Testimonianze di successo nel settore automotive
-
![Temperature Sensor Detects Defrost Wires [Success Story]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2012/T-GAGE-Defrost-Wire-Inspection.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Temperature Sensor Detects Defrost Wires [Success Story]
Temperature Sensor Detects Defrost Wires [Success Story]
An automotive manufacturer was rejecting a supplier’s shipment of rear window assemblies due to faulty defroster grids. The supplier’s existing test procedure measured current draw across the entire heating system to detect an overall failure, but it could not detect the subtle impact of a single heating wire being broken. The window supplier partnered with a Michigan-based machine automation company to create a better test fixture—one that can verify each defrost wire heats to specification prior to shipping.
-
![Indicazione di stato su veicoli senza conducente [Testimonianza di successo]](/content/dam/banner-engineering/photography/general---stock-photography/stock_photo_new/AdobeStock_189577689.jpeg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Indicazione di stato su veicoli senza conducente [Testimonianza di successo]
Indicazione di stato su veicoli senza conducente [Testimonianza di successo]
Gli indicatori K50L con cupola da 50 mm sono perfetti per la segnalazione dello stato su bus navetta autonomi I bus percorrono brevi distanze all'aperto, per cui la loro tecnologia è esposta a condizioni atmosferiche varie. I robusti indicatori K50L sono caratterizzati da un grado di protezione IP67 e IP69K per resistere alla penetrazione di acqua in condizioni ambientali ostili.
-
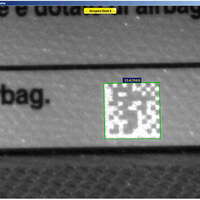
Codici a barre UV per la tracciabilità
Codici a barre UV per la tracciabilità
Before shipping to the brand assembler, a supplier of auto visors needs to verify that Data Matrix UV barcodes have been printed on each visor’s safety label. The customer turned to Banner to read invisible 2D Data Matrix barcode and send data via Ethernet IP to a PLC for traceability/error proofing.
-

Sensore di visione per la lettura di codici QR
Sensore di visione per la lettura di codici QR
iVu Plus BCR Gen 2 with 25 mm Micro Lens replaces hand held barcode readers to collect data from dense, difficult-to-read QR codes on vehicle transmissions. A WL50S high-intensity LED spot light illuminates the target area.
-
Soluzione per la guida degli operatori
Soluzione per la guida degli operatori
A Henshaw customer manufactures drivetrain and powertrain systems for the automotive industry. The company had experienced productivity losses due to errors in the assembly of transmission valve bodies. Henshaw was tasked with developing a system that would reduce errors and improve the assembly process.
-
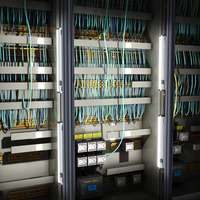
Illuminatori a LED per l'armadio di controllo
Illuminatori a LED per l'armadio di controllo
Un costruttore realizza macchine per prove e misurazioni per il settore dell'automazione. Gli operatori accedono ai sistemi della macchina tramite l'armadio di comando. Un'intensa illuminazione dell'armadio facilita le operazioni di manutenzione e gestione della macchina. Per questo compito venivano in precedenza utilizzati apparecchi fluorescenti alimentati in CA.
-
![LED per un'illuminazione omogenea di altissima qualità [Testimonianza di successo]](/content/dam/banner-engineering/photography/product-photography/wlb32/hofmann_enclosure.png/jcr:content/renditions/cq5dam.web.200.200.jpeg)
LED per un'illuminazione omogenea di altissima qualità [Testimonianza di successo]
LED per un'illuminazione omogenea di altissima qualità [Testimonianza di successo]
Per illuminare aree di lavoro, piccoli ambienti e quadri elettrici, American Hoffmann Corporation ha scelto le barre luminose a LED WLB32 al posto delle lampade fluorescenti. La migliore distribuzione della luce offerta dalle barre luminose a LED WLB32 in aggiunta alla semplicità d'installazione sono stati i fattori determinanti per la scelta dell'azienda.
-
![Ispezione di piccoli connettori [Testimonianza di successo]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2014/LE550-Vehicle-Seat-Weight-Sensor-Connector.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Ispezione di piccoli connettori [Testimonianza di successo]
Ispezione di piccoli connettori [Testimonianza di successo]
Un'azienda del settore automotive produce una vasta gamma di sistemi per autoveicoli. I sedili uniscono caratteristiche strutturali e di design a funzionalità che ottimizzano il comfort e la sicurezza. I sensori di peso installati sotto le sedute funzionano coordinandosi con i sistemi di sicurezza del veicolo per determinare la dimensione e la posizione dell'occupante del sedile. Questi fattori influenzano come o se gli airbag verranno impiegati in caso di incidente.
-

