すべての自動車ソリューション
-
![温度センサでデフロスターの電熱線を検出 [成功事例]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2012/T-GAGE-Defrost-Wire-Inspection.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
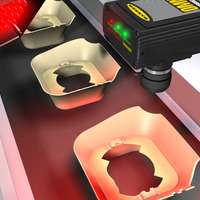
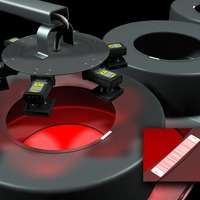
温度センサでデフロスターの電熱線を検出 [成功事例]
温度センサでデフロスターの電熱線を検出 [成功事例]
ある自動車メーカーで、デフロスターのグリッド線に欠陥があるとして、出荷されたリアウィンドウ製品が不合格になりました。そのウィンドウメーカーではデフロスターシステム全体での消費電流を測定して全体的な欠陥を検出する検査が行われていましたが、この方法では破損した1本の電熱線によるわずかな影響を検出することはできません。そこでこのウィンドウメーカーはミシガン州にあるオートメーション企業とパートナー提携して、それぞれの電熱線が仕様の温度まで加熱することを出荷前に確認できる検査設備を作りました。
-

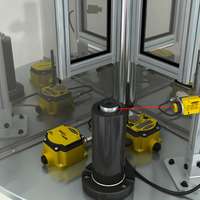
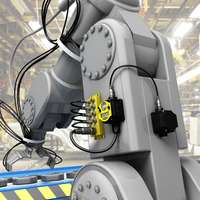
モーターの温度監視とワイヤレスネットワークによる管理
モーターの温度監視とワイヤレスネットワークによる管理
I/Oケーブルを敷設する代わりに、10~30V DC電源のSureCrossノードとバナー製T-GAGE温度センサを使用します。ホスト制御システムを使用すると、SureCrossゲートウェイはセンサに設定されている温度セットポイントに関連してデジタル出力でプラント制御室に温度データを送信します。その温度に基づいてモーターの電源が落とされるか、あるいは電源が投入されます。ワイヤレスマスター装置としてGateway Proを使用する場合は、データのロギングが可能であるほか、モーターの動作状態を表す数値が設定値を超えたときに保守作業員にアラートを送信することができます。
-

管理ステーションからの設備監視
管理ステーションからの設備監視
• 一目で機械状態が分かる表示 • 機械状態の情報をさまざまな装置に送信 • テキストメッセージまたはEメールで重要な状況をスタッフおよび責任者に通知
-

ワークフローが途切れないように組立ステーションに在庫補充
ワークフローが途切れないように組立ステーションに在庫補充
• 部品がなくなる前に、過剰在庫にならないように組立ステーションに在庫を補充 • 部品補給を行うフォークリフトオペレータと組立工の間でリアルタイムの対話を実現 • 搬送効率の監視
-

組立ステーションからAGVへの回収要請
組立ステーションからAGVへの回収要請
• 完成したパレットを組立ステーションから迅速に回収 • 組立ステーションからAGVへ直接通信できる • 所要時間のデータを用いたプロセス効率の向上
-

障害物で視界が遮られるエリアでの警告表示
障害物で視界が遮られるエリアでの警告表示
• すぐに目に入る警告表示 • フォークリフトの交通量が多いエリアでスタッフのリスクを最小限に抑える • 視界が悪いエリアで通行の流れをスムーズにする
-

リモート監視により総合設備効率を最適化
リモート監視により総合設備効率を最適化
• 忙しい工場の現場で即座に視覚的なコミュニケーションを実現 • 総合設備効率 (OEE) を計算するために機械状態およびその他のデータを収集 • テキストメッセージまたは電子メールで重要な状況をスタッフに通知
-

