Beverage: Primary Packaging



Primary packaging for beverage producers begins with the introduction of empty containers onto the line. Before moving onto secondary packaging, containers will be rinsed, filled and finally capped at very high-speeds. All along the beverage filling line, each phase in this process poses unique challenges to equipment and operators.
Banner is a leader in the design and development of products and solutions that bottlers, all around the world, rely on to perform in this challenging area. From stainless steel, IP67, IP68 and IP69k rated sensors that withstand wet, washdown conditions to heavy duty safety light screens that guard access points to depalletizers and blow molders, Banner offers a broad range of products that solve difficult primary packaging applications in beverage production.
Our application experts have years of experience and industry knowledge and can draw on our impressive catalog to help your company find and implement products and solutions that ensure a smooth and continuous flow of containers through the system.
Primary Packaging Beverage Applications
View Applications by Machine Type

Featured Applications

Detecting Bottles in Washdown: Glass & PET Plastic
Washdown environment, IP69K ratings required

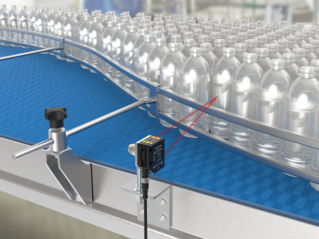
Detecting PET Bottles to Regulate Product Flow
Identifying gaps and accumulations to regulate product flow
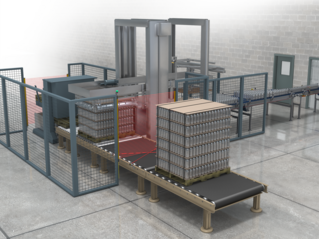
In-Line Accumulation on Single Filer
The Q5X laser sensor reliably detects when the staging area is clear of bottles and the system is ready for the next layer of containers, despite the transparency of the bottles and unstable signal.

Clear Container Detection in a Clean-in-Place Rotary Filler
Track bottles as they move through the rotary filter.
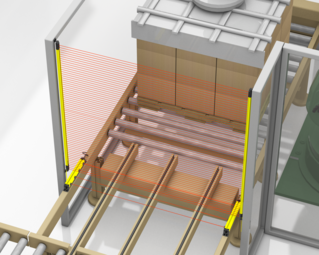
Depalletizer Guarding with Muting
LS light curtains are intuitive, easy-to-use safety devices used for machine safeguarding. They are built to withstand challenges commonly found in manufacturing and packaging environments. LS-S models require no PC software, DIP switches, or other devices for quick, easy configuration. Highly visible alignment indicators and intuitive diagnostics simplify setup, facilitate troubleshooting, and minimize system downtime.

Non-Contact Fill Level Verification
Banner’s QS30H2O sensor is a specialized sensor developed to address challenges with sensing the presence of water and water-based liquids. The QS30H2O operates in a through beam sensing mode and the emitter uses a wavelength that is tuned to not pass through water. The high excess gain of the sensor makes it powerful enough to see through an assortment of plastic and glass containers. Two pairs of sensors can be utilized to determine that the fill level has met minimum but is not overfilled and wasting product. Apertures can be placed on the receiver end to minimize the beam pattern and increase accuracy of the application. This ensures products that do not meet fill level criteria are not processed or shipped.

Identifying Presence and Height of a Bottle Cap
The iVu Plus Gen 2 vision system, paired with a Q4X and LEDRB backlight, offer a solution that will provide dependable results.
Cap Sorter Detection
Banner’s R55F fiber optic sensors have the capability to detect the presence of caps regardless of their color or size – a clear advantage in an industry that has a wide variety of bottle caps and frequent line changes.
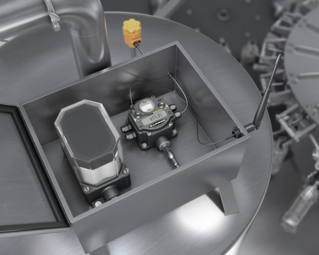
Slip Ring Replacement with Wireless Solutions
Slip rings are subject to constant movement which in turn leads to continuous maintenance in order to avoid degradation of the rotating electrical connection caused by normal wear and debris. Slip ring failure bring production to a halt, resulting in unexpected and costly downtime. The DX80 wireless radios provide a non-contact solution for transmitting the sensor signals from inside the filler bowl to the control panel. The wireless node located on the rotary filler can be battery powered thus providing power to the sensors for a wire-free installation. The DX80 wireless solution eliminates the need for slip rings, helping to decrease downtime and maintenance.
Featured Products

Q4X Series Rugged All Purpose Photoelectric Sensor
This smart sensor solves countless problems, has the power and capability of several sensors in one, uses a food-grade housing, and does not require a reflector target.
M25U Stainless Steel IP69K Ultrasonic Sensor
Waterproof, stainless steel, ultrasonic sensors were purpose-built to deliver flawless operation in food processing and other sanitary industries.

Performance Series Industrial Wireless Gateways and Nodes
Create point-to-multi point networks that distribute I/O over large areas. Input and output types include discrete (dry contact, PNP/NPN), analog (0 to 10 V dc, 0 to 20 mA), temperature (thermocouple and RTD), and pulse counter.

QS30 Series High-Performance Long-Range Sensor
High power sensing with ranges up to 200 m, e/m relay output models available.

Q3X Series Laser Contrast Sensor
Rugged high speed sensor for challenging presence/absence, orientation and registration mark detection applications with small contrast differences.

K30 Core Series 30 mm General Purpose LED Indicator
Compact, 30 mm diameter, illuminated dome provides easy-to-see operator guidance.

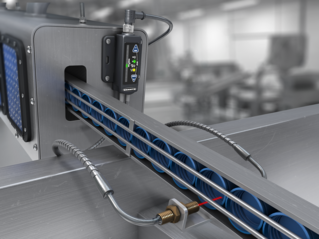
WLS27 Shatterproof Strip Light
Fully encased in a shatterproof, chemically resistant housing. Rated IP69K for washdown. Multiple color options combine illumination and indication.

TL50 Core Series 50 mm LED Tower Light
LED tower light indicators are highly visible and simple to install with no assembly required. Display up to 7 colors. Available with IO-Link.
Success Stories

Reliable Detection of Transparent Bottles on Conveyor
A machinery company needed a sensor able to consistently detect clear PET bottles at multiple points.

Shrink Sleeve Labeling at High Speeds
A leading manufacturer of labeling equipment offers high-speed shrink sleeve label applicators designed to process 800 bottles per minute. To maximize the machine’s performance potential, the company wanted to install sensors capable of consistent detection and output for high-speed bottling.

Vent Tube Presence on Filler
A high-volume brewery needed a solution capable of detecting spreader washers on the vent tubes as well as loose or missing tubes. However, the movement of the rotary filler and the wet washdown environment made close proximity deployments difficult and the range required for a remote solution could compromise inspection reliability.