All Assembly and Robotics Solutions
-

Equipment Monitoring from a Supervisor's Station
Equipment Monitoring from a Supervisor's Station
Provide at-a-glance machine status indication and send machine status information to a wide range of devices.
-

Restocking Assembly Stations for a Continuous Workflow
Restocking Assembly Stations for a Continuous Workflow
Restock assembly stations before components run out without overstocking.
-

Warning Indication where Obstructions Limit Visibility
Warning Indication where Obstructions Limit Visibility
Provide high-visibility warning indication and minimize risk to staff in high-traffic forklift area.
-

Optimizing Equipment Effectiveness with Remote Monitoring
Optimizing Equipment Effectiveness with Remote Monitoring
Provide instant visual communication across a busy plant floor.
-

Environmental Monitoring inside a Machine Control Panel
Environmental Monitoring inside a Machine Control Panel
Identify small problems before they become major issues that impact machine performance and uptime.
-

Wireless Pick-to-Light System for Mobile Assembly Stations
Wireless Pick-to-Light System for Mobile Assembly Stations
Minimize production errors by providing clear guidance for assembly.
-

Easy Panels with Multicolor Indicators and Touch Buttons
Easy Panels with Multicolor Indicators and Touch Buttons
S22 Pro Series touch buttons and indicators simplify control panel design and improve operator experience and performance. Pro Editor software expands the built-in display capabilities available with the S22 Pro Series, enabling custom displays.
-
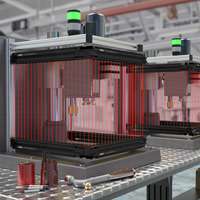
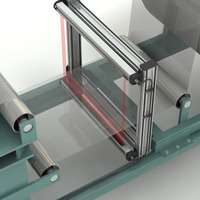
Small Assembly Station Protection with Light Curtains
Small Assembly Station Protection with Light Curtains
EZ-SCREEN LS safety light curtains have no DIP switches, feature end-to-end sensing, and can be easily installed with automatic configuration. The use of side mount brackets creates a quick and simple installation with adjustments made from the front side of the EZ-SCREEN LS arrays, saving time during setup. Maximizing machine uptime and reducing repair and replacement expenses helps companies remain competitive.
-
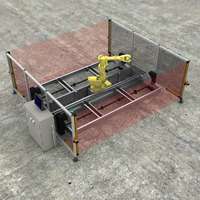
Dual-operator Robotic Work Station
Dual-operator Robotic Work Station
See how Banner’s EZ-SCREEN LS Heavy-Duty Type 4 Safety Light Curtains uses cascading to maximize safety while minimizing cabling and equipment footprints.
-
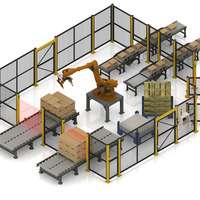
Robotic Palletizer Safeguarding
Robotic Palletizer Safeguarding
Banner’s XS26-2 is a flexible, easy-to-use safety controller with an intuitive programming environment, with the capacity to handle current machine processes and the flexibility to add up to eight I/O expansion modules as machine automation grows or changes. A broad spectrum of safety devices are supported, allowing for complex applications to be configured and downloaded to the controller in a minimal amount of time for efficient machine commissioning.
-
Scalable Safety Control for Large Assembly Processes
Scalable Safety Control for Large Assembly Processes
Banner’s XS26-2 expandable safety controller is a scalable safety solution that can be tailored for a wide variety of machines, including large scale machines with multiple processes. With the ability to add up to eight I/O expansion modules, the XS26-2 has the capacity to adapt to larger footprint machines with multiple hazards and access points. Several preconfigured safety function and logic blocks are available in the intuitive programming software.
-
Safeguarding a Robotic Palletizer
Safeguarding a Robotic Palletizer
Banner’s SC26-2 is a flexible, easy-to-use safety controller with an intuitive programming environment. The programmable safety controller can manage all of the safety devices with one module. The SC26-2 communicates the status of safety devices via Ethernet IP and controls a tower light for visual indication of safety device statuses. The base controller allows eight of the 26 inputs to be configured as outputs for efficient terminal utilization.
-