機械の制御盤内部の環境監視
機械の制御盤内部の環境監視
• 小さい問題が重大な問題に発展して機械の性能やアップタイムに影響を及ぼす前に問題を特定する • 離れた場所から環境データを入手 • テキストメッセージまたは電子メールで重要な状況をオペレータに通知
-
![無人車両のステータス表示 [成功事例]](/content/dam/banner-engineering/photography/general---stock-photography/stock_photo_new/AdobeStock_189577689.jpeg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
無人車両のステータス表示 [成功事例]
無人車両のステータス表示 [成功事例]
K50L 50 mmドーム型インジケータライトは、無人シャトルバスのステータス表示に非常に役立ちます。これらのバスは、バスに搭載の技術を多様な天候条件にさらす野外環境において、短距離を走行します。堅牢なK50LインジケータはIP67とIP69K等級に設計されており、過酷な環境での水の浸入に耐えることができます。
-

マルチカラーインジケータと照光タッチボタンで機械パネルをシンプルに
マルチカラーインジケータと照光タッチボタンで機械パネルをシンプルに
S22 Proシリーズのタッチボタンとインジケータによって制御パネルのデザインを簡素化することで、操作体験とパフォーマンスを改善することができます。Pro Editorソフトウェアは、S22 Proシリーズの持つ内蔵ディスプレイの機能性を拡大し、カスタムディスプレイを提供することができます。
-

繁忙なワークステーションのアセンブリタイマー
繁忙なワークステーションのアセンブリタイマー
IO-Link通信機能付きのK50 Proタッチボタンは、作業員の視界にタクトタイムを表示するため、組立作業のペースを維持し、生産目標を満たす上で役立ちます。
-
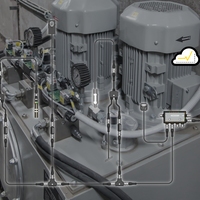
油圧パワーユニットの監視
油圧パワーユニットの監視
油圧パワーユニットをはじめとする油圧機器の圧力、電流、油温、モーターの振動・温度などを簡単に監視することができます。Snap Signal製品は、様々なタイプのセンサを接続し、その信号をModbusデータに変換することで、リアルタイムの状態監視を可能にします。
-

Monitor Leaks in Your Critical Applications
Monitor Leaks in Your Critical Applications
Monitor leaks in your critical applications and receive real time alerts when they occur.
-

-
.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
-
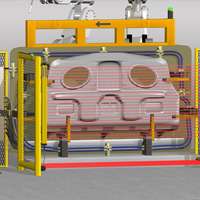
Manual Load Weld Cell
Manual Load Weld Cell
バナーEZ-SCREEN® シリーズのセーフティライトカーテンシステムは、溶接設備の過酷な要件に対応した確かなソリューションです。複数のセグメントをカスケード接続 (直列接続) できるため、このような水平/垂直セットの設定でも標準ハードウェア (非マスター/スレーブモデル) を使って容易に導入できます。
-

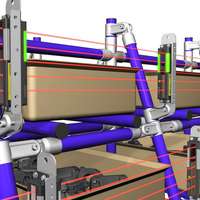
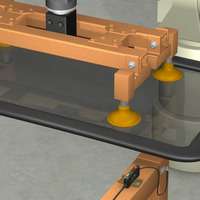
パイプ曲げ機のアクセスガード
パイプ曲げ機のアクセスガード
Widely spaced SGS safety grid platform light screen economically protects the perimeter of a work area. The grid is far enough from the hazard that motion has time to stop if a person or object passes through the grid.
-
.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Area and Gate Guarding on Automotive Assembly Line
Area and Gate Guarding on Automotive Assembly Line
EZ-SCREENグリッドでガードされている危険区域内に続くコンベアに沿って車が走行します。車が危険区域に接近するとEZ-SCREENグリッドがミューティング機能によって一時的に無効になり、コンベアを停止することなく車は通過します。グリッドのミュート中、作業員がインターロックされたブレークアウェイガードを通って危険区域内に入り、作業員が危険な状況になり走行する車に衝突するリスクがあります。
-

