4 Ways Lighting Solutions Support Lean Manufacturing in the Pharmaceutical Industry
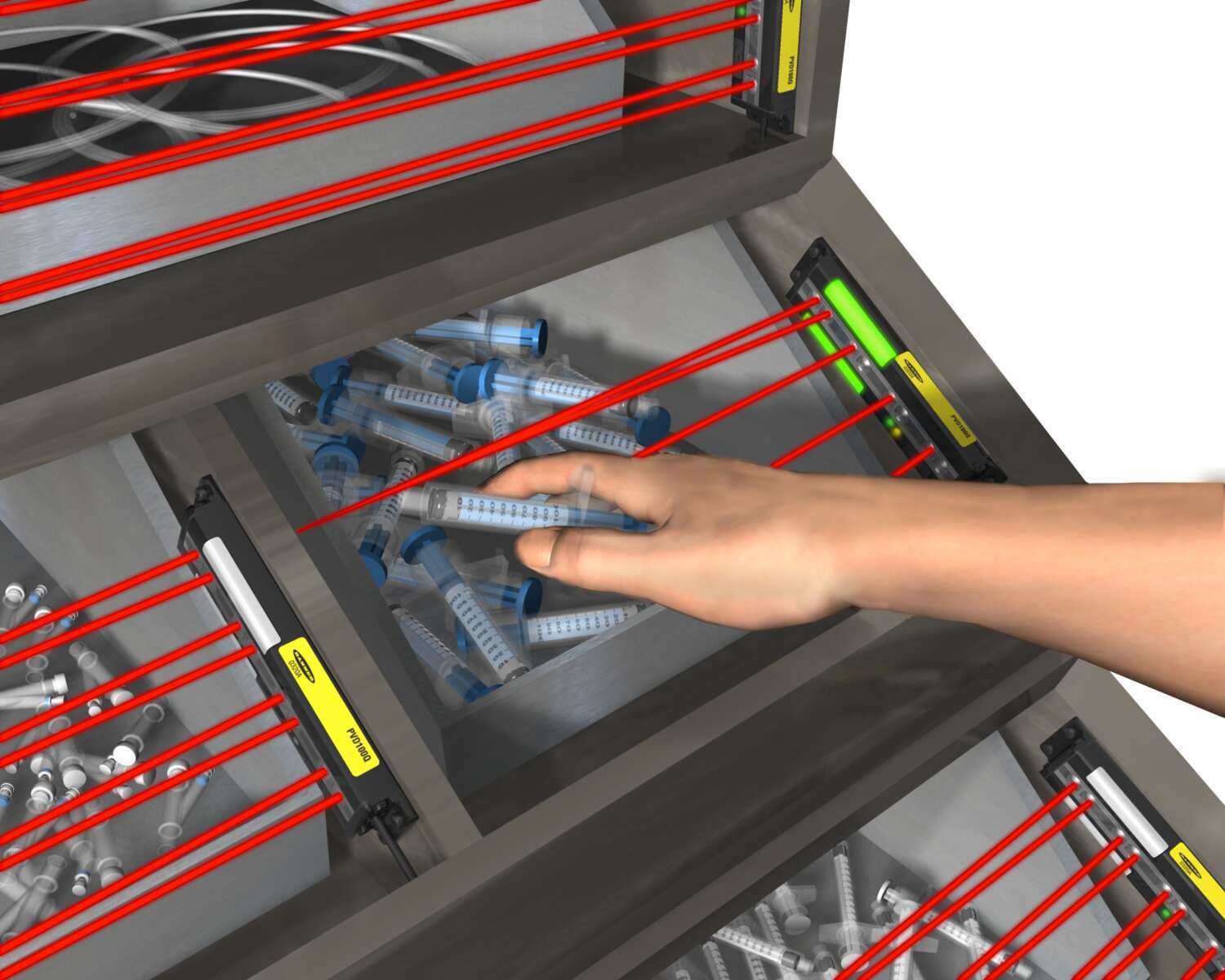
Image: Pick-to-light sensors increase efficiency and accuracy in kitting applications
Summary: Lean manufacturing seeks to reduce wasted time and resources throughout the factory. This article describes several ways in which the right kind of industrial lighting can help increase efficiency and reduce material waste while ensuring product quality and compliance with FDA regulations in the pharmaceutical industry.
Background and Driving Factors
A big trend in the pharmaceutical industry, lean principles emphasize using time and resources as efficiently as possible in order to reduce waste and focus on value-added activities. However, there are many ways time and resources can be wasted in the pharmaceutical factory. For example, ineffective error proofing and quality inspection procedures can result in product contamination and recalls, leading to both material waste as well as wasted production time. In addition, communication throughout the factory can expend significant time and resources unless a there is solution in place to streamline messages.
How Lighting Solutions Support Lean Processes
A long-term solution to the challenge of waste must allow manufacturers to not only increase efficiency in the short term but also learn from inefficiencies and make data-driven adjustments for continuous improvement. Following are four examples of how lighting solutions can help increase efficiency by addressing common sources of wasted time and resources in pharmaceutical manufacturing.
1. Inspection Lighting Helps Reduce Wasted Materials and Production Time
Reliable manufacturing of pharmaceutical products requires comprehensive inspections. It is extremely important to identify particulates or foreign substances of any size to avoid contamination and product recall. Often this is accomplished by human visual inspections since automated inspection systems are not always feasible. But even manual inspections are prone to error, especially if lighting conditions are not ideal for visual verification.
Since many of the particulates are extremely minute, it is important to have bright and highly uniform illumination in inspection stations so operators can effectively verify the quality of products (for example, confirming there are no contaminants present on an IV bag or glass vial). Fluorescent bulbs tend to flicker from changes in intensity, which could compromise inspection accuracy, and must be frequently changed. In contrast, bright, uniform LED lights allow operators to detect minute particulates reliably and efficiently, improving quality control and reducing the risk of wasted time and materials.
For more informaiton, see our recent success story that demonstrates how LED lights help Improve quality control for liquid pharmaceuticals.