Safeguarding a Single-Station Robot Weld Cell
Safeguarding a Single-Station Robot Weld Cell
The Banner AG4 Safety Laser Scanner is placed at the base of the hazardous area and “looks out” at the open area. It is programmed via a PC with interface software to guard the area between the physical barriers (the protective zone) and outside the barriers (the warning zone). If the operator or other personnel approach the hazardous area during robot operation, a signal is sent to alert the person that the warning zone has been entered; the robot continues operation during this time.
-
Robotic Guarding in Work Area without Limiting Access
Robotic Guarding in Work Area without Limiting Access
Safety laser scanners work well for safeguarding applications where user access and protection are equally important. Banner’s AG4 Safety Laser Scanner with a 190º scanning angle fits nearly any shape and can evaluate an operator’s position by range and rotational angle. Its flexibility allows for new safeguarding shapes when work cell dimensions and parameters change.
-
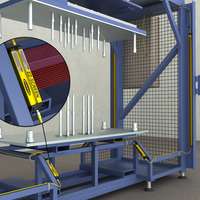
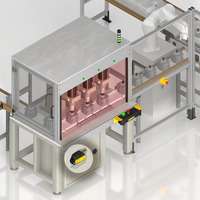
Heat Stake Machine Safeguarding
Heat Stake Machine Safeguarding
In this example, two sides of a heat stake machine require guarding because of separate operator load and unload stations. On each side of the station, two safety light screens protect workers; one with a 48" vertical light screen for area guarding and one with a 12" inclined light screen to guard the point of operation where the tool is loaded and unloaded.
-

Safeguarding of a Power Press
Safeguarding of a Power Press
Banner Engineering’s EZ-SCREEN LS is extremely robust with heavy duty extruded aluminum IP65/67 rated housing, metal endcaps and a recessed window to protect it from collisions related to stock removal and incidental impact.
-

Safeguarding Access Points to a Depalletizer
Safeguarding Access Points to a Depalletizer
An LS Series safety light curtain with a mute arm kit in T-configuration combined with an XS26 Series safety controller is an easy-to-implement solution that protects staff from potential hazards without disrupting the flow of pallets to the depalletizer.
-
Safeguarding a Robotic Weld Cell
Safeguarding a Robotic Weld Cell
A robotic weld cell is protected on multiple sides by hard guarding. Between work cycles operators must be able to access the weld cell to retrieve completed work pieces and load new material. Used to safeguard access points to the weld cell, an SX5-B6 safety laser scanner can increase machine uptime and productivity.
-

Monitoring Safety Doors on a Case Packer
Monitoring Safety Doors on a Case Packer
Learn how SI-RF Series safety switches can be used to monitor multiple guard doors, ensuring the highest levels of safety, and making it easy to identify and resolve issues.
-
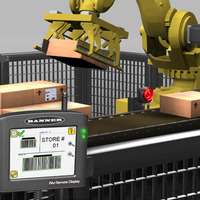
Robotic Cell Industrial Barcode Inspection
Robotic Cell Industrial Barcode Inspection
It can be difficult and expensive to stop robotic operations to configure and monitor the barcode inspection process. An iVu BCR barcode reader with remote display can be mounted up to 16 m (50 feet) away from the sensor for remote monitoring and troubleshooting while the robot is in operation.
-

Vision Sensor to Read QR Codes
Vision Sensor to Read QR Codes
iVu Plus BCR Gen 2 with 25 mm Micro Lens replaces hand held barcode readers to collect data from dense, difficult-to-read QR codes on vehicle transmissions. A WL50S high-intensity LED spot light illuminates the target area.
-

Part Pick Verification for Large Bins
Part Pick Verification for Large Bins
To reduce the risk of error in an assembly operation, a one-piece EZ-LIGHT PVD pick-to-light sensor is placed on the top rail of a shelf, looking down on the shelf opening. The PVD is interfaced with a process controller that is programmed to illuminate the PVD on the bin to pick. After the PVD detects that the assembler's hand has entered and left the bin, the controller signals the PVD on the next bin to pick.
-