-

DPMコードの読み取り
DPMコードの読み取り
Direct Part Marks (DPM) are codes that are etched or printed directly onto a part's surface. Due to poor contrast, they can be extremely challenging to read.
-
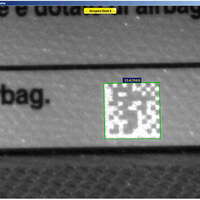
トレーサビリティに使用するUVバーコード
トレーサビリティに使用するUVバーコード
Before shipping to the brand assembler, a supplier of auto visors needs to verify that Data Matrix UV barcodes have been printed on each visor’s safety label. The customer turned to Banner to read invisible 2D Data Matrix barcode and send data via Ethernet IP to a PLC for traceability/error proofing.
-

QRコードを読み取るビジョンセンサ
QRコードを読み取るビジョンセンサ
iVu Plus BCR Gen 2 with 25 mm Micro Lens replaces hand held barcode readers to collect data from dense, difficult-to-read QR codes on vehicle transmissions. A WL50S high-intensity LED spot light illuminates the target area.
-
自動車コンポーネントのDPMコードの読み取り
自動車コンポーネントのDPMコードの読み取り
Direct part mark (DPM) codes can be small, complex, and difficult to distinguish from the material they are etched into.
-
オペレータ誘導ソリューション
オペレータ誘導ソリューション
A Henshaw customer manufactures drivetrain and powertrain systems for the automotive industry. The company had experienced productivity losses due to errors in the assembly of transmission valve bodies. Henshaw was tasked with developing a system that would reduce errors and improve the assembly process.
-
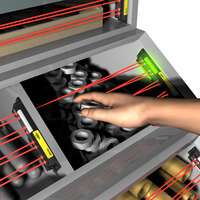
小型ビン向けの部品選択表示
小型ビン向けの部品選択表示
To reduce the risk of error in an assembly operation, a one-piece EZ-LIGHT PVD pick-to-light sensor with a 400 mm range is interfaced with a process controller programmed with the correct assembly sequence. The controller makes the PVDs light up in the correct order, to show the assembler which part to pick. After the PVD detects that the assembler's hand has entered and left the bin, the controller signals the PVD of the next bin in the pick sequence to light up.
-
奥行きのあるビンのピックトゥライト
奥行きのあるビンのピックトゥライト
The EZ-LIGHT PVA pick-to-light sensors provide a reliable error-proofing solution for various operation systems. The light indicate to assemblers which items to pick and in which order to pick them.
-

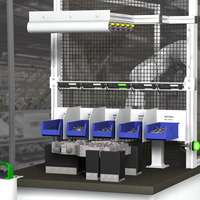
照明誘導式多品種アセンブリステーション
照明誘導式多品種アセンブリステーション
PTL110 pick-to-light devices on a multiproduct assembly station are a highly effective way to prevent errors and speed up build time. The optical sensors on PTL devices detect hands as they pass by, confirming that a pick was made.
-

大規模なステーションにおける照明誘導式キット組み立て
大規模なステーションにおける照明誘導式キット組み立て
Manual kit building at large stations can be time-consuming and subject to human error, especially if storage racks are difficult to navigate. The PTL110 series pick-to-lights are scalable for large systems and highly versatile to complete numerous tasks.
-

