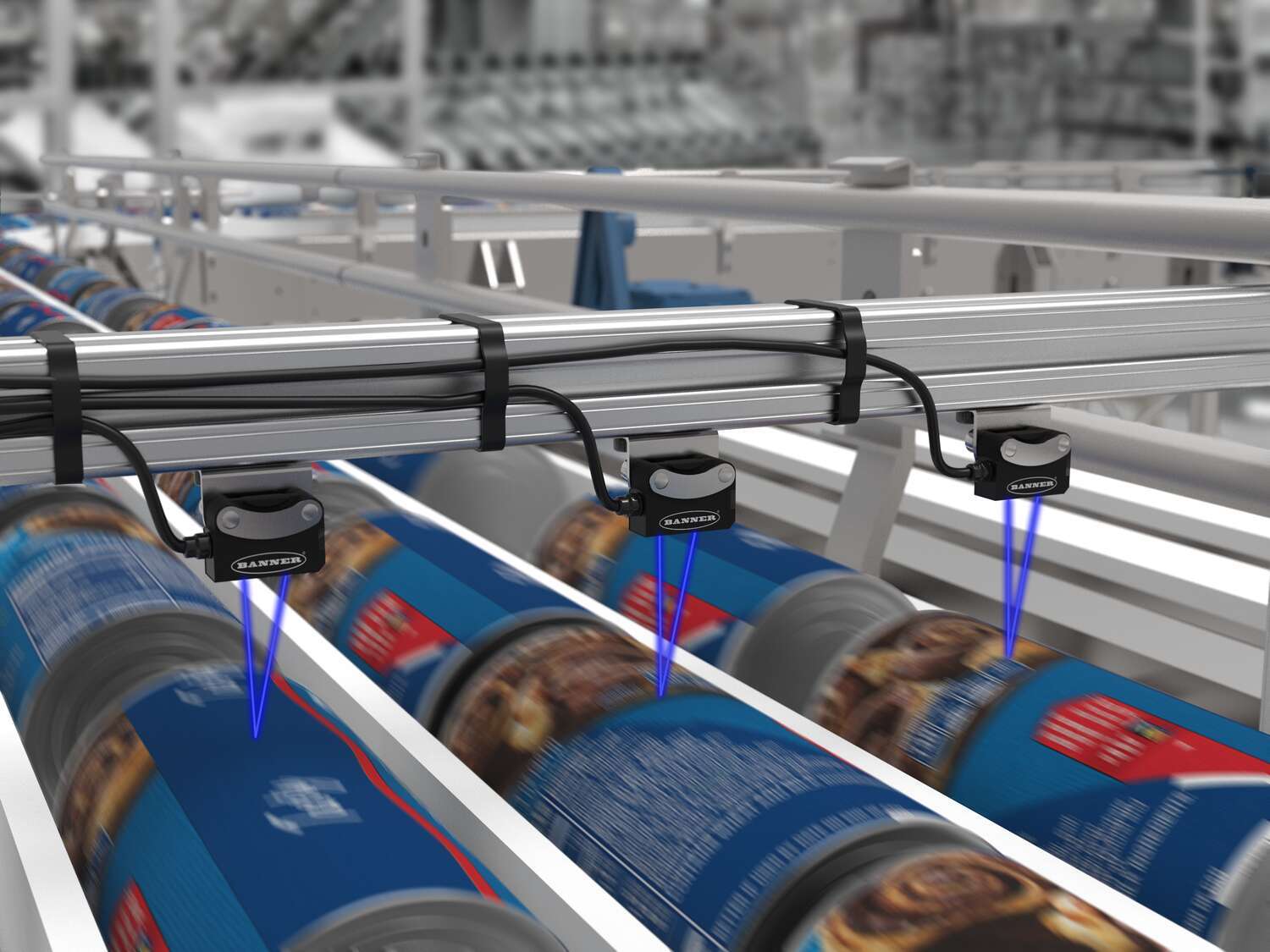
Banner offers IP68 and 69 rated products and solutions designed specifically to perform reliably in harsh conditions and withstand the environmental challenges common to primary packaging areas in the food processing industry.



Banner offers IP68 and 69 rated products and solutions designed specifically to perform reliably in harsh conditions and withstand the environmental challenges common to primary packaging areas in the food processing industry.