Part Pick Verification for a Camera Lens
Part Pick Verification for a Camera Lens
Each bin has an EZ-LIGHT VTB Verification Touch Button connected to a process controller programmed with each order manifest. The VTB's LED base glows to indicate which lens to select to fulfill an order. After selecting the lens, the worker places a finger in the touch zone of the VTB to verify the pick. The worker does not have to apply any pressure to, reducing the risk of repetitive motion injury.
-
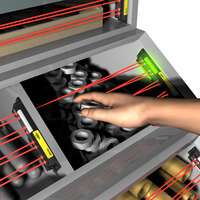
Part Pick Indication for Small Bins
Part Pick Indication for Small Bins
To reduce the risk of error in an assembly operation, a one-piece EZ-LIGHT PVD pick-to-light sensor with a 400 mm range is interfaced with a process controller programmed with the correct assembly sequence. The controller makes the PVDs light up in the correct order, to show the assembler which part to pick. After the PVD detects that the assembler's hand has entered and left the bin, the controller signals the PVD of the next bin in the pick sequence to light up.
-
Long Bin Pick-to-Light
Long Bin Pick-to-Light
The EZ-LIGHT PVA pick-to-light sensors provide a reliable error-proofing solution for various operation systems. The light indicate to assemblers which items to pick and in which order to pick them.
-

Improving Production with Pick-to-Light Systems
Improving Production with Pick-to-Light Systems
A Banner wireless solution is a simple way to optimize inventory, reduce errors, and minimize waste. Each Sure Cross Performance Node with I/O Mapping can be equipped with up to six EZ-LIGHT operator indicator lights. The Sure Cross Gateway is conveniently located at a central location where maintenance personnel and management can monitor the parts consumption throughout the site.
-

Multiproduct Light-Guided Assembly Station
Multiproduct Light-Guided Assembly Station
PTL110 pick-to-light devices on a multiproduct assembly station are a highly effective way to prevent errors and speed up build time. The optical sensors on PTL devices detect hands as they pass by, confirming that a pick was made.
-

Error-Proofing Assembly Applications
Error-Proofing Assembly Applications
Banner’s K50 Series of single-point pick-to-light sensors are a simple, easy-to-use error-proofing solution in assembly applications. In this application, the job light is Green while the job input is active, indicating the correct bin for the next pick. The presence of the assembler’s hand initiates an output change of state, turning the job light red. The job light above the next pick location will then turn Green.
-

Incorrect Pick Signal
Incorrect Pick Signal
The EZ-LIGHT K50 sensor lights above a bin to show the assembler which part to pick. If the assembler reaches into a different bin, that bin's EZ-LIGHT K50 sensor lights up in the designated warning color—in this example, red— to indicate the error.
-

Part Pick Verification from a Wide Bin
Part Pick Verification from a Wide Bin
The EZ-LIGHT K50 sensor in retroreflective mode indicates that the next part in the assembly sequence is the sunroof. When the operator selects the sunroof from its wide bin, the K50 detects the pick.
-

Part Pick Verification for Order Fulfillment
Part Pick Verification for Order Fulfillment
In an order fulfillment operation for a candy distributor, bins are equipped with EZ-LIGHT K50 sensors connected to a process controller programmed with the order. Based on the order, the K50 illuminates to show which items to pick. When the worker places a hand into the bin, the indicator detects the presence of the hand, and the controller triggers the K50 on the next bin to pick.
-
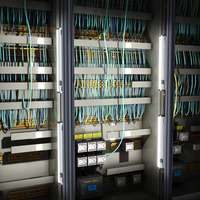
LED Lights Illuminate Control Cabinet
LED Lights Illuminate Control Cabinet
Operators access machine systems through the control cabinet and need Intense illumination of the cabinet facilitates for maintenance and management.
-

Superior Light Distribution with LEDs
Superior Light Distribution with LEDs
American Hoffmann Corporation chose WLB32 LED light bars to illuminate work areas, enclosures and control cabinets, replacing fluorescent light fixtures. The superior light distribution offered by the WLB32 LED lights lights, as well as the ease of installation were key factors in the company's decision.
-

LEDs Replace Fluorescent Fixtures in Machine Enclosures
LEDs Replace Fluorescent Fixtures in Machine Enclosures
• Bright illumination inside weld machine • Comparable in cost to fluorescent lights • Uniform, even lighting
-

Illuminate Web Inspection Stations with Rapid-Install LEDs
Illuminate Web Inspection Stations with Rapid-Install LEDs
Hermes Abrasives requested lighting to improve inspection capabilities of abrasive products.
-