多品種組立ワークステーションにおける品質管理
多品種組立ワークステーションにおける品質管理
Read more to learn how the Pick-to-Light Solutions Kit improved pick sequences and ensured a high level of quality assurance at mutiproduct assembly workstations.
-
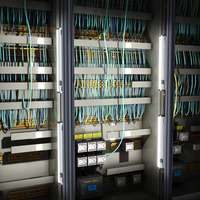
制御キャビネットを明るく照らすLED照明
制御キャビネットを明るく照らすLED照明
ある設備メーカーは自動車産業向けに検査・測定用機械を製造しています。オペレータは、制御キャビネットを使って機械システムにアクセスしています。キャビネットの強い照明により、機械のメンテナンスと管理を簡単に実施しています。以前は、このタスクには、AC接続の蛍光照明器具が複数使用されていました。
-
![Superior Light Distribution with LEDs [Success Story]](/content/dam/banner-engineering/photography/product-photography/wlb32/hofmann_enclosure.png/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Superior Light Distribution with LEDs [Success Story]
Superior Light Distribution with LEDs [Success Story]
American Hoffmann Corporation chose WLB32 LED light bars to illuminate work areas, enclosures and control cabinets, replacing fluorescent light fixtures. The superior light distribution offered by the WLB32 LED lights lights, as well as the ease of installation were key factors in the company's decision.
-
緑色LED照明による表面の欠陥検出
緑色LED照明による表面の欠陥検出
Learn how green LED task lights enhance visibility of surface imperfections on manufacturing materials.
-

品質検査を向上する高品質LEDライト
品質検査を向上する高品質LEDライト
Automotive inspection requires consistent, bright light with minimal glare to inspect automotive parts. Increased lighting can improve worker productivity and reduce eye strain.
-

コンベア照明用高品質LED照明
コンベア照明用高品質LED照明
高輝度の非常に明るい製造業向けの照明ソリューションを見つけるのは至難の業です。コンベアの広いエリアを正しく照らすには複数の照明が必要となるため、照明を簡単につなぐ取り付けオプションが必要です。
-

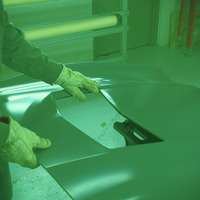
自動車製造における塗装トンネル検査
自動車製造における塗装トンネル検査
Inspection with high quality illumination, identifies vehicles needing additional work to ensure the highest quality paint finish.
-

自動車組立ステーションにおけるアセンブリタイマー表示
自動車組立ステーションにおけるアセンブリタイマー表示
自動車製造で生産目標を達成するには、効率性を最大化することが非常に重要となります。組立ステーションで遅延が発生すると、その下流におけるプロセスが停滞し、高額な時間の浪費と生産目標の達成不可につながります。TL50 Proタワーライトを使えば、組立担当者は期待されるサイクルタイムを満たせるようになり、総合的なタクトタイム要件をサポートできるようになります。
-

デュアル出力ステータス表示
デュアル出力ステータス表示
The S15L Series In-Line Sensor Status Indicator is a two color indicator light that indicates power and output status. Its inline connection, over-molded design and bright indication create a cost-effective solution that can be applied to most 4- or 5-pin devices with an output.
-
![小型コネクタの点検 [成功事例]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2014/LE550-Vehicle-Seat-Weight-Sensor-Connector.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
小型コネクタの点検 [成功事例]
小型コネクタの点検 [成功事例]
自動車用品製造メーカーは、多様な車両システムを生産しています。座席システムには、構造とデザインに快適性と安全性を強化する特徴が取り入れられています。座席の下部に設置される重量センサは、車両の安全システムと連携して座席占有者のサイズと位置を判別します。事故が発生した場合にエアバックを作動させるかまたはどのように作動させるかという判断を左右するのが、こういった要因です。
-

シートメタルの厚み測定
シートメタルの厚み測定
Precise and consistent sensing while material moves down a conveyor measuring thickness at micron levels.
-

可動範囲を測定するセンサ
可動範囲を測定するセンサ
組み立て時、座席の高さの調整、前進および後退の動き、および正位置とリクライニングの動きを測定するために、検査が行われます。それぞれの検査には、2つのセンサが使用されます。センサはコンベヤラインの外に配備されており、座席への簡単なアクセスと座席の自由な動きが確保されています。検査中、最大可動範囲において、座席はセンサから最大1メートル離れることがあります。
-

