Erfolgsgeschichten aus der Automobilbranche
-
![Temperatursensor erkennt Heizdrähte eines Defrosters [Erfolgsgeschichte]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2012/T-GAGE-Defrost-Wire-Inspection.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Temperatursensor erkennt Heizdrähte eines Defrosters [Erfolgsgeschichte]
Temperatursensor erkennt Heizdrähte eines Defrosters [Erfolgsgeschichte]
Ein Automobilhersteller hat eine Lieferung von Heckscheibenbaugruppen eines Lieferanten aufgrund von fehlerhaften Defrostergittern abgelehnt. Das vorhandene Testverfahren des Lieferanten überprüfte die Stromaufnahme des gesamten Heizsystems, um einen allgemeinen Fehler zu erkennen, konnte jedoch nicht die subtile Wirkung eines einzelnen gebrochenen Heizdrahtes erkennen. Der Fensterhersteller ging eine Partnerschaft mit einem Maschinenautomatisierungsunternehmen mit Sitz in Michigan ein, um eine bessere Testeinrichtung zu entwickeln — eine, die vor der Auslieferung überprüft, ob jeder Heizdraht gemäß der Spezifikation aufheizt.
-
![Statusanzeige bei fahrerlosen Fahrzeugen [Erfolgsbericht]](/content/dam/banner-engineering/photography/general---stock-photography/stock_photo_new/AdobeStock_189577689.jpeg/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Statusanzeige bei fahrerlosen Fahrzeugen [Erfolgsbericht]
Statusanzeige bei fahrerlosen Fahrzeugen [Erfolgsbericht]
Die kuppelförmige 50-mm-Anzeigeleuchte vom Typ K50L eignet sich gut als Statusanzeige auf fahrerlosen Shuttlebussen. Die Busse verkehren auf kurzen Entfernungen im Freien, wo ihre Technologie den unterschiedlichsten Witterungsbedingungen ausgesetzt ist. Die robusten K50L Anzeigen sind nach den Schutzarten IP67 und IP69K gebaut und somit gegen Eindringen von Wasser in rauer Umgebung geschützt.
-
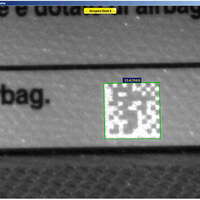
UV-Barcodes für Rückverfolgbarkeit
UV-Barcodes für Rückverfolgbarkeit
Before shipping to the brand assembler, a supplier of auto visors needs to verify that Data Matrix UV barcodes have been printed on each visor’s safety label. The customer turned to Banner to read invisible 2D Data Matrix barcode and send data via Ethernet IP to a PLC for traceability/error proofing.
-

Bildsensor zum Lesen von QR-Codes
Bildsensor zum Lesen von QR-Codes
iVu Plus BCR Gen 2 with 25 mm Micro Lens replaces hand held barcode readers to collect data from dense, difficult-to-read QR codes on vehicle transmissions. A WL50S high-intensity LED spot light illuminates the target area.
-
Montageführungslösung
Montageführungslösung
A Henshaw customer manufactures drivetrain and powertrain systems for the automotive industry. The company had experienced productivity losses due to errors in the assembly of transmission valve bodies. Henshaw was tasked with developing a system that would reduce errors and improve the assembly process.
-
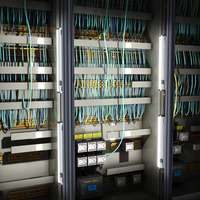
LED-Lichter beleuchten Schaltschrank
LED-Lichter beleuchten Schaltschrank
Ein Maschinenhersteller baut Test- und Messmaschinen für die Automobilindustrie. Die Bediener greifen über den Schaltschrank auf die Maschinenanlagen zu. Eine intensive Beleuchtung des Schaltschranks erleichtert die Wartung und Verwaltung der Maschinen. Bisher wurden mehrere mit Wechselstrom betriebene fest installierte Leuchtstoffröhren zu diesem Zweck verwendet.
-
![Herausragende Lichtverteilung mit LEDs [Erfolgsgeschichte]](/content/dam/banner-engineering/photography/product-photography/wlb32/hofmann_enclosure.png/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Herausragende Lichtverteilung mit LEDs [Erfolgsgeschichte]
Herausragende Lichtverteilung mit LEDs [Erfolgsgeschichte]
Die amerikanische Hoffmann Corporation wählte für die Beleuchtung von Arbeitsbereichen, Gehäusen und Schaltschränken WLB32-LED-Lichterleisten als Ersatz für die bisherigen Leuchtstofflampen. Die von den WLB32-LED-Lichterleisten gewährleistete herausragende Lichtverteilung und die Einfachheit der Installation waren Schlüsselfaktoren für die Entscheidung des Unternehmens.
-
![Inspektion von kleinen Steckern [Erfolgsstory]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2014/LE550-Vehicle-Seat-Weight-Sensor-Connector.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Inspektion von kleinen Steckern [Erfolgsstory]
Inspektion von kleinen Steckern [Erfolgsstory]
Ein Zulieferer der Automobilindustrie stellt diverse Fahrzeugsysteme her. Seine Sitzsysteme verbinden Stabilität und Design mit Merkmalen für mehr Komfort und Sicherheit. Auf der Unterseite der Sitze installierte Gewichtssensoren funktionieren zusammen mit den Fahrzeugsicherheitssystemen, um Größe und Position eines Fahrzeuginsassen auf dem Sitz zu ermitteln. Diese Faktoren wirken sich darauf aus, ob bei einem Unfall Airbags ausgelöst werden.
-