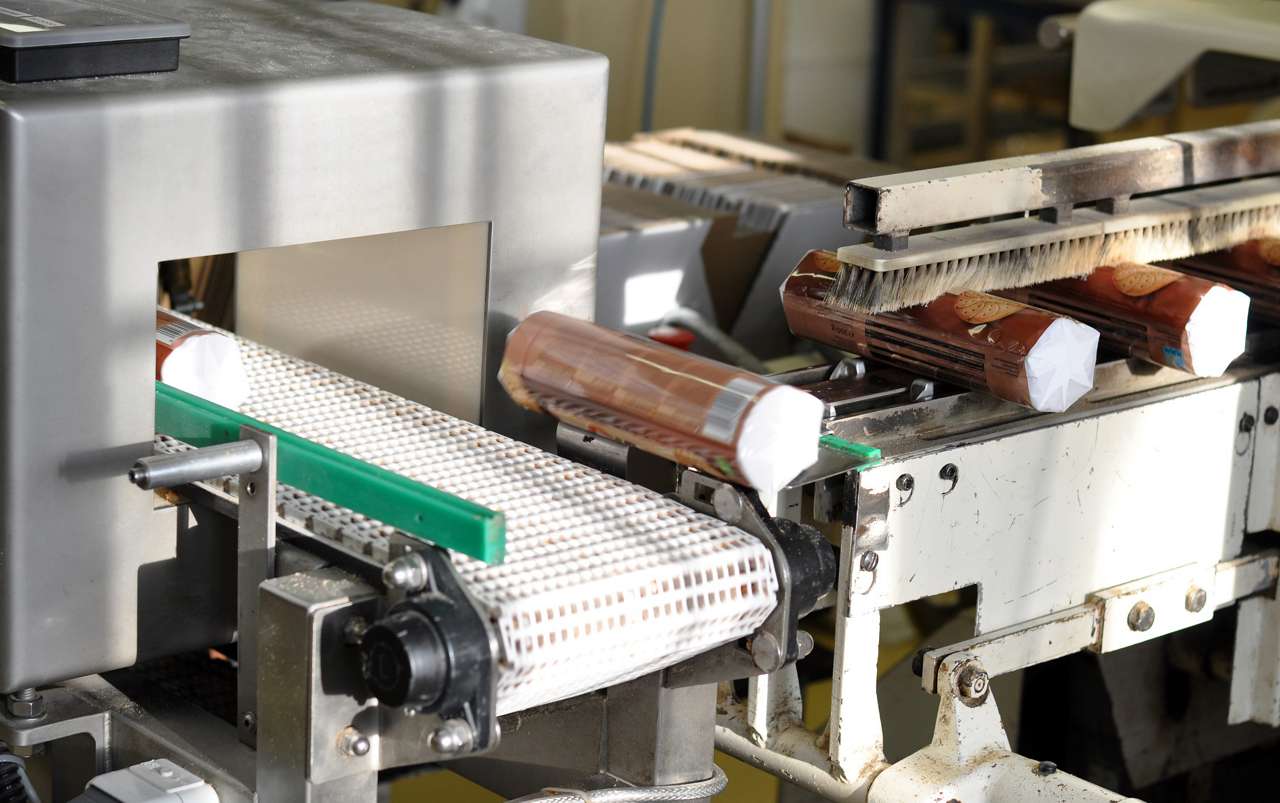
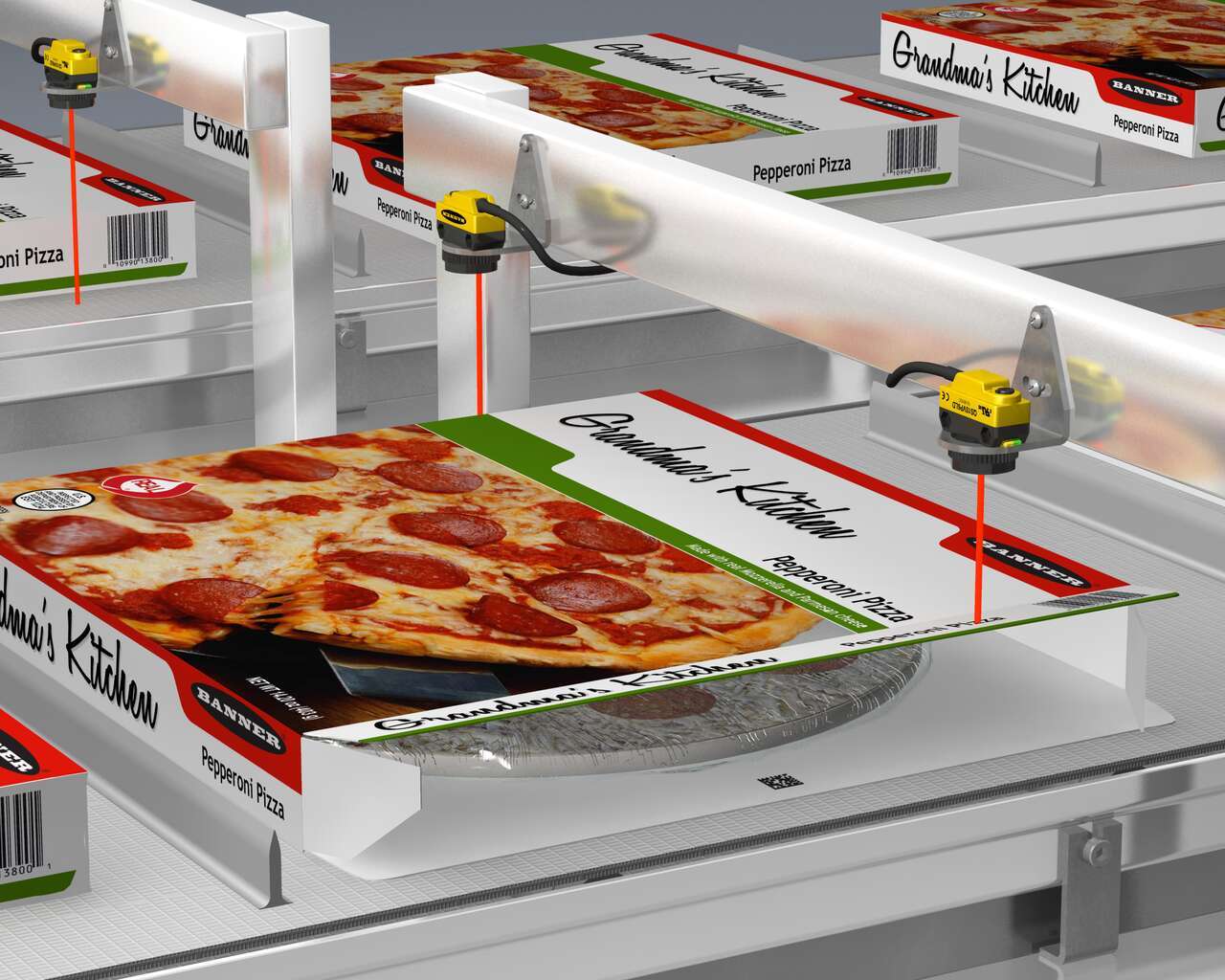
Banner’s rich industry knowledge and expertise in sensors, LED lighting and indicators allow us to offer products and solutions that help food processors maintain a continuous flow of products throughout secondary packaging and ensure their packages are secure and products are protected.