正確なクランクシャフトの軸振れの測定
正確なクランクシャフトの軸振れの測定
Crankshaft runout measurements must be monitored continuously to ensure that they meet tolerance requirements. Learn how LM Series laser measurement sensors solve this difficult application.
-

オペレータの操作を誘導する実行バー
オペレータの操作を誘導する実行バー
A leading machine manufacturer builds workstations designed for accurate, timely and cost-effective battery cell assembly. A value added component of the workstations is an operator guidance device that does three jobs: enables assembly processes to start and stop, indicates parts to be picked and installed, and completely stops line operation if emergencies occur. When it became too costly for the OEM to construct and mount these devices themselves, they turned to Banner to craft an all-inclusive solution. To honor the time line requirements of their customer—a major tier two battery supplier—the OEM needed the solution in eight weeks.
-

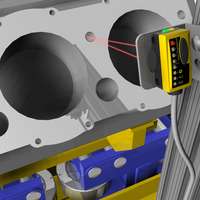
エンジンブロックの位置決め
エンジンブロックの位置決め
バナーのL-GAGE LHレーザー変位センサは、部品の正確な位置が重要となる用途に最適です。L-GAGE LHシリーズは継続的にマイクロンレベルで暗色系のターゲットを見ています。バナーのレーザー変位センサは非常に正確で、エンジンブロックの位置決めといった精密な位置決め用途に使用できます。センサは、エンジンブロックの製造に良く使用される鋳鉄やアルミニウム合金など、実質的にあらゆる表面を測定できます。
-

自動車組立作業における部品の取り外し確認
自動車組立作業における部品の取り外し確認
自動車組立工場では、一部の部品を一時的に取り付けるために、「グレネードピン」と呼ばれる一時ピンが使用されます。グレネードピンの除去を確認するために、点検ステーションには、EZ-LIGHT PVAピッキングセンサが装備されたピン用のコンテナがあります。
-

エンジンブロックのゴム製ワッシャの検出
エンジンブロックのゴム製ワッシャの検出
バナーのQ4X多用途レーザーセンサは、高さのわずかな変化を伴う困難な用途においても、小型の黒い検出体が光沢のある金属製部品上に存在することを確認するなどの有無の検出に最適です。鋳造アルミ製のエンジンブロックにはワッシャが存在します。Q4Xが高さのわずかな違いを検出すると、その違いが1 mmであっても、信号を送信し、ゴム製ワッシャがないこと、複数のワッシャがあることをオペレータに警告します。Q4Xは、前景抑制モードで、特有のウィンドウ調整機能により、重複するゴム製ワッシャを検出できます。
-

車両のドアパネルの接着面の検出
車両のドアパネルの接着面の検出
VEシリーズスマートカメラは、ビードツールを使用して各ドアパネルの接着剤の存在と均一性を検査します。カメラに搭載された広角2メガピクセルの撮像素子は、塗布された接着剤のわずかな不均一性も検出する能力を持っています。
-
黒いドアパネルの黒い部品の検出
黒いドアパネルの黒い部品の検出
Since door panels are often dark colors such as black or gray, and the foam used to eliminate rattles and provide stiffness is generally black, it can be difficult for standard sensors to differentiate between foam presence and absence due to poor contrast.
-

スタンピング加工された金属部品のマルチポイント検査
スタンピング加工された金属部品のマルチポイント検査
小さい金属部品に所定数の穴があけられていることを確認するため、マルチポイント検査に対応したiVu Plus TG画像センサを複数の検査領域 (ROI) 用に設定して、穴があること、穴が正しい場所に打ち抜かれていることを確認します。iVuをエリア検査用にセットアップして、スタンピング加工部品の複数の箇所をスキャンし、特定の特徴または検査特徴の有無を確認します。
-
-