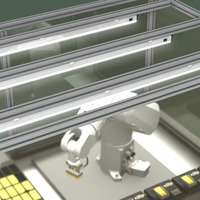
Robotic Work Cell Lighting
Robotic Work Cell Lighting
The energy-efficient WLB72 Basic is bright, easy-to-install, and cost-effective for robotic work cell lighting.
-

Efficient LED Light Bars Reduce Build Times and Expenses
Efficient LED Light Bars Reduce Build Times and Expenses
The company wanted a cost effective lighting solution that would offer brilliant illumination on multiple work stations on large product testing machinery.
-
Highly Bright, Robust Lighting for Robotic Cells
Highly Bright, Robust Lighting for Robotic Cells
Banner’s WLB32 Industrial LED Light Bar has a robust metal housing and shatterproof light cover, making it ideal for an industrial robotic cell environment. The WLB32 provides highly bright illumination, with a no-glare glow. Banner’s LED light bar is a better solution for industrial lighting compared to traditional fluorescent lighting. The LED light bar provides a directional lighting effect, dispersing light 120⁰, versus fluorescents, which disperse light 360⁰.
-

High-Quality LED Lighting for Conveyor Illumination
High-Quality LED Lighting for Conveyor Illumination
Finding a high-intensity, ultra-bright lighting solution for manufacturing can be challenging. Since multiple lights are required to properly illuminate areas on a conveyor, a simple mounting option to connect lights together is needed.
-

Robotic Weld Cell Illumination
Robotic Weld Cell Illumination
Learn how the WLS70 strip light provides bright, even illumination inside robotic weld cells.
-

Inspecting Small Connectors
Inspecting Small Connectors
An automotive supply company makes a range of vehicle systems. Their seating systems combine structure and design with features that enhance comfort and safety. Weight sensors installed on the underside of the seats work in coordination with vehicle safety systems to determine the size and position of a seat occupant. These factors affect how or if airbags will be deployed in the event of an accident.
-

Sensors to Measure Movement Range
Sensors to Measure Movement Range
During assembly, inspections are conducted to measure seat height adjustment, forward and rearward movement, and upright and recline motion.
-
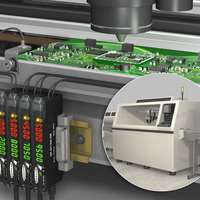
Pick and Place Machine Leading Edge Detection
Pick and Place Machine Leading Edge Detection
Fiber optics are an ideal solution for pick and place machines because of their small size. DF-G1 amplifiers can be separated from fibers so the operator has easy access to the digital dual-display screen for data monitoring. Additionally, the cross talk avoidance algorithm allows two or more amplifiers to operate in close proximity to each other.
-
Sizing, Profiling and Guiding Clear Objects
Sizing, Profiling and Guiding Clear Objects
Banner Engineering has created a special class of EZ-ARRAYs specifically designed to detect clear objects in clean industrial environments.
-

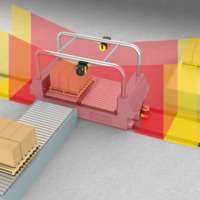
Wireless Call for Parts
Wireless Call for Parts
A system of Banner’s TL70 wireless modular tower lights and K50 touch buttons provides an efficient, easy way to communicate a call for more parts with a forklift driver. When a workstation is almost out of cartons, the operator touches the ergonomic K50 touch button which changes the status on the connected TL70 wireless tower light to red.
-

Counting Dropping Parts with an LX Sensor
Counting Dropping Parts with an LX Sensor
Banner Engineering's LX series part-sensing light screen generates a multi-beam infrared pattern that can detect any item passing through the beams, enabling exceptional sensitivity to small objects. As small parts drop from the feeder bowl into the plastic bag, the LX sensor detects each part and triggers the line to advance when the bag contains the specified number of parts.
-

Part Loaded Indicator
Part Loaded Indicator
The K50 Indicator Light signals to an operator that a part is placed correctly, without leaving the workstation.
-
Part Detection for Error-Proofing
Part Detection for Error-Proofing
Banner Engineering has paired the technology of the D10D Expert with fiber optic arrays optimized for small object counting to create the D10 Expert Small Object Counter.
-
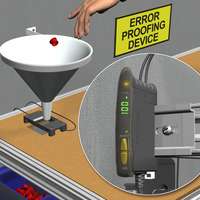
Close Proximity Error Proofing on Assembly Line
Close Proximity Error Proofing on Assembly Line
Banner’s Q4X analog sensor can give operators real-time measurement feedback to verify the part is present and correctly positioned before moving to the next operation.
-
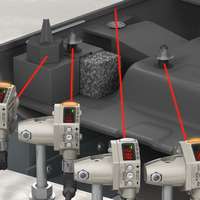
Detecting Black Parts on Black Door Panel
Detecting Black Parts on Black Door Panel
Since door panels are often dark colors such as black or gray, and the foam used to eliminate rattles and provide stiffness is generally black, it can be difficult for standard sensors to differentiate between foam presence and absence due to poor contrast.
-