Sensori per la misurazione della distanza di movimento
Sensori per la misurazione della distanza di movimento
Le ispezioni condotte durante l'assemblaggio consentono di misurare la regolazione in altezza del sedile, il movimento in avanti e all'indietro e il moto di ribaltamento e raddrizzamento. Per ogni ispezione vengono impiegati due sensori. I sensori sono installati separatamente dalla linea del trasportatore per agevolare l'accesso ai sedili e non ostacolarne il movimento. Alla massima distanza raggiunta durante l'ispezione, un sedile può trovarsi fino a un metro dai sensori.
-

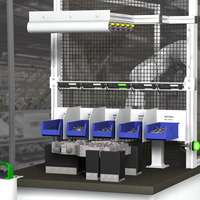
Pulpito per guidare gli operatori
Pulpito per guidare gli operatori
A leading machine manufacturer builds workstations designed for accurate, timely and cost-effective battery cell assembly. A value added component of the workstations is an operator guidance device that does three jobs: enables assembly processes to start and stop, indicates parts to be picked and installed, and completely stops line operation if emergencies occur. When it became too costly for the OEM to construct and mount these devices themselves, they turned to Banner to craft an all-inclusive solution. To honor the time line requirements of their customer—a major tier two battery supplier—the OEM needed the solution in eight weeks.
-
![Standard difetti zero su roccatrice industriale [Testimonianza di successo]](/content/dam/banner-engineering/photography/general---stock-photography/valueprop/edited/wcc-migration/2015/Fotolia_51604759_M.jpg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Standard difetti zero su roccatrice industriale [Testimonianza di successo]
Standard difetti zero su roccatrice industriale [Testimonianza di successo]
Un preminente produttore di filati industriali speciali, fabbrica prodotti in filato di vetro e fibra di vetro per applicazioni nei settori automotive, aerospaziale, militare e materiali compositi. Per semplificare la conformità a standard elevati e ridurre al minimo costosi resi di prodotti, si è posto l'obiettivo di realizzare prodotti con zero difetti. Per raggiungerlo, l'azienda aveva bisogno di un sistema automatizzato per l'ispezione dei filati.
-
![Centro commerciale dirige i veicoli verso i parcheggi disponibili [Testimonianza di successo]](/content/dam/banner-engineering/photography/general---stock-photography/valueprop/edited/wcc-migration/2015/kiosks_alt.jpg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Centro commerciale dirige i veicoli verso i parcheggi disponibili [Testimonianza di successo]
Centro commerciale dirige i veicoli verso i parcheggi disponibili [Testimonianza di successo]
Un grande shopping centre ha ridotto la congestione di veicoli e le frustrazioni dei clienti, con conseguente abbandono della struttura, grazie all'uso di sensori wireless.
-
![Rilevamento di pezzi espulsi dallo stampo [Testimonianza di successo]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2012/PVD-Part-Out.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Rilevamento di pezzi espulsi dallo stampo [Testimonianza di successo]
Rilevamento di pezzi espulsi dallo stampo [Testimonianza di successo]
Presso lo stabilimento del produttore, gli operatori inseriscono e rimuovono manualmente i pezzi nella pressa. Terminata l'operazione, i pezzi vengono convogliati in un cestino tramite uno scivolo in metallo. Per prevenire la rottura dello stampo (in caso di inserimento contemporaneo di più pezzi), il cliente richiede un sensore in grado di rilevare i vari pezzi presenti sullo scivolo, che invii inoltre un segnale al sistema di controllo per segnalare che la pressa è libera e fornire all'operatore il consenso per un'altra corsa. Doveva inoltre essere possibile installare il sensore senza necessità di ricavare fessure sui lati dello scivolo o montarlo alle estremità dello stesso, in quanto tali soluzioni avrebbero costituito dei punti di ritenzione per i pezzi.
-
![Comunicazione in uno stabilimento di produzione trafficato [Testimonianza di successo]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2014/K50-Touch-and-TL50---Industrial-Oven_For-Andrew.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Comunicazione in uno stabilimento di produzione trafficato [Testimonianza di successo]
Comunicazione in uno stabilimento di produzione trafficato [Testimonianza di successo]
Man mano che aumenta il numero di componenti convogliati attraverso il forno, risulta sempre più difficile mantenere un ritmo sostenibile di prodotti che devono essere scaricati. Di conseguenza, aumenta la congestione nell'area di smistamento. I prodotti vengono deviati in modo errato o persino danneggiati. Una pausa nel flusso di componenti consente all'operatore sul lato scarico di correggere gli errori e vuotare una stazione di prelievo. Tuttavia, la distanza tra le aree di carico e scarico, oltre alle interferenze ambientali causate dai macchinari circostanti, complicano la comunicazione tra gli operatori.