-
-
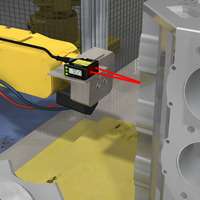
エンジンブロック位置の検出
エンジンブロック位置の検出
パーツ位置確認プロセスにはバナーのLE550レーザーセンサが最適です。長距離からのパーツ位置確認の用途において、信頼性が高く極めて高精度の性能を発揮します。デジタル出力によって厚さ3 mmの対象物を測定し、固定クリップがあること、エンジンブロックが適切な場所にあることを確認します。
-

自動車分野での溶接チップの検査
自動車分野での溶接チップの検査
高い色解像度を持つR55Fセンサを使って溶接機のチップが仕様に適合しているか点検することで、製造される部品が仕様に適合することにもつながります。このカラーコントラストセンサには耐久性と熱耐性を高めるためにグラスファイバが使われており、過酷な環境にも対応します。
-

-
自動車組み立て工程での長距離検査
自動車組み立て工程での長距離検査
車両が自動車組み立てラインを運ばれていくとき、サンルーフ内部に向けられた飛行時間測定方式L-GAGE LT7レーザーセンサによって座席のシートが取り付けられているか、正しい位置にあるか確認します。この回帰反射型センサは2つのディスクリート出力 (PNP) が可能で、最大250 mの極めて長い検出距離を持つため、自動車産業で多くの用途に使用できます。
-

自動車の溶接ナット検査
自動車の溶接ナット検査
ロボットによって自動車部品に複数の溶接ナットが挿入された後、作業員が2台のPresencePLUS P4 OMNIビジョンセンサを備えた検査ステーションにその部品を運びます。溶接ナットが正しく挿入されていない場合、溶接ナットがなかったり、上下が逆になっていたり、片方に傾くことがあります。PresencePLUS P4 OMNIは溶接ナットがあるか、向きが適切であるか、傾いていないかを検査します。このビジョンカメラは、部品間のずれの補正および離れた場所からの検査に対応しています。
-

自動車ヒューズボックスの検査
自動車ヒューズボックスの検査
PresencePLUS COLOR Proビジョンセンサはヒューズボックス内にある色分けされたヒューズを検査し、各ヒューズが正しい位置にあるか確認します。
-

自動車のダクトの検査
自動車のダクトの検査
自動車のダクトで負圧気流テストを行った後、PresencePLUS Proがシャトルによってダクト開口端の上方まで移動します。PresencePLUS Proは温度センサがダクト内のまだ所定の位置にあること、損傷していないことを確認します。
-
プラスチック射出成形のショートショットの検出
プラスチック射出成形のショートショットの検出
高分解能のPresencePLUS P4 OMNI 1.3を製造ラインの上方に設置して、成形工程後のステアリングホイール部品を検査します。材料が多すぎるまたは少なすぎる箇所をP4 OMNIによって探します。
-

自動車ハンドルの色検査
自動車ハンドルの色検査
PresencePLUS P4 COLOR OMNIビジョンセンサが内装のドアハンドルを検出し、組み立て中の車両に適切な色であるか確認します。特別なブラケットで固定された同軸照明から、グレアを抑えるための均一な拡散した光が照射されます。
-

車両ドアパネルの部品の色検査
車両ドアパネルの部品の色検査
iVuカラーセンサは、車両ドアパネルに使われるトリムの各部品のRGB値を識別し、産業イーサネット接続を使って、PLCにその情報を通信します。
-

-

-

Reliably Detect Adhesive Tape on Pouch Batteries
Reliably Detect Adhesive Tape on Pouch Batteries
When manufacturing pouch batteries for electric vehicles, adhesive tape material is used to complete the outer film packaging. The tape’s presence must be confirmed with optical-based sensors for quality assurance purposes. Keep reading to learn how the QCM50 color sensor solves this application.
-
![車両を空きスペースに誘導するショッピングセンター [サクセスストーリー]](/content/dam/banner-engineering/photography/general---stock-photography/valueprop/edited/wcc-migration/2015/kiosks_alt.jpg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
車両を空きスペースに誘導するショッピングセンター [サクセスストーリー]
車両を空きスペースに誘導するショッピングセンター [サクセスストーリー]
ワイヤレスセンサを使って大型ショッピングセンターで駐車場の混雑と利用客のイライラを緩和し、客足の減少を防ぐ。
-