Multiple Point Inspection on Stamped Metal Parts
Multiple Point Inspection on Stamped Metal Parts
To verify the expected number of holes exists on a small metal part, the iVu Plus TG Image Sensor with Multipoint Inspections can be configured for multiple regions of interest (ROIs) to ensure holes exist and were punched in the correct place. When set up for area inspection, the iVu will scan multiple points on the stamped part to verify the presence or absence of a feature or features of interest.
-

Punch Hole Inspection
Punch Hole Inspection
To verify that the expected number of holes exist on a small metal part that is not rigidly fixed, use an iVu Series sensor configured for an Area with Motion application. When holes are punched, the sensor evaluates all the holes to make sure that they are present and correctly sized. If any are not, the sensor sends a fail output to the line where the part is rejected.
-

Part Orientation
Part Orientation
An iVu vision sensor inspects nuts exiting a vibratory feeder bowl to ensure that the correct side of the nut faces up. The iVu features an intuitive operating environment that makes it easy for users to quickly apply and support inspections on the device.
-

Indicate Robot Positioning
Indicate Robot Positioning
Learn now a manufacturing company used a WLS15 Pro to improve safety in their warehouse.
-

Remote Monitoring Calculates Machine Run Time
Remote Monitoring Calculates Machine Run Time
During normal operation, operators load a welding machine with the frame components to be welded. The customer needed accurate machine run time data to determine why production goals were not being met.
-

Streamlining Call for Parts or Service
Streamlining Call for Parts or Service
To improve efficiency, assemblers at work stations need a way to call for parts and service that doesn’t involve them leaving their work stations. Getting parts more quickly would improve production efficiency, and using a system of remote indicators would let the supervisors to see the status of each work station, allowing the supervisors to fix production problems quickly and to collect production metrics.
-
Communication in a Busy Manufacturing Site
Communication in a Busy Manufacturing Site
As more components pass through the oven, keeping pace with the flow of items to be unloaded becomes increasingly difficult. Congestion in the sortation area builds. Items can easily be misdirected or even damaged. A pause in the flow of parts allows the unloading operator to correct mistakes and clear a pickup station. However, the distance between the unloading and loading areas as well as ambient interference from surrounding machinery complicates communication between operators.
-

Call for Parts
Call for Parts
Banner’s rugged, cost-effective and easy-to-install K30 Touch pick-to-light indicators are ideal for these applications because they are easy to actuate with the touch of a finger and can help industrial automation manufacturers reduce the error risk. They can be actuated with either bare hands or work gloves.
-
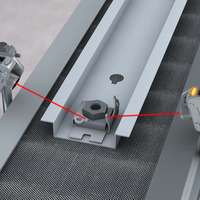
Stack Height Detection of Metal Parts
Stack Height Detection of Metal Parts
Transfer presses require reliable part-out or feed sensing to keep the mechanical shuttle system going without causing tool damage or producing low-quality parts. If the placement or movement of metal sheets is not precisely controlled, it could result in downtime and large quantities of scrap.
-

Parts Detection in a Feeder Bowl
Parts Detection in a Feeder Bowl
In this illustration, caps have been loaded into a feeder bowl which consistently orientates the parts to be positioned for bottle application later in the process. The Banner QS30AF an ideal sensing solution for this application, positioned to monitor the supply level of the caps as they move out of the bowl.
-

Counting Food Cartons for Correct Packaging
Counting Food Cartons for Correct Packaging
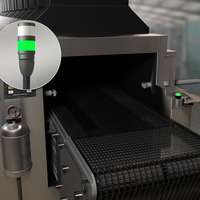
Banner’s WORLD-BEAM QS18LP laser sensor accurately inspects every carton that passes on the conveyor, ensuring the robot is triggered to load cartons into the package. With a visible laser sensing beam, the QS18LP provides precise position control, which is ideal to ensure accurate counting of cartons at a close range. The rugged QS18LP is also ideal for confined spaces and is easily set up along a conveyor for accurate sensing. With highly bright LEDs, operating status is visible from 360⁰.
-