Sensoren zur Messung des Bewegungsbereichs
Sensoren zur Messung des Bewegungsbereichs
Während der Montage werden Inspektionen durchgeführt, um die Sitzhöheneinstellung, die Vorwärts- und Rückwärtsbewegung, die Bewegung in die aufrechte Position und Zurücklehnungsbewegung zu messen. Für jede Inspektion werden zwei Sensoren eingesetzt. Die Sensoren werden vor dem Förderband eingesetzt, um einen einfachen Zugang zu und eine freie Bewegung der Sitze zu gewährleisten. Der Sitz kann an seiner maximalen Bewegungsposition während der Inspektion bis zu einem Meter von den Sensoren entfernt sein.
-

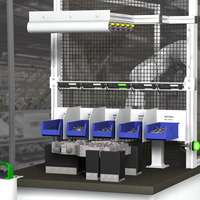
Bedienpult bietet Bedienerführung
Bedienpult bietet Bedienerführung
A leading machine manufacturer builds workstations designed for accurate, timely and cost-effective battery cell assembly. A value added component of the workstations is an operator guidance device that does three jobs: enables assembly processes to start and stop, indicates parts to be picked and installed, and completely stops line operation if emergencies occur. When it became too costly for the OEM to construct and mount these devices themselves, they turned to Banner to craft an all-inclusive solution. To honor the time line requirements of their customer—a major tier two battery supplier—the OEM needed the solution in eight weeks.
-
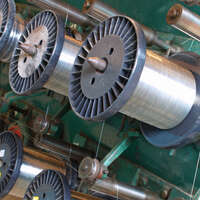
Zero Defect Standard on Industrial Winder
Zero Defect Standard on Industrial Winder
Ein erfolgreicher Hersteller von Spezialindustriegarnen produziert Fiberglas- und Glasfadenprodukte für Anwendungen in den Automobil-, Luftfahrt-, Militär- und Verbundmaterialbranchen. Um seine hohen Standards beizubehalten und kostspielige Produktrückgaben zu minimieren, wurde das Ziel von null Produktfehlern entwickelt. Um dieses Ziel zu erreichen, benötigte das Unternehmen ein automatisiertes Fadeninspektionssystem.
-

Shopping Center Directs Vehicles to Available Parking
Shopping Center Directs Vehicles to Available Parking
Ein großes Einkaufszentrum reduzierte Verkehrsstaus, Kundenverärgerung und Anfahrtswege durch den Einsatz von Funksensoren.
-
![Erfassung von Teilen, die von der Gesenkpresse ausgestoßen werden [Erfolgsstory]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2012/PVD-Part-Out.psd/jcr:content/renditions/cq5dam.web.200.200.jpeg)
Erfassung von Teilen, die von der Gesenkpresse ausgestoßen werden [Erfolgsstory]
Erfassung von Teilen, die von der Gesenkpresse ausgestoßen werden [Erfolgsstory]
Im Betrieb des Herstellers führen die Bediener Metallteile manuell in die Gesenkpresse ein und holen sie dort wieder heraus. Anschließend werden die Teile über eine Metallrutsche an einen Behälter gesendet. Um Kollisionen an der Presse zu verhindern (und somit zwei Teile gleichzeitig in der Presse), brauchte der Kunde einen Sensor, der mehrere Teile auf der Rutsche erfassen und ein Signal an das Steuersystem senden kann, um anzuzeigen, dass die Presse frei ist und dass der Bediener den nächsten Hub ausführen kann. Die Lösung musste ohne Ausschneiden von Schlitzen in den Seiten der Rutsche und ohne Montage von Sensoren am Ende der Rutsche installiert werden, da die transportierten Teile dort andernfalls hängen bleiben konnten.
-
Communication in a Busy Manufacturing Site
Communication in a Busy Manufacturing Site
Wenn mehr Komponenten durch den Ofen passieren, wird es zunehmend schwieriger, mit dem Strom der zu entladenden Komponenten nachzukommen. Es bildet sich ein Stau im Sortierbereich. Die Komponenten können leicht fehlgeleitet oder sogar beschädigt werden. Eine Unterbrechung im Komponentenstrom bietet dem Bediener die Möglichkeit, Fehler zu beheben und eine Auffangstation zu leeren. Aber die Entfernung zwischen dem Entlade- und dem Beladebereich und Umgebungsstörungen durch umgebende Maschinen erschweren die Kommunikation zwischen den Bedienern.