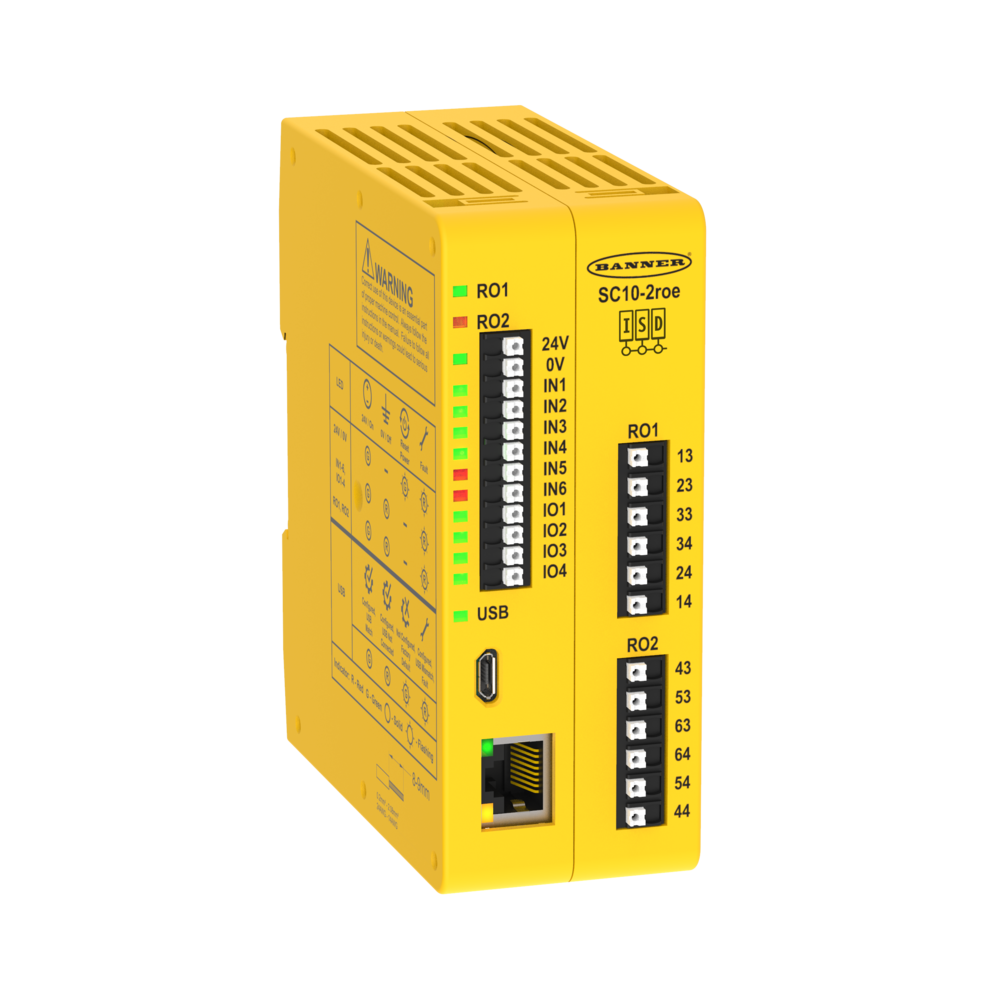
From sensors that regulate the flow of packed cases into the assembly and palletizing areas to safety controllers that simplify and centralize the management of safety devices, Banner products solve problems for food producers at the end of the line.
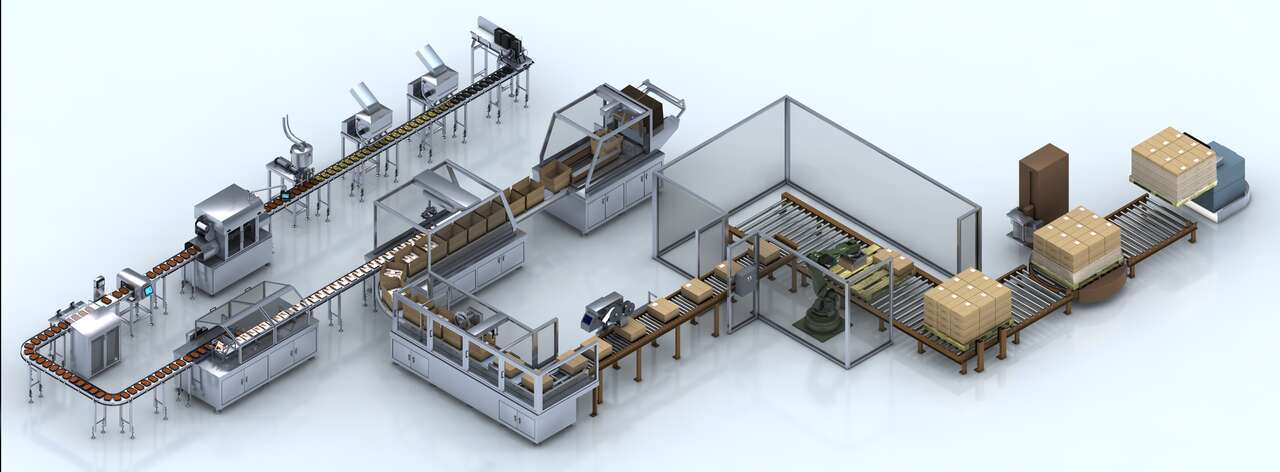
View industrial automation solutions for each machine through primary, secondary, and end-of-line food packaging.



Learn How the Internet of Things Can Increase Efficiencies for Your Business. Download the Packaging Solutions Catalog.