Bright Indication in Ambient Light
Bright Indication in Ambient Light
When a window is located directly behind a cabinet, extremely bright, long lasting LED indicator lights can provide highly visible indication throughout the day. Banner’s EZ-LIGHT K50 Beacon is perfect for many indication status applications, especially in this cabinet because the beacon is highly visible even during daylight and is extremely durable with long-lasting, energy-efficient LEDs.
-
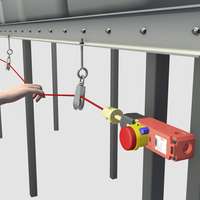
Emergency Stopping (end-mounted rope pull)
Emergency Stopping (end-mounted rope pull)
Banner offers various rope pull switches in spans of 6 to 100 meters, so they can run along the length of various conveyor belts. The rope pulls switches also feature heavy-duty housings suitable for harsh environments. In emergency situations, the operator can pull the rope from anywhere along the line to immediately stop the conveyor and hazardous action.
-

Emergency Stopping (center-mounted rope pull)
Emergency Stopping (center-mounted rope pull)
The pull rope runs along the length of a conveyor so the operator can grab and pull it from anywhere along its length to immediately stop the conveyor.
-

Calling an AGV for Parts
Calling an AGV for Parts
DX80 SureCross Wireless products are a great way to communicate with automated guide vehicles in a wide variety of industries. Remote, self-contained push buttons attached to SureCross Wireless Nodes can be placed at assembly line workstations. When a specific part is needed, the push buttons can be activated and a signal sent to a Wireless Gateway-equipped AGV for replenishment of parts.
-

Call for Parts (Put to Light)
Call for Parts (Put to Light)
When the supply of parts runs low, the assembler presses the EZ-LIGHT K50 push button to the left, which is used as a call button to signal to the runner to bring more parts. The K50 light to the right is used as a part-pick indicator.
-
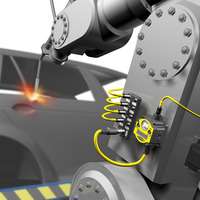
Retrofit for Robotics
Retrofit for Robotics
The DX80 Gateway is positioned at the control panel to collect and process data. A DX80 Node, DX81 Battery Module, and I/O block are attached to the robotic arm. The Node allows for data gathering at the robot's end effector and also comes available with an M23 connector. The DX81 Battery Module provides power for both the Node and one external input device. These devices are easily integrated with existing equipment.
-
Wireless Reduces Downtime
Wireless Reduces Downtime
A producer of stainless steel and special alloys supplies billets, blooms and ingots to the metal casting industry. During production, articulating robots are used to handle magnesium billets. Proximity switches located on the end effectors of the robots communicate status information from the grippers to a control panel. Robotic cables had been used to connect the proximity switches to the control panel. Environmental challenges and the motion of the robot compromised the integrity of the cables. Breaks were quite frequent and production had to be halted for repair and replacement, pushing up costs and driving down productivity.
-

Call for Parts at a Furniture Manufacturer
Call for Parts at a Furniture Manufacturer
The customer needs a solution that can increase the forklift operator's response time by putting indicators on the forklift's dashboard and can also allow the forklift operator to acknowledge the request, which eliminates redundant part deliveries by multiple operators.
-

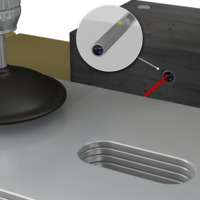
Presence Detection on Rotating Lathe Turret
Presence Detection on Rotating Lathe Turret
Betty Machine chose the SureCross® DX80 FlexPower® wireless network from Banner Engineering. This versatile, highly-scalable solution is built around a Gateway capable of two-way communication with multiple end-point Nodes.
-

Bypass Capability on a Robotic Work Cell
Bypass Capability on a Robotic Work Cell
Using a 2 or 3-position OS80 key operated selector switch, the operator can bring the robot to a controlled stop, enter the cell, and then quickly resume operations once work in the cell is complete.