充電スタンドでの電気式車両検出
充電スタンドでの電気式車両検出
Banner Engineering’s K50R radar sensor offers an ideal solution for electric vehicle detection at recharge stations. When cars park at a charging station, the radar sensor immediately detects the vehicle’s presence. If separate monitoring indicates that the car is not plugged into the charge station, a signal is sent to a central location, alerting authorities to ticket or remove the vehicle if necessary.
-

Bank Drive-Thru Automobile Detection
Bank Drive-Thru Automobile Detection
Banner Engineering's K50R short-range radar sensor can be used to detect vehicles at bank teller drive-thru windows. It is designed to operate in any outdoor weather conditions.
-

Detecting Parking Spot Availability
Detecting Parking Spot Availability
Banner Engineering's weather-resistant K50R short-range radar sensors can be placed above parking spaces in a large, multi-level parking structure to monitor parking availability and help drivers to find open parking spaces more easily.
-
![ダイから抜き取られた部品の検出 [成功事例]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2012/PVD-Part-Out.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
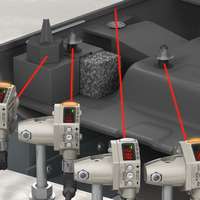
ダイから抜き取られた部品の検出 [成功事例]
ダイから抜き取られた部品の検出 [成功事例]
メーカーの施設では、オペレータはダイプレスから金属部品を手動で挿入および取り外します。完成した部品は金属シュートを介してビンに送られます。ダイクラッシュ(同時に2つの部品がプレスに入る)を防止するため、顧客はシュート上のさまざまな部品を検出して制御システムに信号を送信できるセンサを必要としていました。それにより、プレスが空であることが示され、オペレータは別のストロークを実行することができます。シュートの側面にスロットを切断したり、シュートの端にセンサを取り付けたりすると移動する部品の脱線ポイントとなることがあるため、これらを必要とせずに設置できるソリューションが必要となります。
-
![繁忙な製造現場でのコミュニケーション [成功事例]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2014/K50-Touch-and-TL50---Industrial-Oven_For-Andrew.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
繁忙な製造現場でのコミュニケーション [成功事例]
繁忙な製造現場でのコミュニケーション [成功事例]
オーブンを通過する部品が多くなってくると、積み降ろされるアイテムの流れのペースに合わせることはますます困難になります。仕分けエリアでの停滞が高まり、アイテムが誤った方向へ流されたり、破損することさえあります。部品の流れを一時的に停止するば、アイテムを積み降ろすオペレータは間違いを訂正し、ピックアップステーションを一掃することができます。しかし、積み下ろしエリアと積み込みエリアとの間の距離と周囲の機械から得る干渉により、オペレータ同士のコミュニケーションが困難になります。
-
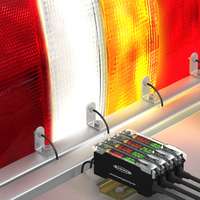
ウィンドウの色調の確認
ウィンドウの色調の確認
バナーのDF-G1ライト受光器センサは、ガラスを通過する外光の量に基づき、色調の有無に関わらずウィンドウを識別します。DF-G1のアンプ内蔵型装置には、コンベア上で容易に調整を行うことができる操作用押しボタンが装備されています。直観的なユーザーディスプレイにより、センサの情報を即時に確認できます。
-
受光器が照明の広域スペクトラムを検出
受光器が照明の広域スペクトラムを検出
独自のコスト効率の高いバナーのDF-G1光ファイバ受光器は、テスト設備に直接設置が可能で、照明を正常に機能させます。他のDF-G1モデルと同様に直感的なデュアルディスプレイとプログラミングインターフェイスを備えたこの受光器は、組立およびテスト設備制御システムに統合および接続して、合格/不合格検査を実施できます。
-