Image: IV bag inspection for particulates
2. Pick-to-Light Sensors Reduce Risk of Error in Assembly
Assembly processes can also be streamlined with the use of light. For example, in kitting applications, it is important to include all of the correct parts in each kit, and errors can occur if there are many different parts to remember or if an operator becomes distracted. To reduce the risk of error (such as skipped or duplicate parts), pick-to-light sensors can be interfaced with a process controller programmed with the correct assembly sequence in order to guide the assembler to the correct parts in the correct order.
As the assembler takes a part in sequence and breaks the beam, the sensor detects that the part was removed and it sends an output signal to the controller. The controller then verifies if the correct part was taken, and the controller signals the pick-to-light sensor of the next bin in the pick sequence to light up. If the assembler reaches into a bin out of sequence, the system can also be configured to signal the assembler that an incorrect pick has occurred.
A pick-to-light system increases task efficiency by simplifying job training, increasing quality control (no skipped parts), and reducing the need for rework and inspections. It also speeds the resumption of work after breaks and other distractions.
3. Indicator Lights Streamline Communication in the Visual Factory
Communication across the pharmaceutical factory can also be a source of wasted time, and the visual factory allows for communication to occur seamlessly. For example, indicator lights can be used to indicate environmental status information for clean rooms like current temperature and humidity. For example, green indicates the room is within normal limits, yellow indicates near the threshold, and red indicates the room is outside the control limits. This allows employees to immediately identify rooms that need attention.
Indicator lights can similarly be used as visual guidance when assistance is needed on machines. For example, lights can be configured to indicate when a machine requires an action (such as replenishing labels). The use of indicator lights simplifies communication of problems and allows issues to be addressed quickly so normal operation can resume.

Image: Indicator lights for clean room status
4. Wirelessly-Connected Lights Enable Overall Equipment Effectiveness (OEE)
In order to ensure efficient processes throughout the pharmaceutical factory, machine operators must quickly and easily determine the status of machines. Tower lights equipped with wireless communication capabilities display a visual indication of an event for immediate action; plus, they can transmit wireless alerts to operators outside of the visual range. This helps ensure that operational problems are identified and addressed immediately, regardless of whether machine operator is physically present to see the visual indicator.
In addition, the wireless transmission of machine data can then be stored or long-term data logging and analysis, a critical capability of the Industrial Internet of Things (IIoT). In other words, not only can operators respond to alerts quickly as they occur, but a history of alerts can also be stored and analyzed offline for use in OEE (Overall Equipment Effectiveness) calculations. This data can also be used for predictive maintenance, further saving costs and time.
For More Information
For more information, contact one of our experts or sign up below to receive future updates.
Featured Products

PVD Series One Piece Part Verification Pick-to-Light Arrays
PVD Pick-to-Light sensors are compact, one-piece solutions useful in many part assembly, pick-to-light and error-proofing applications.

WLS27 Shatterproof Strip Light
Fully encased in a shatterproof, chemically resistant housing. Rated IP69K for washdown. Multiple color options combine illumination and indication.
Related Articles
Lux/Lumens Calculator: How Much Light Do You Need?
Use our lux/lumens calculator to determine how much light is needed for your industrial lighting application.

Lighting for Manufacturing: The Costs of Ownership
Are LEDs right for your application? Learn the costs of ownership for lighting in manufacturing environments.

How to Choose Lighting for Harsh Industrial Environments
This article explains common challenges for lighting in industrial environments and considerations for extreme conditions.

The Smart Factory: IIoT Capabilities for Manufacturers
This article highlights three critical IIoT capabilities of the smart factory: remote monitoring, predictive maintenance, and process optimization.