光学式タッチボタン (OTB) と非常停止オペレータステーション
光学式タッチボタン (OTB) と非常停止オペレータステーション
非常停止プッシュボタンとOTBを組み合わせた一体型ユニットにより、配線や追加のエンクロージャを必要としない、製造ライン用の簡易なオペレータステーションが構成されます。バナーの30 mmマウント非常停止ボタンは、このタイプの用途に対応します。作動時に照光ベースが黄色の点灯から赤色の点滅に変更。非常停止要件に準拠。非常停止ボタンがOTBに近接していることにより、作業員は迅速かつ容易に非常停止手段を発動し、点滅する照明によって非常事態を明確に示すことができます。
-

生産ラインの効率向上
生産ラインの効率向上
メーカーは、DX70セット、タワーライト、およびスイッチボックスを設置することで、ワイヤレス通知ネットワークを作成し、工場の現場全体で通信することができます。作業者は、スイッチを入れて管理者を生産ラインに呼んだり、技術者を呼び出したり、部品やサプライ品を要求したりすることもできます。タワーライト通知システムを使用することで、技術者や管理者が各生産ラインを常に確認する必要性がなくなります。
-

周囲光下での明るい表示
周囲光下での明るい表示
窓がキャビネットの直ぐ後ろにある場合、非常に明るく長持ちするLED表示灯によって、一日を通して視認性の高い表示を提供することができます。バナーのEZ-LIGHT K50ビーコンは、昼間でも非常に目立ち、長持ちするエネルギー効率の高いLEDによる高耐久性があるため、特にこのようなキャビネットの条件で多くの指示ステータスの用途に最適です。
-
-
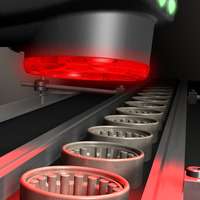
タイヤ製造における鋳型保護
タイヤ製造における鋳型保護
プレス機がサイズの異なるプレス加工されていないタイヤまたは未加工のタイヤに溝を成形しようとすると、タイヤプレス機の鋳型が多額の損傷を受ける結果につながります。各タイヤを正しいプレス機に向けるために、バナーのPresencePLUS P4 BCR 1.3ビジョンセンサは、タイヤのビーズのラベルに印刷されたバーコードの識別情報に基づいて未加工のタイヤを分類します。この用途では、コンベア上を移動する未加工のタイヤが、6個のBCR 1.3ビジョンセンサが取り付けられている固定具の下を通過します。
-
ワイヤレスによりダウンタイムを削減
ワイヤレスによりダウンタイムを削減
ステンレス鋼および特殊合金の製造業者は、鋳造産業にビレット、ブルームおよびインゴットを供給します。生産時におけるマグネシウムビレットの取り扱いには、関節式ロボットが使用されます。ロボットのエンドエフェクタにある近接スイッチは、グリッパから制御パネルにステータス情報を伝達します。近接スイッチを制御パネルに接続するためには、ロボットケーブルが使用されてきました。環境上の課題およびロボットの動きにより、ケーブルの完全性が損なわれました。頻発する断線のために生産が停止されたことにより修理と交換が必要となり、コストが上昇し生産性が低下する結果となりました。
-

Adding Run, Stop, and Bypass Capabilities on a Robotic Work Cell
Adding Run, Stop, and Bypass Capabilities on a Robotic Work Cell
Using a 2 or 3-position OS80 key operated selector switch, the operator can bring the robot to a controlled stop, enter the cell, and then quickly resume operations once work in the cell is complete.